
Muchos compradores asumen que el material es el principal componente del precio de una pieza CNC. Si la pieza es más grande, más pesada o utiliza una aleación de alto desempeño, parece lógico concluir que la materia prima determina la mayor parte de la cotización.
Sin embargo, en gran parte de los proyectos ocurre lo contrario. El costo del material suele representar solo una fracción del precio final, mientras que factores como el tiempo de máquina, los setups, las herramientas, la programación CAM, la inspección y la complejidad geométrica absorben una porción mucho mayor del presupuesto.
Por esta razón, dos piezas fabricadas con exactamente el mismo material pueden tener precios radicalmente distintos. Lo que normalmente cambia no es la materia prima, sino la dificultad para fabricar la pieza de forma consistente, precisa y repetible.
La mayoría de las piezas CNC no se cotizan por el valor del material, sino por el esfuerzo necesario para transformarlo.
Comprender cuánto aporta realmente la materia prima permite evaluar cotizaciones con criterio técnico, identificar oportunidades de optimización antes del RFQ y enfocar esfuerzos donde realmente existe potencial de ahorro. En esta guía analizaremos cuándo el material domina el costo, cuándo representa una pequeña fracción de la cotización y qué estrategias permiten reducir el precio final sin comprometer desempeño o calidad.
¿Qué porcentaje del costo total corresponde al material?
No existe un porcentaje universal válido para todas las piezas CNC. La participación de la materia prima depende de la geometría, la cantidad de material removido, el volumen de producción, el proceso utilizado y la complejidad general del componente.
Aun así, existe una tendencia clara: mientras más compleja es la pieza, menor suele ser la participación relativa del material dentro de la cotización. Conforme aumentan los tiempos de ciclo, los setups y las operaciones de manufactura, el costo de transformación comienza a dominar.
- Piezas simples — geometrías básicas, pocas operaciones y tolerancias amplias: el material puede representar entre 40% y 70% del costo total.
- Piezas complejas — múltiples operaciones, tolerancias estrechas o varios setups: el material puede caer a apenas 5%–20% del precio final.
- Prototipos y lotes pequeños — la programación, la preparación y el tiempo de máquina suelen tener más impacto que la materia prima.
- Producción en serie — al distribuir los costos de preparación entre más piezas, el material gana participación dentro de la estructura de costos.
| Tipo de pieza | Material | Maquinado |
|---|---|---|
| Prototipo complejo | 10% | 90% |
| Pieza general | 25% | 75% |
| Producción en alto volumen | 50% | 50% |
| Pieza simple torneada | 60% | 40% |
Estos rangos deben entenderse como referencias generales, no como reglas absolutas. La misma pieza puede presentar distribuciones de costo muy distintas dependiendo de la aleación seleccionada, la forma de suministro del material, el volumen de producción y la estrategia de manufactura utilizada.
Lo importante es entender que el precio por kilogramo rara vez cuenta toda la historia. Para conocer los demás factores que impulsan una cotización CNC, consulta también qué afecta más el costo de una pieza maquinada por CNC.
Cómo se calcula el costo de materia prima
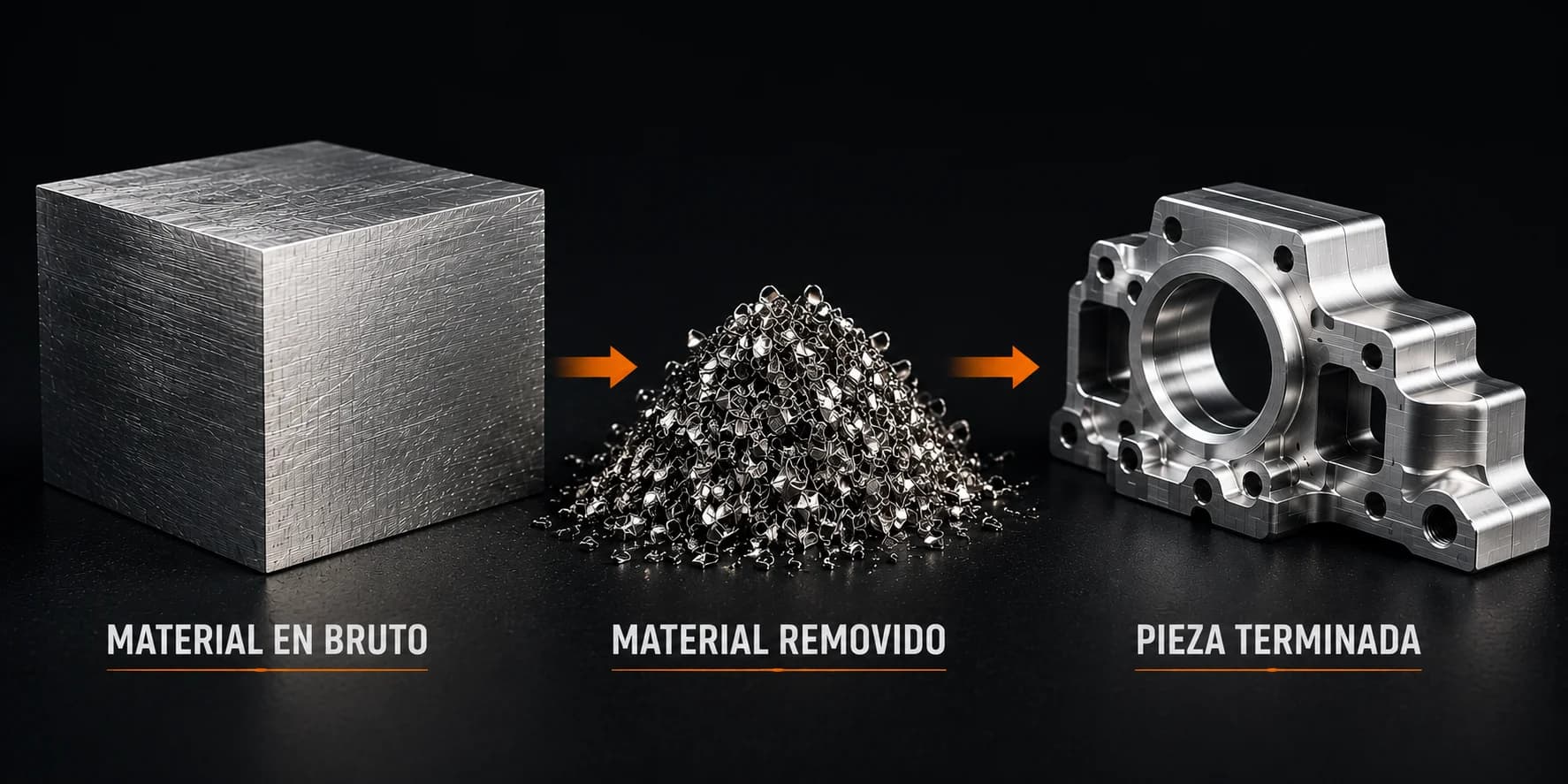
Uno de los errores más comunes al estimar el costo de una pieza CNC es asumir que la materia prima se calcula únicamente con el peso de la pieza terminada. En la práctica, los talleres compran y cotizan material suficiente para sujetar la pieza, generar referencias, permitir operaciones de maquinado y remover material hasta alcanzar la geometría final.
Por esta razón, el costo real de la materia prima suele ser mayor que simplemente multiplicar el peso final de la pieza por el precio del material.
Antes de que una pieza llegue a sus dimensiones finales, existe un volumen adicional de material que forma parte del proceso de manufactura. Ese material puede terminar convertido en viruta, remanente o zonas necesarias para sujeción, pero sigue representando un costo que debe considerarse dentro de la cotización.
- Peso bruto — cantidad total de material adquirida para fabricar la pieza, incluyendo excedentes necesarios para manufactura.
- Dimensiones del stock — diámetro de barra, espesor de placa, tamaño de bloque o dimensiones de tubo disponibles comercialmente.
- Viruta y material removido — volumen eliminado durante fresado, torneado, barrenado y demás operaciones de corte.
- Remanentes — material sobrante después del mecanizado que no siempre puede reutilizarse en el mismo proyecto.
- Preparación del blank — cortes previos, preparación de material y operaciones necesarias antes del primer setup.
La fórmula utilizada para estimar el costo de materia prima es relativamente simple:
Costo de material = Peso del stock × Precio por kilogramo
Lo que vuelve compleja la estimación no es la fórmula, sino determinar cuánto material realmente se necesita comprar para fabricar la pieza. Dos componentes con el mismo peso final pueden requerir cantidades muy diferentes de stock dependiendo de la geometría, el proceso seleccionado y la forma comercial disponible.
Además, el precio por kilogramo rara vez es una cifra fija. Factores como disponibilidad local, formato comercial, volumen de compra, certificaciones, tratamientos térmicos y condiciones del mercado pueden generar variaciones importantes incluso dentro de la misma familia de materiales.
La materia prima no se calcula con el peso de la pieza terminada. Se calcula con el material que realmente debe comprarse para fabricar la pieza.
Por eso una buena cotización CNC no considera únicamente la geometría final del componente. También toma en cuenta el stock necesario para fabricar la pieza de forma segura, eficiente y repetible. Ignorar este aspecto suele generar estimaciones irreales y diferencias importantes entre el costo esperado y el costo real de producción.
Por qué el material comprado no siempre coincide con el material de la pieza
Cuando se analiza el costo de una pieza CNC, es fácil asumir que el material comprado será prácticamente igual al material que termina formando parte del producto final. En la práctica, rara vez ocurre así.
La mayoría de las piezas se fabrican a partir de un volumen de material considerablemente mayor al que finalmente queda en la geometría terminada. Ese excedente permite sujetar la pieza, establecer referencias, realizar operaciones de maquinado y alcanzar dimensiones finales con precisión.
La diferencia entre material comprado y material aprovechado depende en gran medida de la forma comercial utilizada. No es lo mismo fabricar desde barra, placa, bloque sólido o tubo. Cada formato condiciona la cantidad de material inicial necesaria, la estrategia de manufactura y el volumen que terminará removiéndose durante el proceso.
El material que se compra no se selecciona para igualar la forma de la pieza. Se selecciona para permitir fabricar la pieza.
Un ejemplo común en fresado es comenzar con un bloque varias veces más pesado que la pieza terminada. Gran parte de ese volumen desaparece durante el mecanizado hasta obtener la geometría final. En algunos proyectos, la cantidad de material removido puede superar ampliamente el peso que permanece en el producto.
Incluso en procesos eficientes como el torneado desde barra existe material que no termina en la pieza final. Longitudes de sujeción, cortes iniciales, refrentados y remanentes forman parte normal del proceso de manufactura. Por esta razón, dos piezas con exactamente el mismo peso final pueden tener costos de materia prima muy diferentes dependiendo de cómo se fabriquen.
Esto explica por qué el diseño influye directamente en el costo del material. Una geometría que aprovecha formatos comerciales estándar suele requerir menos stock inicial que otra que obliga a partir de bloques sobredimensionados o formatos poco comunes. En muchos casos, optimizar el aprovechamiento del material genera más ahorro que negociar unos cuantos pesos por kilogramo.
Materiales económicos para CNC
Cuando el objetivo es minimizar el costo de materia prima sin comprometer funcionalidad en aplicaciones industriales generales, ciertas aleaciones destacan por su combinación de disponibilidad, facilidad de mecanizado y precio competitivo. Además de costar menos por kilogramo, muchas de ellas permiten ciclos de fabricación más rápidos y menor desgaste de herramientas, generando ahorros adicionales más allá del costo del material.
| Material | Ventaja principal | Aplicaciones comunes |
|---|---|---|
| Acero 1018 | Bajo costo y amplia disponibilidad | Soportes, componentes estructurales y piezas generales |
| Acero 12L14 | Excelente maquinabilidad | Producción de piezas torneadas y componentes repetitivos |
| Aluminio 6061-T6 | Equilibrio entre costo, resistencia y productividad | Prototipos, automatización y componentes industriales |
| Acetal | Estabilidad dimensional y bajo costo de procesamiento | Guías, bushings y componentes de movimiento |
La ventaja de estos materiales no radica únicamente en su precio de compra. También suelen encontrarse fácilmente en formatos comerciales estándar, presentan buena disponibilidad en el mercado y permiten estrategias de manufactura altamente productivas. Como resultado, ayudan a reducir simultáneamente el costo de materia prima y el costo de transformación.
- Acero 1018 — una de las referencias más utilizadas cuando se busca minimizar costos en aplicaciones estructurales y de propósito general.
- Acero 12L14 — conocido por su excelente maquinabilidad y su capacidad para reducir tiempos de ciclo en producción.
- Aluminio 6061-T6 — uno de los materiales más populares para prototipos y piezas industriales gracias a su equilibrio entre costo y desempeño.
- Acetal — alternativa eficiente cuando no se requieren las propiedades mecánicas de un metal.
La selección de una aleación económica no siempre significa elegir el material más barato disponible. La mejor decisión suele ser aquella que ofrece el equilibrio adecuado entre precio, disponibilidad, facilidad de manufactura y desempeño requerido por la aplicación.
Materiales de costo medio
Entre los materiales más económicos y las aleaciones de alto desempeño existe una categoría intermedia que concentra una gran parte de los proyectos industriales. Estos materiales ofrecen mejores propiedades mecánicas, resistencia al desgaste o resistencia a la corrosión sin alcanzar los niveles de costo asociados a materiales premium.
Para muchas aplicaciones, representan el mejor equilibrio entre desempeño, disponibilidad y costo total de manufactura.
Además del precio por kilogramo, estas aleaciones suelen beneficiarse de una amplia disponibilidad en barra, placa y otros formatos comerciales. Esto reduce tiempos de entrega, facilita la compra de materia prima y ayuda a mantener costos de producción más predecibles.
- Acero 1045 — opción común cuando se requiere mayor resistencia mecánica que un acero de bajo carbono manteniendo buena disponibilidad y costo razonable.
- Acero 4140 — acero aleado ampliamente utilizado en componentes sometidos a carga, desgaste o tratamiento térmico.
- Acero inoxidable 304 — equilibrio entre resistencia a la corrosión, disponibilidad y facilidad de obtención.
- Nylon — plástico de ingeniería utilizado en aplicaciones donde se busca resistencia al desgaste, bajo peso y reducción de ruido.
- Acetal — material estable dimensionalmente con excelente comportamiento en componentes de movimiento y contacto deslizante.
El material más económico no siempre genera la cotización más baja. La disponibilidad y la facilidad de manufactura suelen influir tanto como el precio por kilogramo.
La disponibilidad local puede tener un impacto sorprendentemente alto en el costo final. Un material que se encuentra disponible en stock y en formatos comerciales estándar suele generar menores costos y tiempos de entrega que una alternativa aparentemente más económica que requiere importación, pedidos especiales o tamaños fuera de inventario.
Por esta razón, muchas decisiones de ingeniería deberían considerar no solo las propiedades mecánicas del material, sino también la facilidad para conseguirlo y procesarlo dentro de la cadena de suministro.
Materiales premium y de alto costo
Cuando una aplicación exige máxima resistencia mecánica, desempeño a temperatura elevada, resistencia química o propiedades especializadas, el costo de la materia prima comienza a aumentar de forma significativa. Sin embargo, el precio de compra rara vez es el único factor que encarece el proyecto.
Muchas de estas aleaciones también requieren velocidades de corte más conservadoras, herramientas especializadas, estrategias CAM más cuidadosas y ciclos de maquinado más largos, lo que incrementa simultáneamente el costo de transformación.
| Material | Costo de compra | Dificultad de mecanizado |
|---|---|---|
| Titanio Grado 5 | Muy alto | Muy alta |
| Inconel y superaleaciones | Muy alto | Extrema |
| Acero inoxidable 17-4PH | Alto | Alta |
| PEEK | Alto | Media a alta |
A diferencia de materiales de uso general, las aleaciones premium suelen impactar la cotización desde dos frentes: el costo del stock y el costo del maquinado. Esto significa que incluso pequeñas variaciones en geometría, volumen de producción o tiempo de ciclo pueden generar diferencias importantes en el precio final.
- Titanio Grado 5 — combina alta resistencia mecánica con bajo peso, pero requiere estrategias de corte más conservadoras y herramientas adecuadas.
- Inconel y superaleaciones — materiales utilizados en aplicaciones de alta temperatura donde la productividad de maquinado suele ser considerablemente menor.
- Acero inoxidable 17-4PH — ofrece alta resistencia mecánica y excelente desempeño estructural, aunque demanda mayor esfuerzo de mecanizado que los inoxidables convencionales.
- PEEK — plástico de ingeniería de alto desempeño utilizado cuando las propiedades térmicas, químicas o mecánicas justifican el costo adicional.
En materiales premium, el costo por kilogramo es solo una parte de la historia. La productividad de manufactura suele tener un impacto igual o mayor sobre la cotización.
Por esta razón, evaluar únicamente el precio de compra del material puede llevar a conclusiones equivocadas. Una aleación aparentemente más económica puede terminar generando una pieza más costosa si requiere tiempos de ciclo significativamente mayores, herramientas especiales o procesos adicionales para alcanzar las especificaciones requeridas.
Cuando el material es barato pero la pieza es cara
Esta es una de las situaciones que más confusión genera al revisar cotizaciones CNC. Muchas veces el comprador identifica una aleación económica y asume que el precio final debería ser bajo. Cuando la cotización llega mucho más alta de lo esperado, la primera reacción suele ser cuestionar el costo del material.
Sin embargo, en una gran cantidad de proyectos el material representa una porción relativamente pequeña del presupuesto total. Lo que realmente determina el precio es la cantidad de tiempo, operaciones y recursos necesarios para transformar ese material en una pieza terminada.
Una pieza puede fabricarse con una materia prima accesible y aun así resultar costosa si requiere múltiples setups, cavidades profundas, tolerancias exigentes, herramientas especiales, inspecciones adicionales o tiempos de ciclo elevados. En estos casos, el costo de manufactura supera ampliamente el valor del material utilizado.
| Concepto | Pieza A | Pieza B |
|---|---|---|
| Material | $80 MXN | $120 MXN |
| Maquinado | $900 MXN | $1,500 MXN |
| Principal generador de costo | Tiempo de máquina | Tiempo de máquina |
En ambos ejemplos, la materia prima representa una fracción relativamente pequeña de la cotización. Incluso si el costo del material se redujera de forma significativa, el impacto sobre el precio final sería limitado porque la mayor parte del presupuesto está asociada al proceso de manufactura.

La mayoría de las veces no es el material lo que encarece una pieza CNC. Es el tiempo necesario para fabricarla.
Por esta razón, cambiar a una aleación ligeramente más económica rara vez produce los ahorros que muchos compradores esperan. Con frecuencia existen oportunidades mucho mayores en la optimización del diseño, la reducción de setups, la simplificación de geometrías o la eliminación de características difíciles de mecanizar.
Antes de modificar la especificación del material, conviene analizar qué elementos están consumiendo realmente horas de máquina. Radios internos demasiado pequeños, cavidades profundas, tolerancias innecesariamente estrictas, múltiples orientaciones de maquinado o características complejas suelen tener un impacto mucho mayor sobre la cotización que unos cuantos pesos por kilogramo de diferencia en la materia prima.
Una pieza sencilla fabricada en un material costoso puede resultar más económica que una pieza compleja fabricada en un material barato.
Por eso, cuando el objetivo es reducir costos, normalmente vale más la pena revisar la manufacturabilidad de la pieza antes que buscar la aleación más barata disponible. Si quieres profundizar en este tema, consulta nuestra guía sobre cómo reducir el costo de una pieza CNC mediante cambios simples de diseño, donde analizamos las decisiones de ingeniería que tienen mayor impacto en el precio final.
Cuando el material sí domina el costo
Aunque en muchos proyectos CNC el tiempo de máquina es el principal generador de costo, existen situaciones donde la materia prima se convierte en el factor dominante de la cotización. Esto ocurre cuando el valor del material es elevado, el volumen de stock requerido es grande o la complejidad de manufactura es relativamente baja en comparación con el costo de compra del material.
En estos escenarios, pequeñas variaciones en el aprovechamiento del stock, el formato de suministro o el precio por kilogramo pueden tener un impacto mucho mayor que la optimización de algunos minutos de tiempo de ciclo.
- Aleaciones de alto valor — materiales cuyo costo por kilogramo es significativamente superior al promedio industrial.
- Plásticos de ingeniería avanzados — materiales donde el costo del stock puede representar una parte importante de la cotización incluso en piezas relativamente simples.
- Metales con alta volatilidad de mercado — materiales cuyo precio puede fluctuar de forma importante según disponibilidad y condiciones globales.
- Piezas fabricadas desde bloques grandes — componentes que requieren comprar grandes volúmenes de material para obtener una geometría relativamente sencilla.
- Producción repetitiva de alto volumen — al distribuir programación y setups entre muchas piezas, la materia prima gana participación dentro del costo unitario.
Cuando el tiempo de máquina deja de ser el cuello de botella, el material comienza a convertirse en el principal generador de costo.
En estos casos suele tener sentido optimizar el formato de suministro, revisar dimensiones de stock, reducir desperdicio o evaluar alternativas que permitan aprovechar mejor el material disponible. En ocasiones, cambiar la forma comercial del stock genera más ahorro que cambiar la aleación completa.
También es importante considerar que los precios de materia prima evolucionan constantemente. Variaciones en disponibilidad, demanda industrial, energía, logística o importaciones pueden impactar significativamente las cotizaciones de producción, especialmente cuando el material representa una parte importante del costo total.
Cómo reducir el costo de material sin afectar el desempeño
Reducir costos no siempre significa utilizar el material más barato disponible. En muchos casos, la mejor estrategia consiste en seleccionar una opción más común, más disponible o más fácil de fabricar que siga cumpliendo los requisitos funcionales del proyecto.
El objetivo es eliminar costos innecesarios sin comprometer resistencia mecánica, durabilidad, precisión o desempeño en servicio.
Seleccionar aleaciones más comunes
Una de las oportunidades de ahorro más frecuentes aparece cuando una especificación utiliza materiales de alto desempeño por costumbre, mientras que una alternativa más común sería suficiente para la aplicación real. Materiales ampliamente disponibles suelen generar menores costos de compra, mejores tiempos de entrega y menor riesgo de problemas en la cadena de suministro.
- Aluminio 6061-T6 vs. 7075 — si la aplicación no requiere la resistencia adicional, una aleación más común suele ofrecer mejor disponibilidad y menor costo total.
- Acero inoxidable 304 vs. 316 — cuando el entorno no exige resistencia química adicional, una especificación más estándar puede generar ahorros importantes sin afectar funcionalidad.
La mejor aleación no siempre es la más resistente. Es la que cumple la función requerida al menor costo total de fabricación.
Antes de definir un material en plano, conviene preguntarse si todas las propiedades de la especificación realmente son necesarias para la aplicación. Con frecuencia, una selección más pragmática permite reducir costos de compra, acelerar entregas y simplificar la manufactura sin afectar el desempeño final del componente.
Reducir volumen innecesario y aplicar DFM
Cada milímetro cúbico de material que no aporta una función real tiene un costo asociado. Primero se paga al comprar el stock y después se vuelve a pagar durante el maquinado necesario para removerlo. Por eso, muchas de las oportunidades de ahorro más importantes aparecen durante la etapa de diseño y no durante la negociación de precios con proveedores.
Aplicar principios de DFM para mecanizado CNC permite reducir simultáneamente el consumo de material y el tiempo de manufactura. Paredes excesivamente gruesas, cavidades más profundas de lo necesario, geometrías sobredimensionadas o detalles difíciles de fabricar suelen incrementar el costo sin aportar beneficios reales al desempeño de la pieza.
El material más barato es el que nunca necesitas comprar ni remover.
Pequeños ajustes de diseño pueden generar ahorros significativos cuando se fabrican decenas, cientos o miles de piezas. Reducir material innecesario suele impactar tanto la compra de materia prima como el tiempo de máquina, creando un doble beneficio dentro de la cotización.
Aprovechar stock comercial
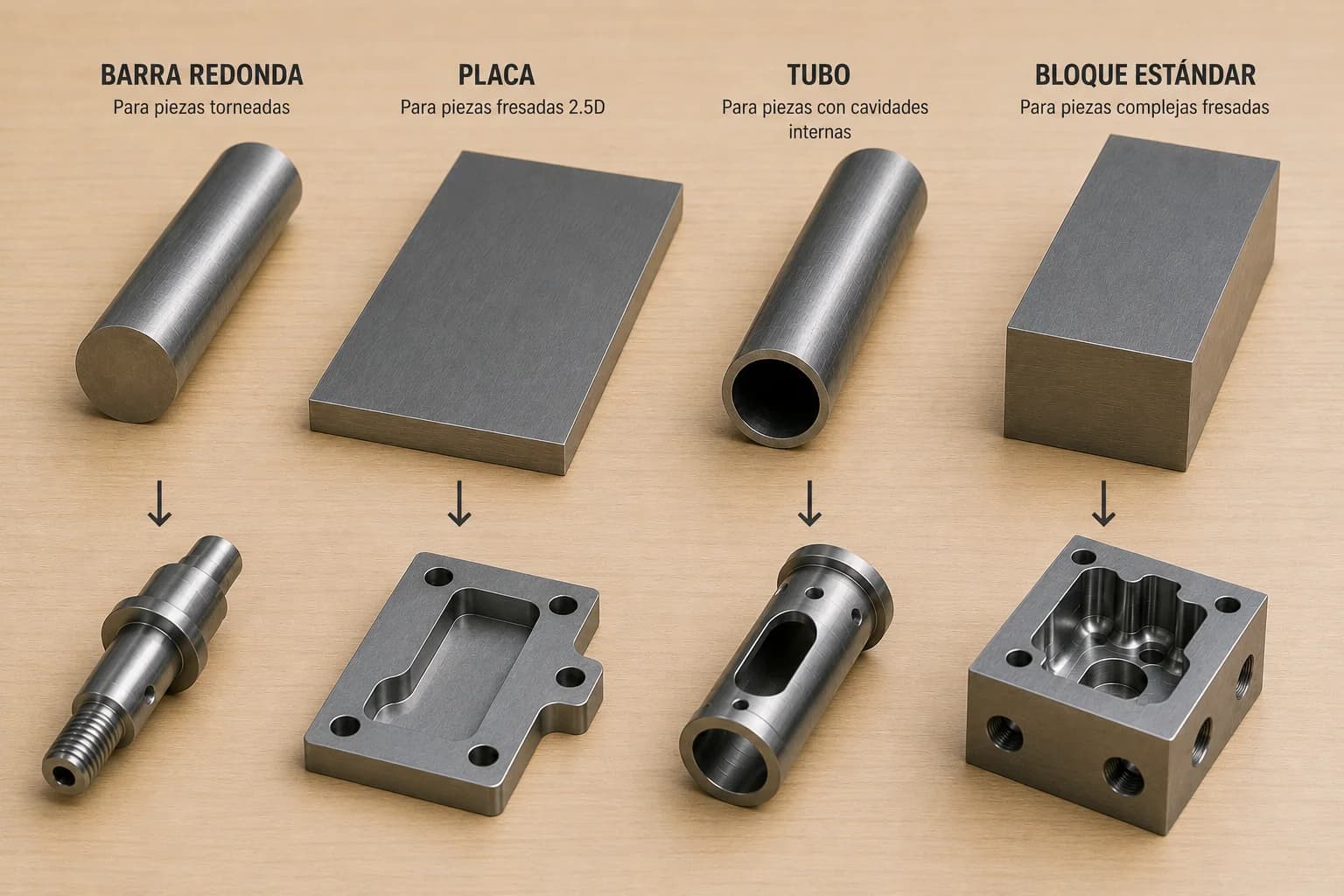
Otra estrategia altamente efectiva consiste en diseñar alrededor de formatos comerciales estándar. Muchas piezas se encarecen no por el material seleccionado, sino porque requieren dimensiones fuera de inventario que obligan a comprar stock especial, generar desperdicio adicional o incrementar los tiempos de suministro.
Cuando el diseño aprovecha espesores estándar de placa, diámetros comunes de barra o dimensiones ampliamente disponibles en el mercado, los costos suelen disminuir automáticamente. Además de reducir el precio de compra, esta práctica mejora disponibilidad, simplifica la planeación de producción y disminuye riesgos en la cadena de suministro.
- Barra — ideal para componentes predominantemente rotacionales fabricados mediante torneado CNC.
- Placa — eficiente para piezas prismáticas y geometrías de fresado 2.5D.
- Tubo — permite aprovechar cavidades internas ya existentes y reducir material removido.
- Bloque estándar — evita compras especiales y facilita la obtención rápida de materia prima.
Diseñar alrededor del stock disponible suele ser más barato que intentar fabricar cualquier geometría a partir de cualquier formato.
¿Qué es más importante: material o tiempo de máquina?
Después de analizar materiales económicos, materiales premium, desperdicio, formatos de stock y estrategias de optimización, surge una pregunta inevitable: ¿qué pesa más dentro de una cotización CNC?
La respuesta depende del proyecto, pero en la mayoría de las piezas industriales y de prototipo existe una jerarquía bastante consistente.
| Prioridad | Factor |
|---|---|
| 1 | Tiempo de máquina |
| 2 | Setups y preparación |
| 3 | Herramientas y consumibles |
| 4 | Materia prima |
Esto no significa que el material sea irrelevante. Significa que, para la mayoría de los proyectos CNC, optimizar la manufacturabilidad de la pieza suele generar un impacto mayor que reducir algunos puntos porcentuales en el costo del material. Una pieza que requiere menos tiempo de ciclo, menos setups y herramientas más comunes normalmente tendrá una cotización más competitiva incluso utilizando exactamente la misma aleación.
Las excepciones existen. Materiales de alto valor, grandes volúmenes de stock o producciones repetitivas pueden desplazar la materia prima hacia una posición mucho más relevante dentro del costo total. Sin embargo, para la mayoría de los prototipos y componentes industriales, el costo de transformación sigue siendo el factor dominante.
El material define cuánto cuesta comprar la pieza. El tiempo de máquina define cuánto cuesta fabricarla.
Si deseas profundizar en el resto de los factores que influyen en una cotización, estos artículos complementan la jerarquía de costos sin repetir el mismo enfoque:
- Qué afecta más el costo de una pieza maquinada por CNC — tiempo de máquina, setups, geometría y tolerancias.
- Cómo reducir el costo de una pieza CNC mediante cambios simples de diseño — DFM y decisiones de ingeniería que mueven la cotización.
- Cómo se calcula el costo por hora de una máquina CNC — de la tarifa horaria al precio por pieza.
- Maquinados CNC en Monterrey — capacidades, materiales y cotización con taller local.
Preguntas frecuentes sobre costos de materiales para CNC
Respuestas rápidas a las dudas más comunes sobre materia prima, maquinado y cotizaciones CNC.
- ¿Qué influye más en el costo de una pieza CNC: el material o el maquinado?
- En la mayoría de los proyectos CNC, el tiempo de máquina, los setups y la complejidad geométrica tienen mayor impacto que la materia prima. El material gana importancia en producción de alto volumen o cuando se utilizan aleaciones de alto costo.
- ¿Cuál es el material más económico para maquinado CNC?
- Materiales de uso general como aceros de bajo carbono, algunas aleaciones de aluminio y ciertos plásticos de ingeniería suelen ofrecer el mejor equilibrio entre costo, disponibilidad y facilidad de mecanizado.
- ¿Por qué una pieza pequeña puede ser tan cara?
- Porque el precio depende del esfuerzo de manufactura, no del tamaño físico. Una pieza pequeña con múltiples operaciones, tolerancias estrechas o varios setups puede requerir más tiempo de máquina que una pieza mucho más grande.
- ¿Cómo puedo reducir el costo de material en CNC?
- Diseña alrededor de tamaños estándar de stock, elimina volumen innecesario, mejora la manufacturabilidad de la pieza y evalúa materiales equivalentes cuando la aplicación lo permita.
- ¿Qué genera más desperdicio de material en CNC?
- Las piezas fabricadas desde bloques sólidos con grandes volúmenes de material removido suelen generar más desperdicio que aquellas diseñadas para aprovechar barra, placa o tubo estándar.
- ¿El precio del material afecta las cotizaciones CNC?
- Sí. Cambios en el costo de materias primas pueden impactar directamente el precio de una cotización, especialmente cuando el material representa una parte importante del costo total de fabricación.
- ¿Conviene cambiar a un material más barato para ahorrar?
- No siempre. Muchas veces el mayor potencial de ahorro está en optimizar el diseño y reducir tiempo de máquina. Cambiar de material puede generar poco beneficio si la geometría sigue siendo compleja de fabricar.
- ¿Qué es más importante: el precio por kilogramo o la maquinabilidad?
- Ambos influyen, pero la maquinabilidad suele tener un impacto mayor en el costo final porque afecta directamente tiempos de ciclo, desgaste de herramientas y productividad.
En la mayoría de los proyectos CNC, el tiempo de máquina, los setups y la complejidad geométrica tienen mayor impacto que la materia prima. El material gana importancia en producción de alto volumen o cuando se utilizan aleaciones de alto costo.
Materiales de uso general como aceros de bajo carbono, algunas aleaciones de aluminio y ciertos plásticos de ingeniería suelen ofrecer el mejor equilibrio entre costo, disponibilidad y facilidad de mecanizado.
Porque el precio depende del esfuerzo de manufactura, no del tamaño físico. Una pieza pequeña con múltiples operaciones, tolerancias estrechas o varios setups puede requerir más tiempo de máquina que una pieza mucho más grande.
Diseña alrededor de tamaños estándar de stock, elimina volumen innecesario, mejora la manufacturabilidad de la pieza y evalúa materiales equivalentes cuando la aplicación lo permita.
Las piezas fabricadas desde bloques sólidos con grandes volúmenes de material removido suelen generar más desperdicio que aquellas diseñadas para aprovechar barra, placa o tubo estándar.
Sí. Cambios en el costo de materias primas pueden impactar directamente el precio de una cotización, especialmente cuando el material representa una parte importante del costo total de fabricación.
No siempre. Muchas veces el mayor potencial de ahorro está en optimizar el diseño y reducir tiempo de máquina. Cambiar de material puede generar poco beneficio si la geometría sigue siendo compleja de fabricar.
Ambos influyen, pero la maquinabilidad suele tener un impacto mayor en el costo final porque afecta directamente tiempos de ciclo, desgaste de herramientas y productividad.
Conclusión
El costo de la materia prima influye en cualquier cotización CNC, pero rara vez explica por sí solo el precio final de una pieza. En muchos proyectos, el tiempo de máquina, los setups, las herramientas y la complejidad geométrica tienen un impacto considerablemente mayor que el precio por kilogramo del material utilizado.
Comprender esta diferencia permite tomar mejores decisiones de ingeniería, evaluar cotizaciones con criterio técnico e identificar oportunidades reales de ahorro antes de liberar producción.
La estrategia más efectiva no suele ser buscar la aleación más barata disponible, sino encontrar el equilibrio correcto entre material, manufacturabilidad, disponibilidad de stock y desempeño funcional. Cuando estos factores trabajan juntos, es posible reducir costos sin comprometer calidad, confiabilidad o tiempos de entrega.
Antes de tu próximo RFQ, analiza cuánto material realmente necesita la pieza, qué porcentaje del costo corresponde a manufactura y si existen oportunidades para optimizar diseño, stock o proceso. Una cotización sólida siempre considera la pieza completa, no solo el precio de la materia prima.
Si buscas un socio de manufactura en la región, revisa también nuestros maquinados CNC en Monterrey para conocer materiales, procesos y tiempos de respuesta.

Escrito por
Adrian Cavazos y el Equipo de Ingeniería de PREMSA
Adrian Cavazos, fundador de PREMSA Industries, lidera un equipo de ingenieros de manufactura especializado en maquinado CNC, fabricación metálica y soluciones listas para producción. El equipo trabaja de cerca con los clientes para optimizar diseños, mejorar la manufacturabilidad (DFM) y asegurar una producción confiable y escalable desde prototipos hasta producción en volumen.


