
Antes de cotizar
Lista de verificación DFM rápido
La mayoría de los problemas en piezas CNC empiezan desde el diseño, no desde la máquina. Revisa estos puntos antes de enviar tu solicitud de cotización para reducir costo, evitar retrabajo y acelerar manufactura.
01
No envíes un STEP roto o incompleto
Superficies abiertas, cuerpos duplicados o geometría corrupta retrasan programación, CAM y revisión de manufacturabilidad.
02
Define material y condición desde el inicio
6061-T6, 304, 4140, PEEK o titanio cambian completamente velocidad de corte, desgaste, montaje y costo final.
03
No pongas tolerancias cerradas en toda la pieza
Una tolerancia innecesaria puede multiplicar inspección, tiempo de ciclo, rechazo y complejidad de montaje sin mejorar funcionalidad.
04
Evita esquinas internas imposibles
Las fresas son redondas. Radios demasiado pequeños obligan herramientas especiales, EDM o tiempos de mecanizado mucho mayores.
05
Evita bolsillos profundos y estrechos
Las herramientas largas vibran, pierden precisión y reducen agresivamente la velocidad de corte.
06
No diseñes paredes demasiado delgadas
Paredes débiles vibran, se deforman y generan rechazo dimensional durante fresado o torneado.
07
No hagas roscas más profundas de lo necesario
Más profundidad rara vez agrega resistencia real, pero sí aumenta riesgo de romper machuelos y tiempo de proceso.
08
Piensa cómo se va a sujetar la pieza
Sin zonas claras de agarre, el maquinado requiere utillajes complejos de sujeción, más montajes y mayor riesgo dimensional.
09
No especifiques acabado premium en toda la pieza
Aplicar anodizado, Ra fino o acabado cosmético en zonas no funcionales incrementa costo y plazo de entrega innecesariamente.
10
Incluye plano PDF si hay CTQs o GD&T
Datums, tolerancias geométricas y notas de inspección deben vivir en el plano, no solo en el modelo STEP.
Comparativa PREMSA
Buen vs mal diseño CNC
Estas decisiones de diseño influyen directamente en montajes, tiempo de ciclo, inspección, riesgo dimensional y costo final. Corregirlas antes de enviar tu STEP puede ahorrar días de manufactura y miles en producción.
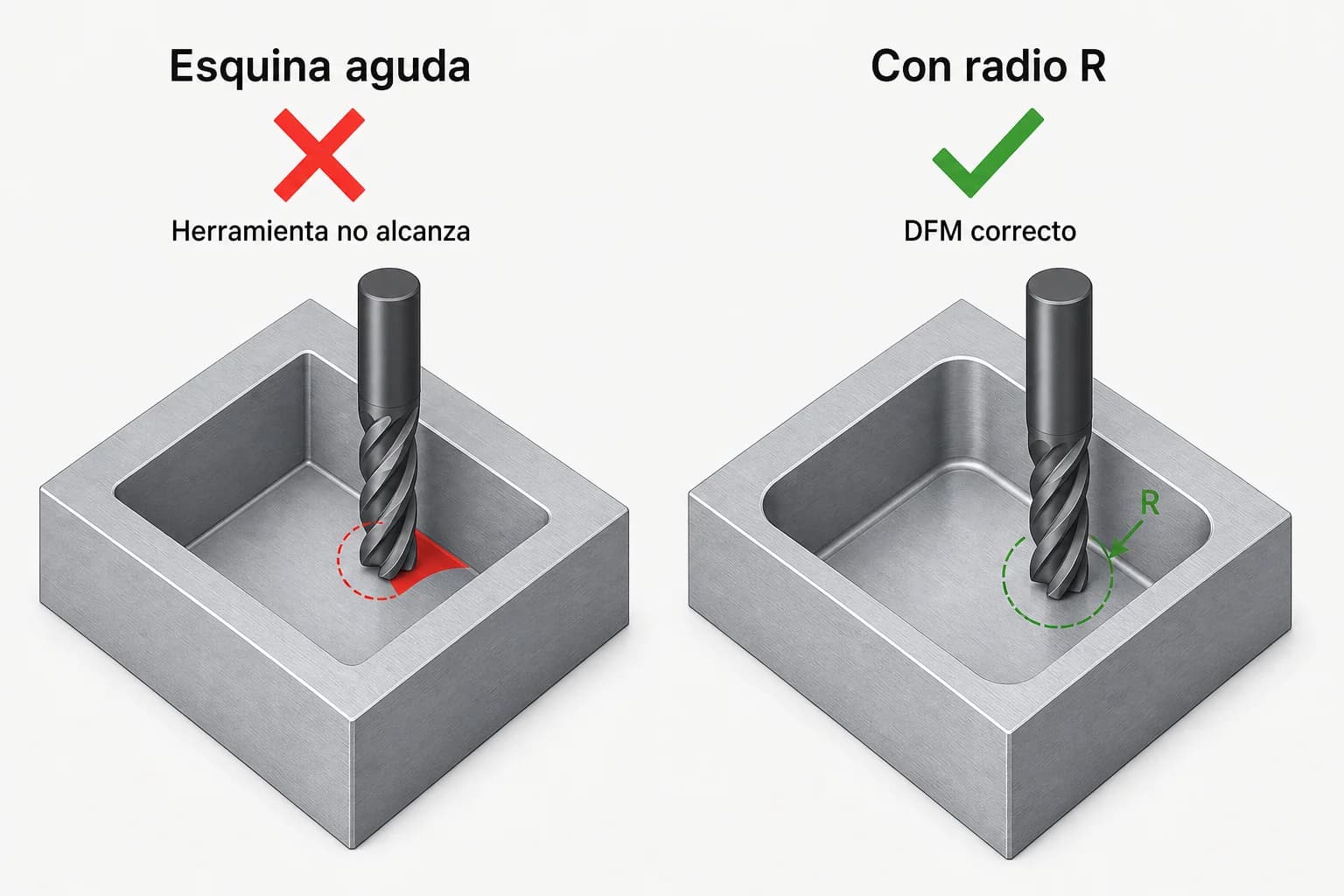
Esquinas internas y radios
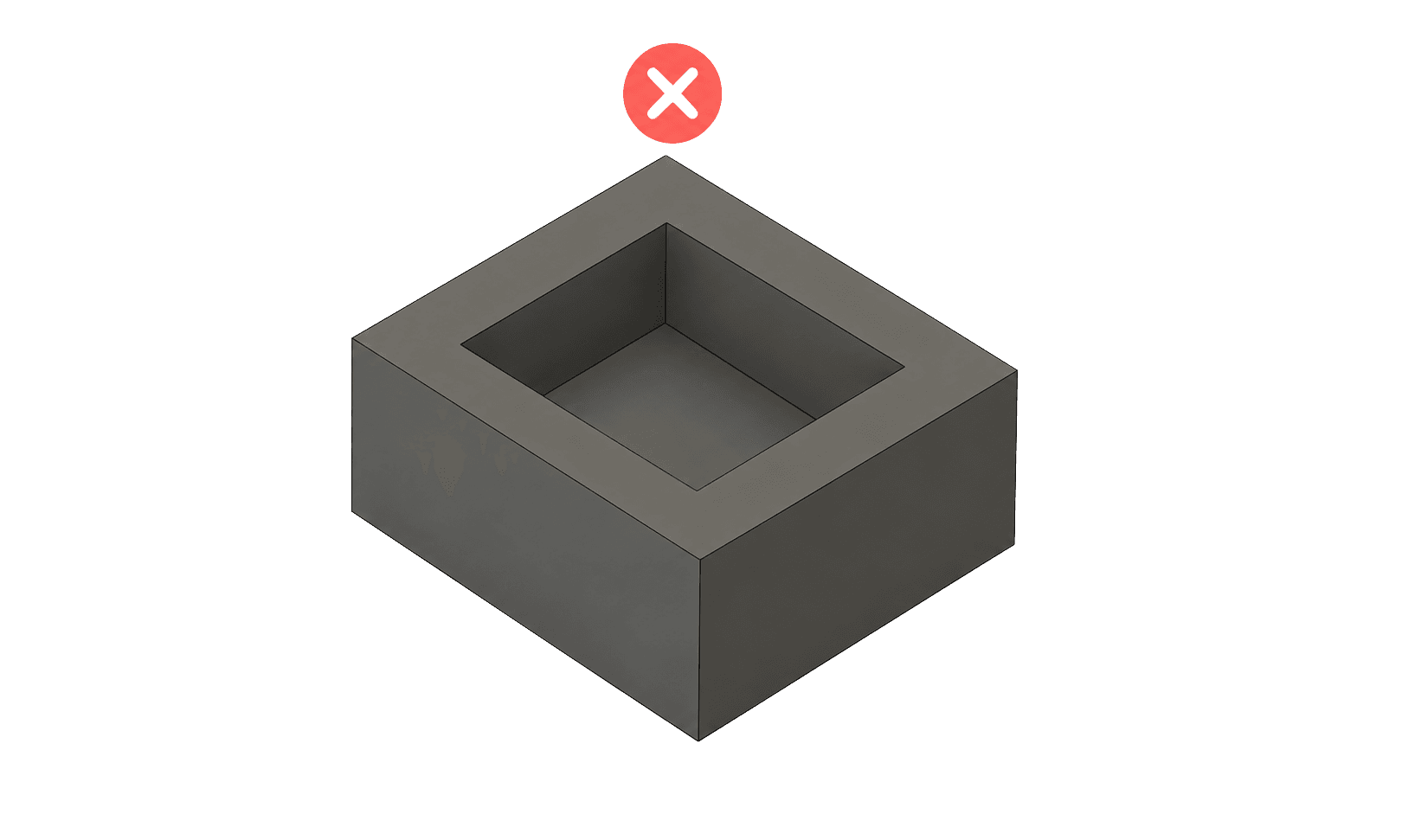
Mal diseño
- Esquinas internas vivas a 90° imposibles para una fresa estándar
- Radios menores que la herramienta disponible en taller
- Puede requerir herramientas especiales, EDM o mecanizado extremadamente lento
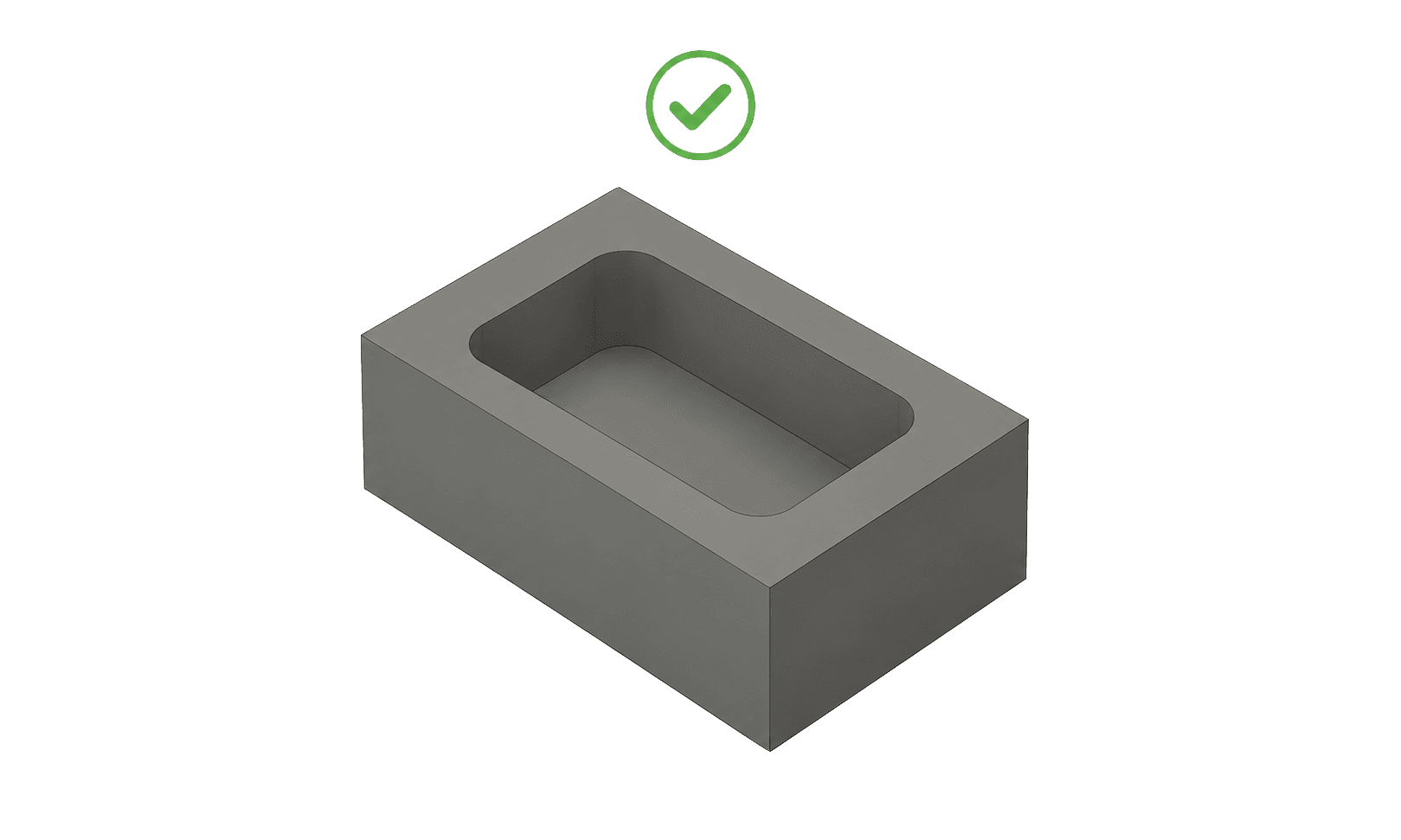
Mejor diseño
- Radio interno compatible con diámetros estándar de herramienta
- Geometría alineada con herramental común de fresado CNC
- Mejor estabilidad de corte, menor vibración y menor tiempo de ciclo
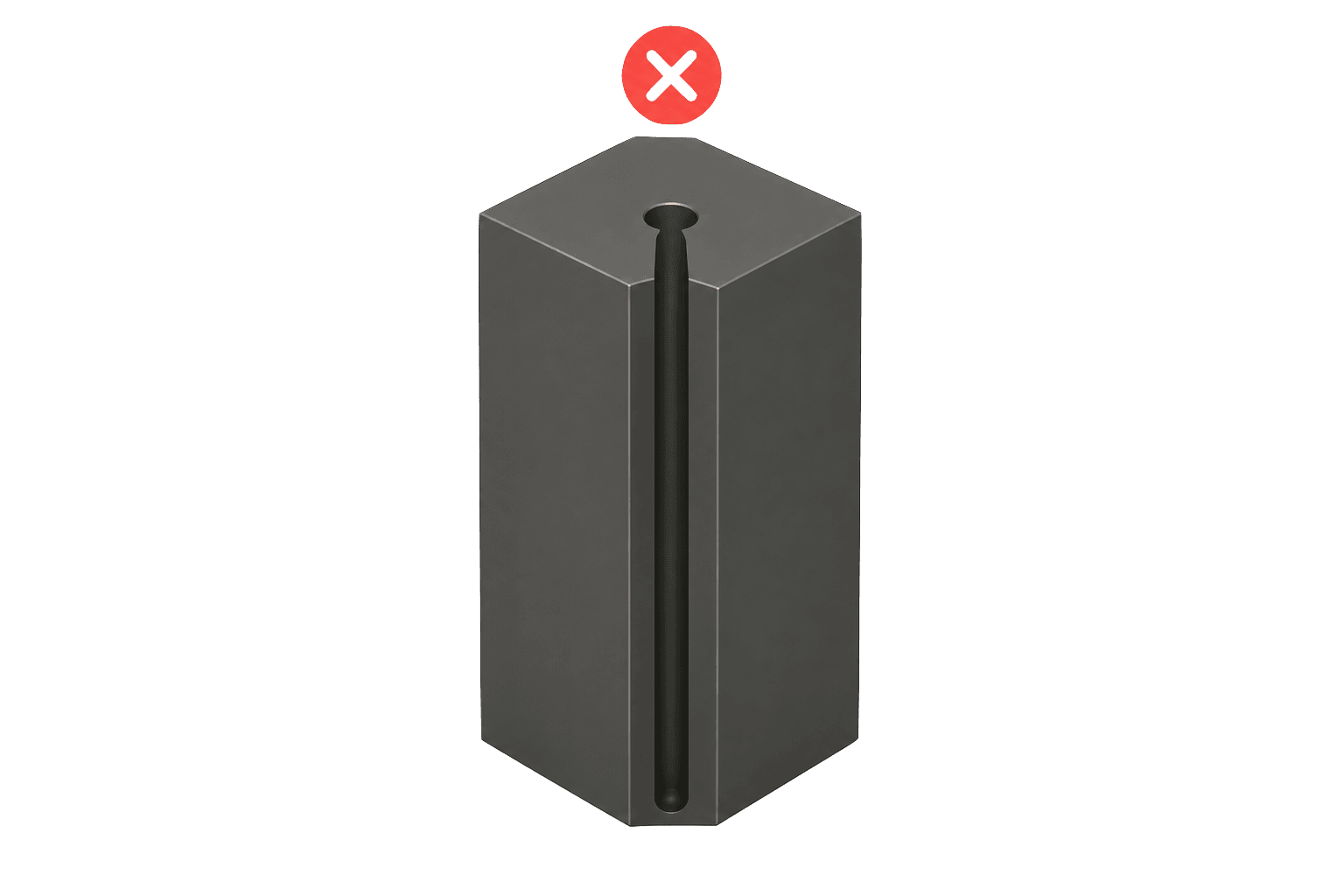
Bolsillos profundos
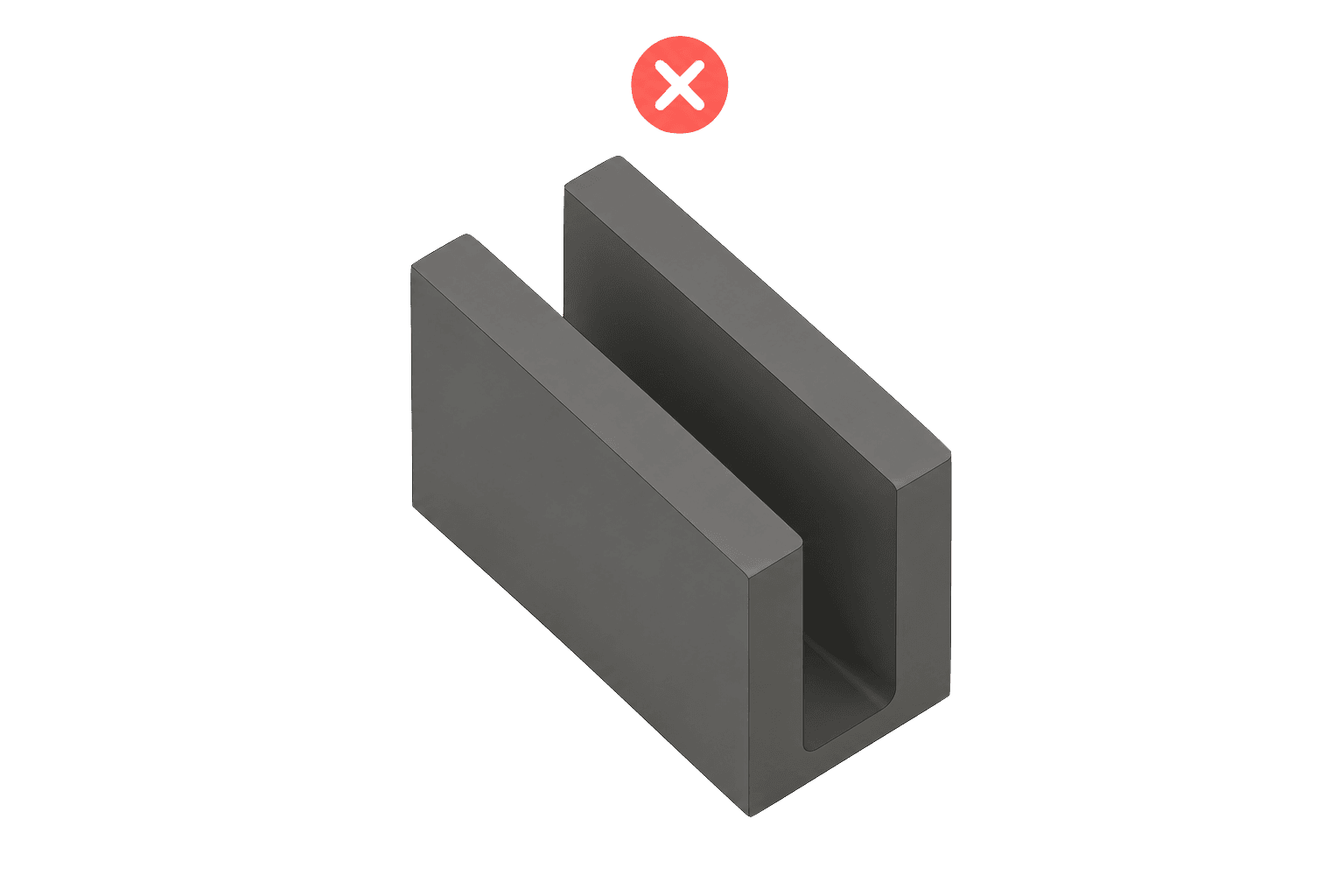
Mal diseño
- Bolsillos profundos y estrechos tipo túnel
- Relación profundidad/ancho demasiado agresiva
- Herramientas largas propensas a vibración, desviación y ruptura
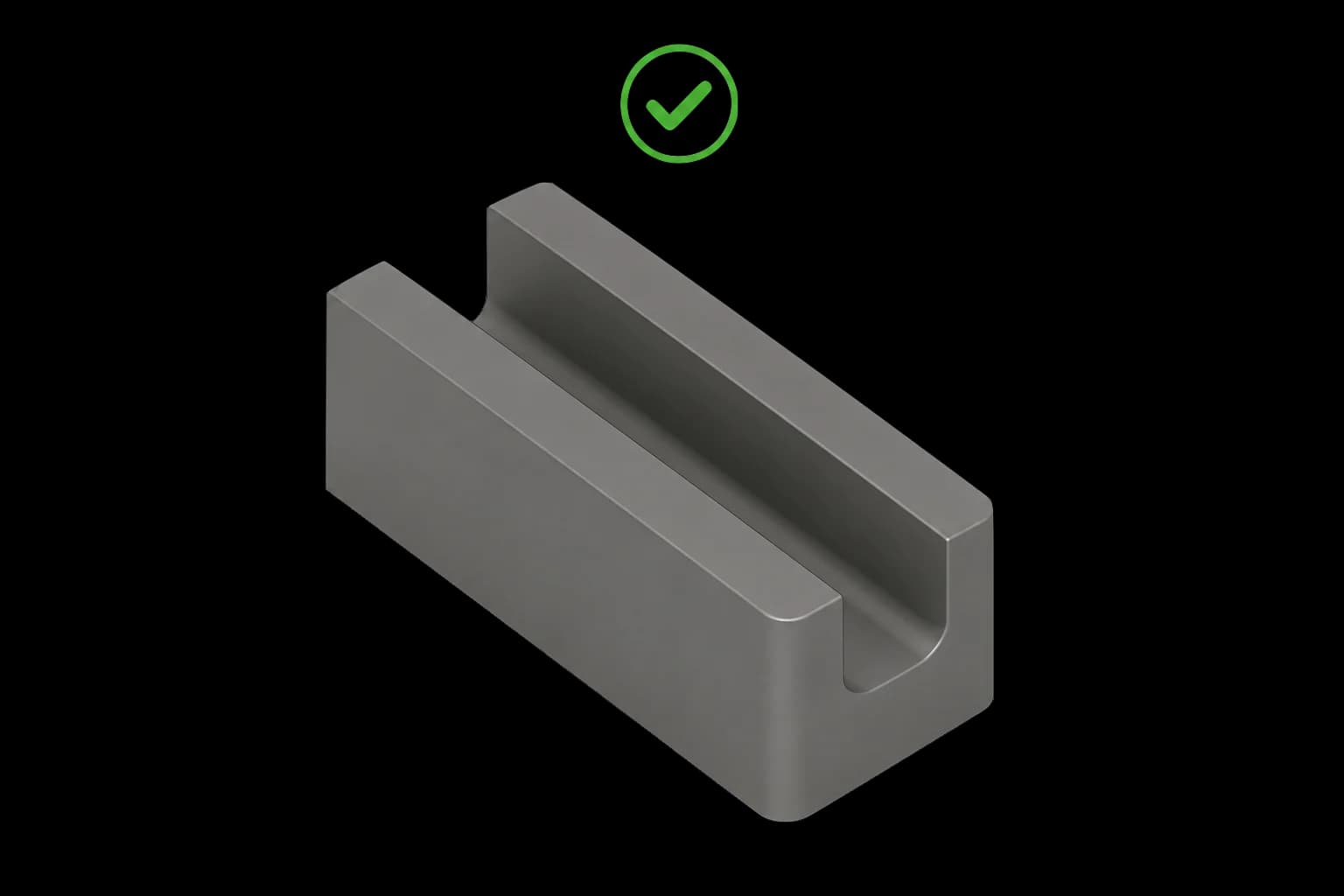
Mejor diseño
- Bolsillos accesibles desde la orientación principal de maquinado
- Profundidad moderada (meta ≤4× ancho del bolsillo)
- Fondos con radio y geometría alcanzable para fresado eficiente
Tolerancias generales vs críticas
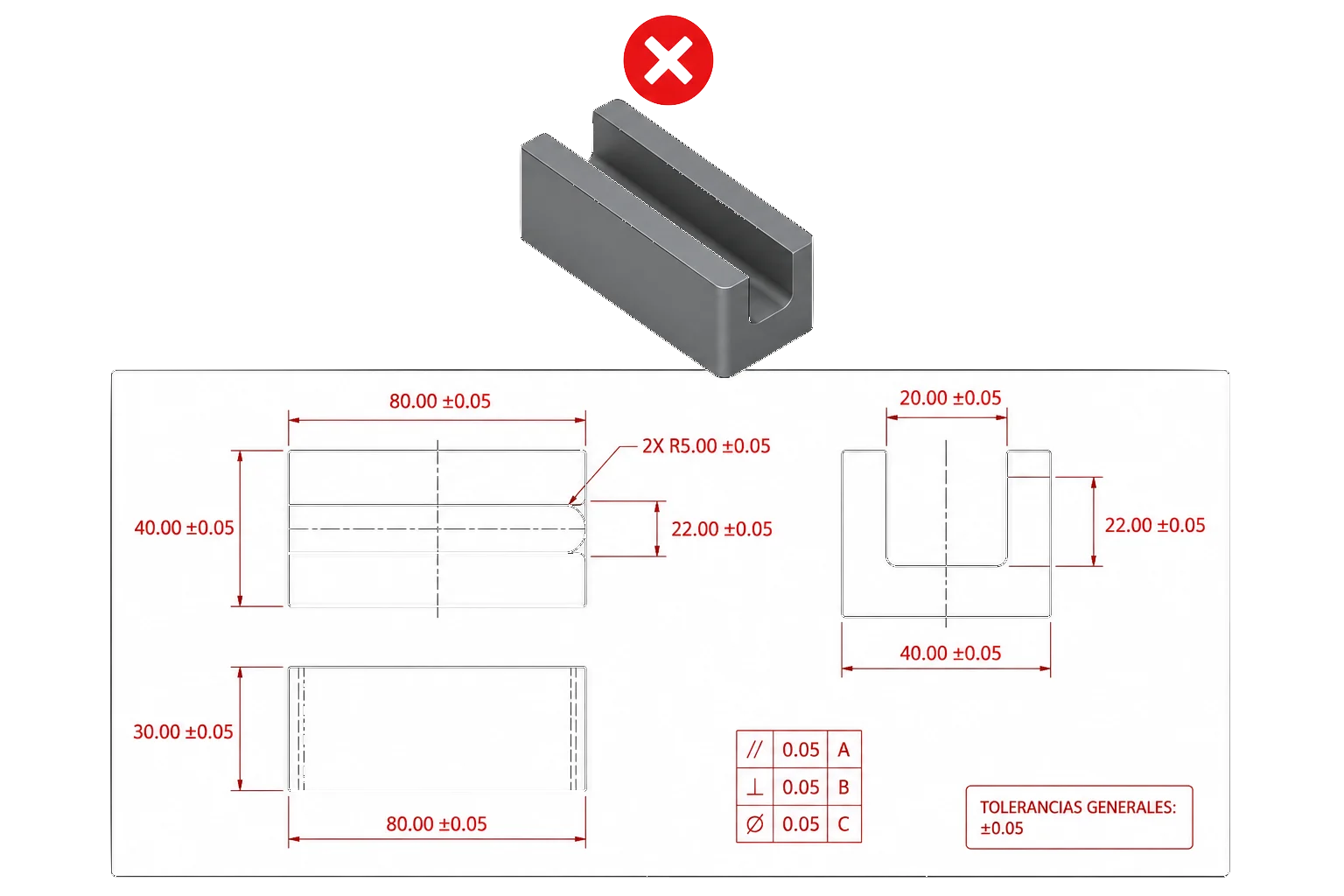
Mal diseño
- ±0.05 mm aplicado a toda la pieza sin criterio funcional
- GD&T redundante en superficies no críticas
- Obliga inspección CMM y aumenta rechazo sin mejorar funcionalidad real
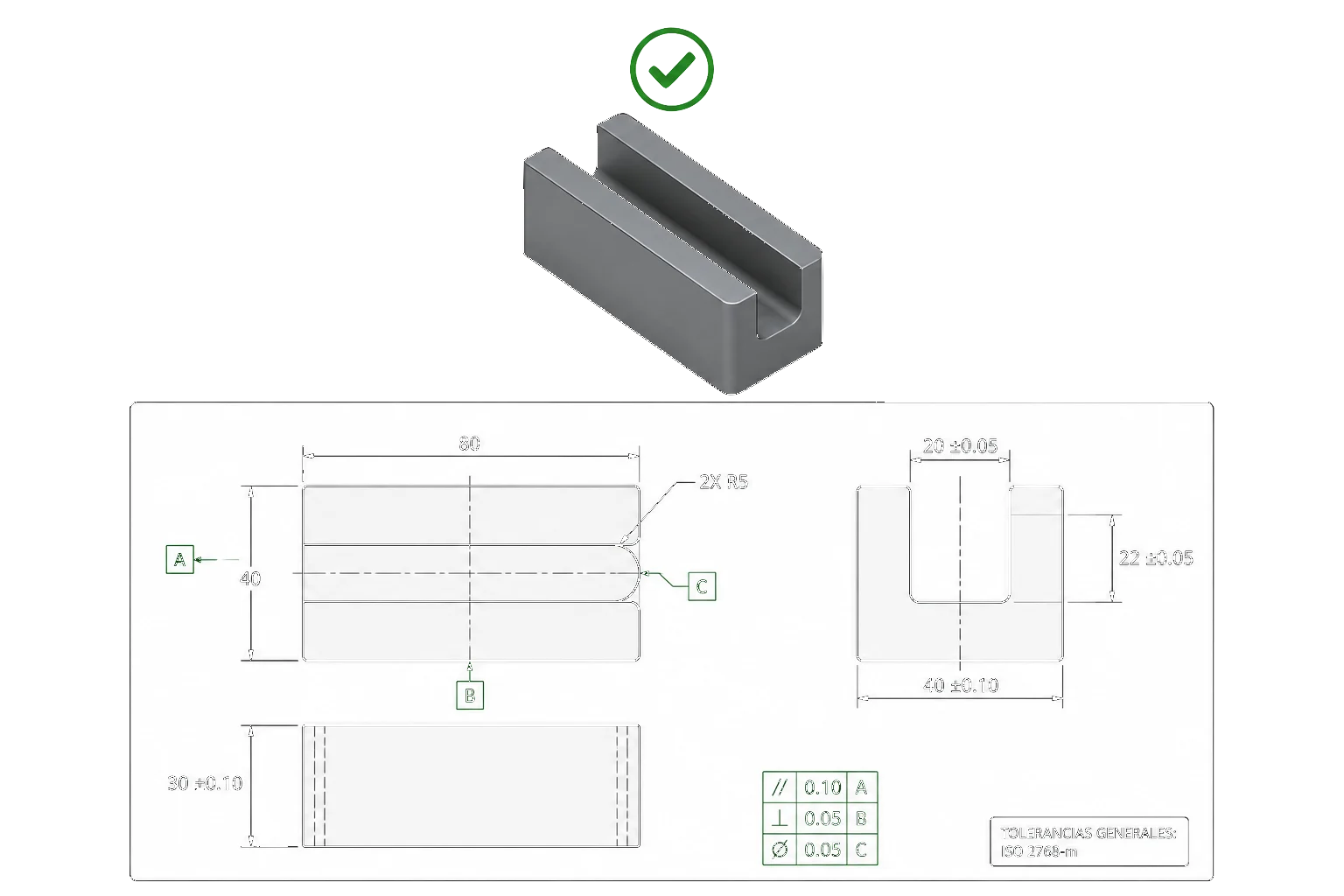
Mejor diseño
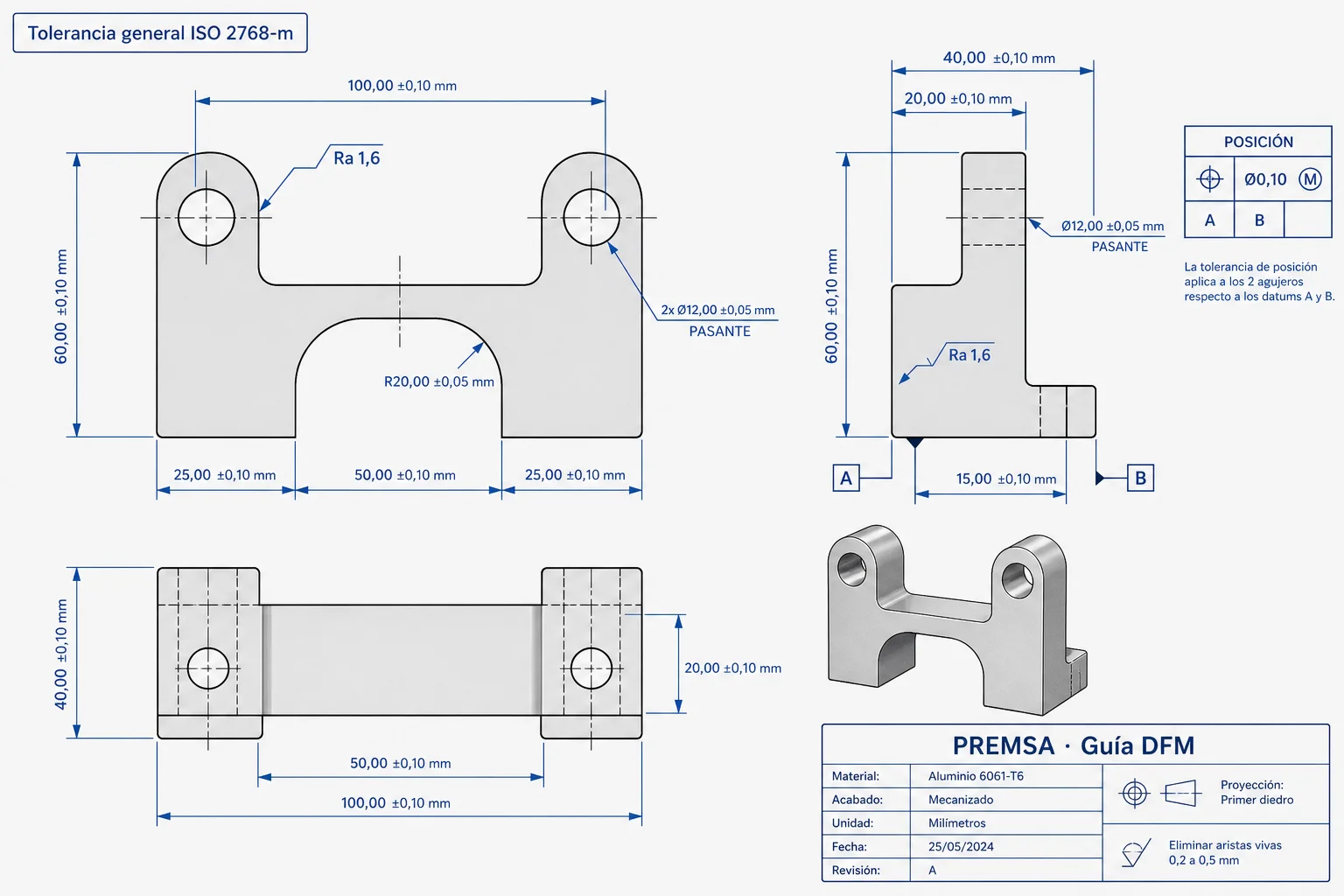
- ISO 2768-m como tolerancia general para geometría no crítica
- Tolerancias cerradas solo en ensamble, alineación o sellado
- Plano con CTQs, datums y prioridades dimensionales claras
Barrenos y roscas profundas
Mal diseño
- Barrenos pequeños excesivamente profundos
- Relación profundidad/diámetro mayor a 10×
- Roscas ciegas demasiado largas sin beneficio mecánico real

Mejor diseño
- Diámetros estándar de taladro siempre que sea posible
- Profundidad manufacturable (meta ≤5× diámetro)
- Enganche de rosca funcional (~1.5×–2× Ø del tornillo)
Referencia DFM
Límites prácticos de diseño CNC
Estas relaciones geométricas influyen directamente en vibración, estabilidad de corte, desgaste de herramienta, tiempo de ciclo y riesgo dimensional. Diseñar fuera de la zona recomendada normalmente incrementa costo, montajes, inspección y plazo de entrega.
| Elemento | Zona recomendada | Zona de alto costo |
|---|---|---|
| Espesor de pared (metal) | ≥1.0 mm | ≤0.5 mm |
| Espesor de pared (plástico) | ≥1.5 mm | ≤1.0 mm |
| Profundidad de barreno | ≤5× Ø | >10× Ø |
| Profundidad de bolsillo | ≤4× ancho | >8× ancho |
| Enganche de rosca | 1.5×–2× Ø | >3× Ø |
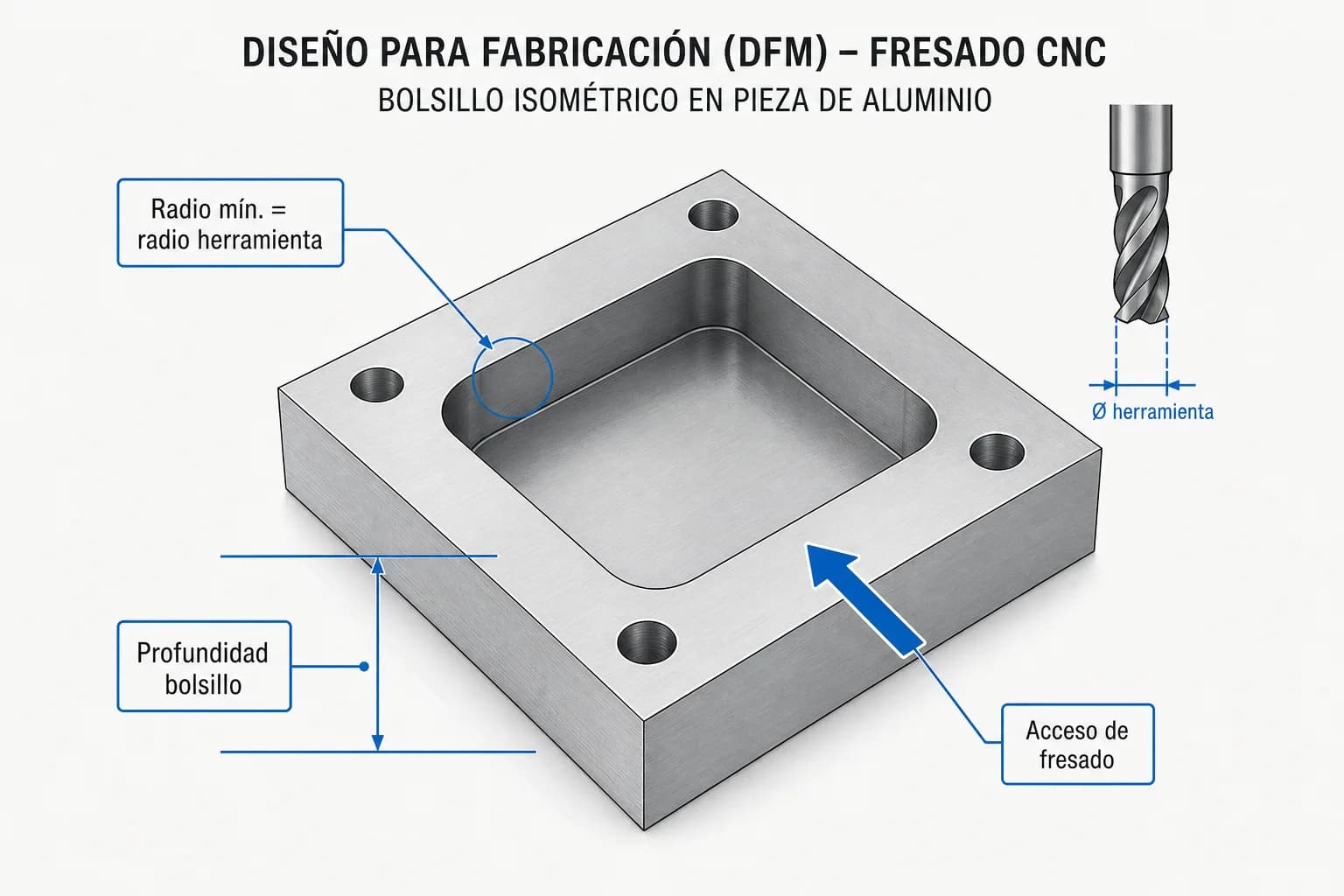
| Radio interno mínimo | ≥ Radio de herramienta | < Radio de herramienta |
| Relación L/D (torneado) | ≤4× | >8× |
Titanio, inoxidables y plásticos de ingeniería suelen requerir márgenes más conservadores. Si tu pieza cae dentro de la zona de alto costo, PREMSA puede ayudarte a rediseñar detalles para mejorar manufacturabilidad y reducir costo de producción.
Factores de costo
Cómo las decisiones de diseño impactan el costo CNC
En mecanizado CNC, el costo no depende solo del material o tamaño de la pieza. Geometría, montajes, tolerancias, inspección y acabados pueden duplicar tiempo de producción incluso antes del primer corte.
Detalles desde múltiples orientaciones o demasiados montajes
Titanio, inoxidables o superaleaciones difíciles
Geometría inaccesible que obliga 5 ejes
GD&T complejo en demasiadas superficies
Acabado cosmético especificado en toda la pieza
Tolerancias cerradas globales sin criterio funcional
Bolsillos profundos y estrechos
Roscas, barrenos o detalles no estándar
Paredes demasiado delgadas
Dimensiones difíciles de medir o inspeccionar
Reglas DFM CNC
Reglas núcleo de diseño para mecanizado CNC
Estas decisiones de CAD tienen más impacto en costo, estabilidad de corte, montajes, inspección y tiempo de entrega que casi cualquier otro detalle de manufactura.
Diseña radios internos manufacturables
Las fresas son redondas. Esquinas internas demasiado cerradas obligan herramientas pequeñas, mecanizado lento o incluso EDM. Mantener radios compatibles con herramientas estándar reduce vibración, mejora estabilidad de corte y acelera desbaste.
Radio interno ≥ Ø herramienta
Evita bolsillos profundos y estrechos
Mientras más profunda y angosta sea una cavidad, más difícil es evacuar viruta y controlar vibración. Herramientas largas reducen precisión, aumentan vibración y disparan el tiempo de ciclo.
Meta ≤4× ancho bolsillo
Mantén paredes con espesor realista
Paredes delgadas se deforman durante el corte, especialmente en aluminio, inoxidables y plásticos. La vibración y el calor pueden generar rechazo dimensional incluso con programación correcta.
≥1.0 mm metal · ≥1.5 mm plástico
Controla profundidad de barrenos
Taladros demasiado profundos requieren herramientas largas propensas a desviación y ruptura. Relaciones extremas profundidad/diámetro aumentan riesgo dimensional y complejidad de proceso.
≤5× Ø recomendado
No sobredimensiones profundidad de rosca
Más profundidad rara vez mejora resistencia real. Roscas excesivamente largas aumentan tiempo de maquinado y riesgo de romper machuelos sin beneficio funcional proporcional.
1.5×–2× Ø tornillo
Diseña pensando en acceso de herramienta
Si la herramienta no entra fácilmente, el costo sube. Geometrías inaccesibles obligan 5 ejes, herramientas especiales, EDM o montajes adicionales.
1 orientación principal ideal
Minimiza socavados innecesarios
Socavados complejos requieren herramientas T-slot, lollipop o estrategias especiales de CAM. Cada socavado agrega riesgo, montaje y tiempo de programación.
Evitar si no es funcional
Usa filetes y chaflanes estratégicamente
Chaflanes controlados simplifican desbarbado y ensamblaje. Filetes externos mejoran ergonomía y reducen aristas vivas sin complicar manufactura.
Solo donde aportan valor
Evita complejidad sin función real
Curvas decorativas, superficies orgánicas y detalles redundantes aumentan programación CAM, inspección y tiempo máquina sin mejorar desempeño del producto.
Menos detalles = menos costo
Reduce cambios de montaje
Cada orientación adicional implica más utillaje, más alineación y mayor riesgo de acumulación dimensional. Diseñar múltiples detalles desde una sola orientación reduce costo y mejora repetibilidad.
Minimizar montajes
Precisión con intención
Tolerancias CNC
La mayoría de las piezas no fallan por falta de precisión, sino por aplicar precisión donde no aporta valor. Tolerancias bien definidas reducen montajes, simplifican inspección y mejoran manufacturabilidad desde la cotización.
Tolerancias generales vs tolerancias críticas
No todas las dimensiones necesitan el mismo nivel de control. Define una tolerancia general para geometría no crítica y reserva tolerancias cerradas solo para ensambles, sellado, alineación o superficies funcionales. Aplicar precisión innecesaria en toda la pieza aumenta costo, inspección y riesgo de rechazo sin mejorar desempeño real.
ISO 2768-m — tolerancias lineales típicas
Referencia práctica para dimensiones sin tolerancia individual en el plano. Clase media (m) según ISO 2768-1.
| Rango nominal | Tolerancia (mm) | Equivalente (in) |
|---|---|---|
| 0.5 – 3 mm | ±0.1 | ±0.004 |
| 3 – 6 mm | ±0.1 | ±0.004 |
| 6 – 30 mm | ±0.2 | ±0.008 |
| 30 – 120 mm | ±0.3 | ±0.012 |
| 120 – 400 mm | ±0.5 | ±0.020 |
| 400 – 1,000 mm | ±0.8 | ±0.031 |
Una tolerancia tipo ±0.005 in (±0.13 mm) suele considerarse precisión relativamente fina en manufactura CNC estándar. Resérvala solo para detalles funcionales o críticas para ensamble.
Usa ISO 2768-m como punto de partida
ISO 2768-m es un valor predeterminado práctico para la mayoría de piezas fresadas y torneadas. Permite manufactura estable sin sobrecargar programación, metrología o tiempo máquina en dimensiones no críticas.
Cuándo una tolerancia tipo ±0.005 in sí tiene sentido
Ajustes ligeros, alineación de ejes, superficies de sellado, interfaces de ensamble y geometría repetible en producción suelen justificar tolerancias más cerradas con inspección definida.
Cuándo realmente necesitas tolerancias más cerradas
Rodamientos, acoplamientos de precisión, válvulas, concentricidad crítica o GD&T de posición requieren control dimensional avanzado, estrategia de datum (referencia) clara e inspección más robusta.
Por qué las tolerancias cerradas disparan el costo
Más precisión implica más pasadas de acabado, herramientas pequeñas, control térmico, menor velocidad de corte, inspección CMM y mayor riesgo de rechazo dimensional. Una tolerancia innecesaria puede multiplicar el costo de toda la pieza.
Qué dimensiones sí deben ir críticas
- Superficies de acoplamiento y ensamble
- Ajustes de rodamiento, buje o ajuste por interferencia
- Superficies de sellado y contacto
- Datums y detalles de alineación
- Posición relativa entre barrenos o ejes
- Interfaces funcionales de ensamble
Fresado CNC
Guías de diseño para fresado CNC
En fresado CNC, la geometría de la pieza está limitada por el acceso real de la herramienta. Profundidad, orientación, radios internos y número de montajes determinan si una pieza puede producirse rápido en 3 ejes o si requerirá 5 ejes, herramientas especiales y tiempos de ciclo mucho mayores.
Diseña bolsillos accesibles
Bolsillos profundos y estrechos obligan herramientas largas propensas a vibración y vibración. Mantén cavidades accesibles desde la orientación principal y usa radios internos compatibles con fresas estándar.
Evita ranuras demasiado estrechas
Ranuras más pequeñas que el diámetro de herramienta disponible requieren fresas especiales, menor avance y tiempos de mecanizado considerablemente más altos.
Controla profundidad de cavidades
Mientras más profunda la cavidad respecto a su ancho, más difícil es evacuar viruta y mantener estabilidad dimensional. Considera desbaste y acabado progresivo en lugar de una sola pasada agresiva.
Refuerza paredes delgadas
Paredes finas vibran, se deforman y acumulan calor durante el corte. Radios en la base y secuencias correctas de maquinado ayudan a mantener estabilidad.
Especifica planicidad solo donde importa
Superficies grandes y planas requieren pasadas de acabado, control térmico y sujeción rígida. Aplicar tolerancias de planicidad innecesarias aumenta tiempo de ciclo e inspección.
Reduce maquinado multi-cara
Cada orientación adicional implica más montajes, más alineación y más riesgo dimensional. Consolidar detalles desde una sola cara reduce costo y mejora repetibilidad.
Cuándo usar 3 ejes vs 5 ejes
3 ejes es normalmente la opción más económica cuando los detalles son accesibles desde arriba. 5 ejes se justifica para geometrías complejas, superficies compuestas o reducción significativa de montajes.
Diseña pensando en la sujeción
La pieza necesita zonas rígidas de agarre. Evita colocar superficies cosméticas o críticas donde la mordaza o utillaje deben sujetar durante el maquinado.
No sobre-especifiques acabado superficial
Define Ra o acabado únicamente en caras funcionales, visibles o de sellado. Aplicar acabado fino en toda la pieza incrementa tiempo de corte y post-proceso sin beneficio real.
Torneado CNC
Guías de diseño para torneado CNC
En torneado CNC, el eje de rotación define naturalmente concentricidad, excentricidad y repetibilidad dimensional. La relación longitud/diámetro, zonas de agarre y complejidad fuera del eje determinan si la pieza puede producirse eficientemente en torno convencional, fresado-torneado o torno suizo.
Controla la relación longitud/diámetro
Piezas largas y esbeltas son propensas a vibración, deflexión y vibración. Relaciones L/D elevadas pueden requerir contrapunto, steady rest o múltiples operaciones.
Diseña alrededor del datum de torneado
Detalles mecanizados en la misma sujeción mantienen mejor concentricidad y alineación. Cambiar de montaje incrementa riesgo de descentrado acumulado.
No especifiques excentricidad innecesaria
Excentricidad estricta en superficies no funcionales obliga inspección adicional y mayor control de proceso sin aportar valor real al componente.
Mantén ranuras compatibles con insertos estándar
Ranuras demasiado estrechas o profundas requieren herramientas especiales, menor avance y mayor riesgo de vibración o ruptura.
Usa roscas estándar siempre que sea posible
Roscas métricas, UNC o UNF simplifican manufactura, inspección y disponibilidad de herramientas. Define clase y longitud de enganche funcional.
Evita barrenos internos extremos
Barrenos profundos y diámetros pequeños requieren barras anti-vibración y reducen estabilidad de corte, especialmente en inoxidables y titanio.
Diseña espesores compatibles con torneado
Paredes delgadas se deforman fácilmente por presión de mordaza, calor y esfuerzo de corte. El riesgo aumenta significativamente en titanio e inoxidables.
Deja zonas limpias de agarre
El torno necesita longitud suficiente para sujetar la pieza de forma rígida. Evita detalles críticos o acabados cosméticos dentro de la zona de mordaza.
Cuándo usar torno suizo o fresado-torneado
El mecanizado en torno suizo y el fresado-torneado son ideales para piezas largas, diámetros pequeños, barrenos laterales y geometrías fuera del eje que generarían múltiples montajes en un torno convencional.
Barrenos · Roscas · Insertos
Guías de diseño para barrenos, roscas e insertos
Prefiere barrenos pasantes cuando sea posible
Los barrenos pasantes simplifican taladrado, evacuación de viruta y desbarbado. Los barrenos ciegos requieren profundidad extra de punta, control de viruta y mayor atención dimensional.
Considera la punta real del taladro
La profundidad útil de un barreno ciego siempre es menor que la profundidad total perforada. Ignorar el ángulo de punta puede dejar roscas incompletas o interferencias de ensamble.
No sobredimensiones profundidad de rosca
En la mayoría de aleaciones, un enganche de 1.5×–2× el diámetro del tornillo es suficiente. Más profundidad normalmente solo aumenta tiempo de proceso y riesgo de romper machuelos.
Usa diámetros y roscas estándar
Roscas métricas, UNC y tamaños comerciales simplifican cotización, inspección y disponibilidad de herramientas. Detalles personalizados suelen requerir herramental especial o procesos más lentos.
No mezcles NPT con roscas rectas sin análisis
Las roscas NPT sellan por interferencia cónica; las métricas o rectas normalmente requieren O-rings, sellos o caras de contacto adicionales.
Define insertos desde el diseño
Insertos helicoidales (helicoils) e insertos roscados requieren barrenado previo específico, profundidad controlada y espacio suficiente alrededor del detalle para instalación segura.
Evita barrenos pequeños y extremadamente profundos
Taladros pequeños con relaciones profundidad/diámetro agresivas son altamente propensos a desviación, vibración y ruptura de herramienta.
Materiales CNC
Materiales y maquinabilidad
La selección de material influye directamente en velocidad de corte, desgaste de herramienta, estabilidad dimensional, inspección y costo final de manufactura.
| Material | Maquinabilidad | Impacto costo | Riesgo dimensional | Aplicación típica |
|---|---|---|---|---|
| Aluminio 6061-T6 | Excelente | Bajo–medio | Bajo | Prototipos, utillajes, carcasas y piezas estructurales generales |
| Aluminio 7075-T6 | Alta | Medio | Bajo–medio | Alta resistencia, aeroespacial (aerospace) y herramental ligero |
| Acero inoxidable 304 | Media | Medio–alto | Medio | Grado alimenticio (food-grade), corrosión general y componentes industriales |
| Acero inoxidable 316 | Media–baja | Alto | Medio | Marino, químico, médico y ambientes corrosivos |
| Acero 1018 | Buena | Bajo–medio | Medio | Partes estructurales, placas y componentes generales |
| Acero 4140 | Media | Medio | Medio | Ejes, engranes, componentes de carga y piezas tratables |
| Latón C360 | Excelente | Medio | Bajo | Conectores, conexiones (fittings), válvulas y componentes de precisión |
| Titanio grado 5 | Difícil | Alto | Alto | Aeroespacial, médico y aplicaciones de alta resistencia/peso |
| Acetal (Delrin) | Alta | Bajo–medio | Medio | Engranajes, guías y componentes de baja fricción |
| Nailon (nylon) | Media | Bajo | Medio–alto | Bujes (bushings), prototipos y piezas no críticas dimensionalmente |
| PEEK | Media (proceso controlado) | Muy alto | Medio | Alta temperatura, químico, médico y sustitución ligera de metal |

Acabados y post-proceso
Cómo los acabados afectan manufactura y tolerancias
El acabado superficial no solo cambia apariencia. Cada proceso altera dimensiones, plazo de entrega, enmascaramiento, inspección y riesgo dimensional después del maquinado.
| Acabado / proceso | Efecto en tolerancias | Plazo | Enmascarado |
|---|---|---|---|
| Tal como mecanizado (as-machined) | Referencia dimensional base | Plazo mínimo | No requerido |
| Granallado (bead blast) | Puede suavizar aristas y modificar Ra | + corto | Caras críticas o sellado |
| Anodizado | Genera crecimiento de capa (típ. ~25 µm) | + medio | Roscas, barrenos y superficies de ajuste |
| Pintura en polvo (powder coat) | Espesor visible en caras y esquinas | + medio | Interfaces mecánicas y roscas |
| Pasivado | Impacto dimensional mínimo | + corto | Solo si hay zonas selectivas |
| Óxido negro (black oxide) | Capa superficial muy delgada | + corto | Superficies críticas de ajuste |
| Electropulido (electropolishing) | Remueve material superficial | + medio | Detalles geométricos críticos |
| Recubrimiento / plateado (plating) | Aumenta espesor dimensional | + largo | Crítico en tolerancias finas |
Nota: Siempre especifica si las tolerancias críticas aplican pre-tratamiento o post-tratamiento. Procesos como anodizado, recubrimiento o pintura en polvo modifican dimensiones finales y pueden requerir enmascaramiento o compensación en CAD.
Errores DFM comunes
Errores que disparan el costo CNC
La mayoría de las piezas costosas no son difíciles por material o tamaño, sino por decisiones de diseño que complican herramientas, montajes, inspección y manufactura.
Error
Aplicar tolerancias cerradas a toda la pieza
Cómo solucionarlo
Usa ISO 2768-m como base y reserva tolerancias finas solo para superficies funcionales o de ensamble.
Error
Diseñar esquinas internas imposibles para una fresa
Cómo solucionarlo
Agrega radios compatibles con herramientas estándar o documenta EDM solo si es estrictamente necesario.
Error
Crear cavidades profundas y extremadamente estrechas
Cómo solucionarlo
Reduce profundidad, aumenta ancho o divide geometría en operaciones más accesibles.
Error
Usar paredes delgadas sin soporte estructural
Cómo solucionarlo
Incrementa espesor, añade nervaduras o selecciona una aleación más estable.
Error
Diseñar detalles imposibles de inspeccionar
Cómo solucionarlo
Deja acceso para máquina de coordenadas (CMM), calibres (gauges) o instrumentos de medición desde el diseño inicial.
Error
Elegir titanio o inox sin requerimiento funcional real
Cómo solucionarlo
Valida si aluminio 6061, 7075 o acero 1018 cumplen desempeño con mucho menor costo.
Error
Especificar acabado premium en toda la pieza
Cómo solucionarlo
Limita anodizado, pulido (polishing) o Ra fino únicamente a zonas visibles o funcionales.
Error
Forzar demasiados montajes y orientaciones
Cómo solucionarlo
Agrupa detalles desde una misma cara y evalúa 5 ejes solo cuando realmente reduzca complejidad.
Error
Diseñar roscas profundas o no estándar
Cómo solucionarlo
Usa métricas o UNC estándar y limita enganche a ~1.5×–2× Ø.
Error
Enviar planos ambiguos o incompletos
Cómo solucionarlo
Incluye material, tolerancia general, acabados, datums, CTQs y notas claras de inspección.
Paquete de cotización CNC
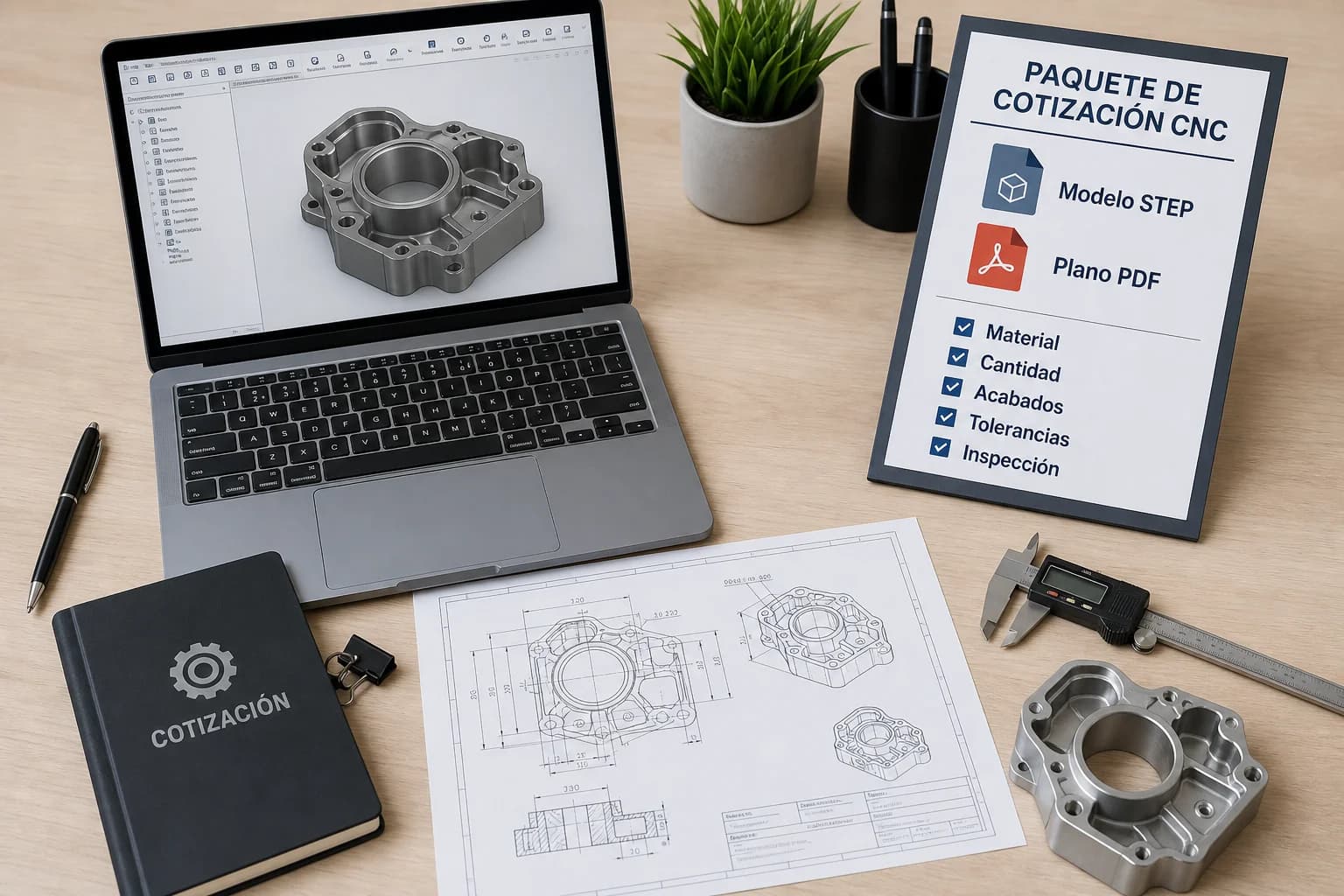
Cómo preparar archivos para cotizar piezas CNC
Una solicitud de cotización clara reduce retrabajo, acelera revisión de manufacturabilidad y evita semanas perdidas en aclaraciones técnicas. La mayoría de los retrasos empiezan por archivos incompletos, tolerancias ambiguas o revisiones desalineadas.
01
STEP limpio y consistente
Envía un sólido cerrado en STEP/STP con unidades claras (mm o pulgadas). Superficies abiertas, cuerpos duplicados o escalas incorrectas retrasan CAM y programación.
02
Plano PDF con intención de manufactura
Incluye vistas necesarias, cotas funcionales, tolerancia general, datums, acabados y notas críticas para inspección.
03
Material completamente definido
Especifica aleación, condición térmica y norma cuando aplique (ASTM, AMS, MIL, etc.). 'Aluminio' o 'inoxidable' no es suficiente para cotizar correctamente.
04
Aclara si es prototipo o producción
La cantidad cambia estrategia de montaje, utillaje, inspección y precio unitario. Una pieza prototipo no se cotiza igual que un lote recurrente.
05
Define acabado solo donde importa
Indica Ra, anodizado, granallado (bead blast), pintura en polvo (powder coat) o recubrimiento (plating) únicamente en zonas funcionales, cosméticas o de sellado.
06
Marca CTQs y evita tolerancias contradictorias
Usa tolerancia general para geometría común y define precisión solo en dimensiones funcionales o de ensamble.
07
Mantén trazabilidad de revisión
El número de revisión debe coincidir entre STEP, plano y lista de materiales para evitar fabricar geometría obsoleta.
08
Documenta restricciones críticas
Notas como 'sin mordida', 'sin marcas cosméticas', 'helicoil M4' o 'material certificado' deben estar explícitas desde la cotización.
09
Aclara requisitos de inspección
FAI, reportes dimensionales, PPAP o CMM deben especificarse desde la solicitud de cotización para evitar cambios de alcance posteriores.
Error común
Enviar solo el STEP sin plano suele generar dudas en tolerancias, acabados, datums e intención funcional.
Recomendación PREMSA
La mejor solicitud de cotización combina STEP limpio, plano claro y notas funcionales mínimas pero precisas.
Inspección y calidad
Cómo alinear inspección con tolerancias reales
Cada tolerancia que agregas también define tiempo de medición, estrategia de inspección y costo de calidad. No todas las dimensiones requieren CMM o reportes completos.
Calibradores
Ideales para dimensiones generales, validación rápida en producción y geometría con tolerancias moderadas.
Micrómetros
Permiten controlar diámetros y espesores con mayor resolución que un calibrador estándar.
Calibres go/no-go
La forma más rápida y consistente de validar roscas funcionales en producción repetitiva.
Máquina de coordenadas (CMM)
Necesaria para GD&T complejo, posición verdadera, concentricidad y geometría difícil de medir manualmente.
Inspección del primer artículo (FAI)
Valida el primer artículo fabricado contra el plano, tolerancias y requerimientos dimensionales antes de liberar producción.
Reportes dimensionales
Documentan mediciones reales contra cotas críticas para auditoría, PPAP o trazabilidad de calidad.
Características críticas (CTQs)
Las características críticas para calidad deben identificarse explícitamente para enfocar inspección donde realmente importa.
Error común
Pedir inspección completa de toda la pieza cuando solo unas pocas dimensiones son funcionalmente críticas.
Recomendación PREMSA
Define CTQs claras y permite tolerancias generales en el resto de la geometría para reducir tiempo de metrología y costo total.

Preguntas Frecuentes Sobre Diseño CNC
Respuestas directas para definir tolerancias, geometría y paquete de cotización sin retrasar manufactura.
- ¿Qué tolerancia general debo usar para una pieza CNC estándar?
- Para la mayoría de componentes maquinados por CNC, ISO 2768-m es una tolerancia general práctica para geometría no crítica. Mantiene la manufactura estable y rentable sin aumentar innecesariamente tiempo de maquinado o inspección. Después, aplica tolerancias cerradas únicamente en CTQs, superficies de sellado, ajustes de rodamiento, alineación o rasgos críticos de ensamble.
- ¿Cuándo basta un archivo STEP y cuándo también necesito un plano PDF?
- Un archivo STEP limpio suele ser suficiente para geometría simple de prototipo con tolerancias estándar. Sin embargo, si la pieza incluye GD&T, dimensiones críticas, requisitos cosméticos, especificaciones de rosca, instrucciones de inspección o intención funcional de ensamble, el plano PDF se vuelve indispensable. El modelo STEP define la geometría; el plano define la intención de manufactura e inspección.
- ¿Qué profundidad de rosca se recomienda realmente en mecanizado CNC?
- En la mayoría de materiales, un enganche de rosca aproximado de 1.5× a 2× el diámetro nominal del tornillo proporciona más que suficiente resistencia mecánica. Roscas más profundas rara vez mejoran el desempeño, pero sí incrementan tiempo de roscado, dificultad de evacuación de viruta y riesgo de romper machuelos, especialmente en barrenos ciegos o diámetros pequeños.
- ¿Por qué las cavidades profundas incrementan tanto el costo CNC?
- Las cavidades profundas y estrechas obligan a utilizar herramientas más largas, las cuales son mucho más propensas a vibración, deflexión, chatter y ruptura. Para mantener estabilidad dimensional, la máquina normalmente requiere avances más bajos, más pasadas de desbaste, stepovers menores y ciclos de maquinado más largos. Entre más profunda sea la cavidad respecto a su ancho, más costoso e inestable se vuelve el proceso.
- ¿Debo aplicar tolerancias cerradas en toda la pieza CNC?
- Normalmente no. Aplicar tolerancias cerradas de manera global incrementa pasadas de maquinado, tiempo de metrología, inspección CMM, riesgo de scrap y complejidad de manufactura sin mejorar realmente la funcionalidad de la pieza. Una mejor estrategia DFM es usar tolerancias generales para geometría secundaria y reservar precisión únicamente para rasgos funcionales, de ensamble, sellado o alineación.
- ¿Qué información ayuda a PREMSA a cotizar piezas CNC más rápido?
- Los paquetes de cotización más rápidos normalmente incluyen un modelo STEP limpio, plano PDF (cuando aplica), especificación de material, cantidad, requisitos de acabado y CTQs o notas de inspección claramente identificadas. Cuando la intención de manufactura está clara desde el inicio, la revisión DFM, la cotización, la programación y la liberación a producción se vuelven mucho más rápidas y precisas.
Para la mayoría de componentes maquinados por CNC, ISO 2768-m es una tolerancia general práctica para geometría no crítica. Mantiene la manufactura estable y rentable sin aumentar innecesariamente tiempo de maquinado o inspección. Después, aplica tolerancias cerradas únicamente en CTQs, superficies de sellado, ajustes de rodamiento, alineación o rasgos críticos de ensamble.
Un archivo STEP limpio suele ser suficiente para geometría simple de prototipo con tolerancias estándar. Sin embargo, si la pieza incluye GD&T, dimensiones críticas, requisitos cosméticos, especificaciones de rosca, instrucciones de inspección o intención funcional de ensamble, el plano PDF se vuelve indispensable. El modelo STEP define la geometría; el plano define la intención de manufactura e inspección.
En la mayoría de materiales, un enganche de rosca aproximado de 1.5× a 2× el diámetro nominal del tornillo proporciona más que suficiente resistencia mecánica. Roscas más profundas rara vez mejoran el desempeño, pero sí incrementan tiempo de roscado, dificultad de evacuación de viruta y riesgo de romper machuelos, especialmente en barrenos ciegos o diámetros pequeños.
Las cavidades profundas y estrechas obligan a utilizar herramientas más largas, las cuales son mucho más propensas a vibración, deflexión, chatter y ruptura. Para mantener estabilidad dimensional, la máquina normalmente requiere avances más bajos, más pasadas de desbaste, stepovers menores y ciclos de maquinado más largos. Entre más profunda sea la cavidad respecto a su ancho, más costoso e inestable se vuelve el proceso.
Normalmente no. Aplicar tolerancias cerradas de manera global incrementa pasadas de maquinado, tiempo de metrología, inspección CMM, riesgo de scrap y complejidad de manufactura sin mejorar realmente la funcionalidad de la pieza. Una mejor estrategia DFM es usar tolerancias generales para geometría secundaria y reservar precisión únicamente para rasgos funcionales, de ensamble, sellado o alineación.
Los paquetes de cotización más rápidos normalmente incluyen un modelo STEP limpio, plano PDF (cuando aplica), especificación de material, cantidad, requisitos de acabado y CTQs o notas de inspección claramente identificadas. Cuando la intención de manufactura está clara desde el inicio, la revisión DFM, la cotización, la programación y la liberación a producción se vuelven mucho más rápidas y precisas.
Respuesta rápida: ¿qué es diseño CNC para manufactura?
DFM CNC significa diseñar piezas para que fresadoras, tornos e inspección las produzcan sin setups extra, herramientas especiales ni tolerancias cerradas innecesarias. La mayoría de los problemas de costo CNC empiezan en CAD — no en la máquina.
Esta guía de PREMSA cubre reglas prácticas: ISO 2768-m como tolerancia general, radios internos alineados con fresas estándar, paredes metálicas ≥1,0 mm, profundidad de barreno ≤10× diámetro y enganche de rosca ~1,5×–2× diámetro del tornillo.
Envía un STEP limpio más plano PDF cuando tengas CTQs, GD&T, roscas o requisitos cosméticos. Intención de manufactura clara acelera revisión DFM y cotización en Monterrey.
Defaults DFM de un vistazo: Tolerancia general → ISO 2768-m | Pared metal → ≥1,0 mm | Profundidad barreno → ≤10× Ø | Enganche rosca → 1,5×–2× Ø tornillo | Cotización → STEP + PDF
Guía completa de diseño CNC y DFM
Qué cubre el diseño CNC para manufactura
Una guía de diseño CNC traduce restricciones de taller a decisiones de CAD: acceso de herramienta, sujeción, límites de vibración, brocas estándar, acabados alcanzables e inspección. Diseñar sin esos límites lleva a EDM en esquinas, herramientas largas, CMM en todo y retrasos de cotización.
Esta página recorre buen vs mal diseño, límites de capacidad, factores de costo, tolerancias, reglas de fresado y torneado, barrenos y roscas, materiales, acabados, paquetes de archivos e inspección — el mismo checklist que usan ingenieros PREMSA antes de programar CAM.
Reglas DFM clave para fresado y torneado CNC
- Radios internos — Iguala radios de esquina a diámetros de fresa estándar. Cajeras a 90° agudos requieren EDM o maquinado lento de restos.
- Espesor de pared — Paredes metálicas ≥1,0 mm recomendadas; ≤0,5 mm aumenta vibración y rechazo. Plásticos necesitan aún más sección.
- Cavidades y profundidad — Objetivo profundidad de cavidad ≤4× ancho; barreno ≤10× diámetro. Features más profundos exigen herramientas largas y avances bajos.
- Tolerancias — Usa ISO 2768-m en geometría no crítica. Reserva tolerancias cerradas y GD&T solo para ajustes, sellos y alineación.
- Roscas y barrenos — Brocas estándar donde sea posible. Enganche de rosca ~1,5×–2× diámetro del tornillo — roscas más profundas rara vez suman resistencia.
- Sujeción — Proporciona superficies de agarre y orientación principal de setup para evitar fixtures custom y operaciones extra.
Factores de costo y paquete de cotización
Setups, tolerancias globales cerradas, cavidades profundas, materiales exóticos, acabados premium en caras no cosméticas y planos poco claros son las vías más rápidas para subir costo unitario y plazo.
Los paquetes de cotización más rápidos incluyen STEP hermético, plano PDF con nota de tolerancia general (ISO 2768-m típica), material y cantidad, acabados y CTQs marcados.
Combina esta guía con la Tabla ISO 2768, la Calculadora de Brocas para Roscas y la Tabla de Tamaños de Broca al especificar agujeros y roscas.
Búsquedas frecuentes de diseño CNC y DFM
Respuestas directas que ingeniería consulta antes de liberar un plano CNC:
- ¿Qué tolerancia general para piezas CNC?
- ISO 2768-m es el default práctico para dimensiones no críticas en piezas fresadas y torneadas. Aplica tolerancias individuales solo en CTQs, ajustes, sellos y alineación.
- ¿Espesor mínimo de pared para fresado CNC?
- ≥1,0 mm en metal recomendado para fresado estable; ≤0,5 mm es alto riesgo de vibración y deformación. Plásticos y nervaduras finas necesitan más sección o soporte.
- ¿Profundidad máxima de barreno CNC?
- Objetivo ≤10× diámetro de broca; >10× requiere peck, barrenos profundos o escariado que aumentan costo y tiempo de ciclo.
- ¿Archivo STEP vs plano PDF para cotización CNC?
- STEP define geometría. Añade plano PDF cuando especifiques GD&T, clase de rosca, acabados cosméticos, notas de inspección o dimensiones críticas de ensamble.
- ¿Profundidad de rosca recomendada en CNC?
- ~1,5×–2× diámetro nominal del tornillo de enganche es suficiente en la mayoría de aleaciones. Roscas ciegas más profundas aumentan riesgo de rotura de machuelo sin ganancia mecánica real.
- ¿Radio de esquina interna para cavidades CNC?
- El radio debe ser ≥ radio de herramienta estándar (a menudo ≥1 mm / 0,040″). Radios menores exigen herramientas más chicas, avances lentos o EDM.
- ¿Por qué las cavidades profundas encarecen el CNC?
- Herramientas largas vibran y se deflectan, forzando avances bajos, pasadas extra de desbaste y a veces setups adicionales para alcanzar la feature.
- ¿Mejor material CNC para prototipos?
- Aluminio 6061-T6 equilibra maquinabilidad, costo y estabilidad para la mayoría de prototipos mecánicos. Inox 304 y acero 4140 cuestan más en tiempo y herramienta.
- ¿Cómo reducir costo de pieza CNC con diseño?
- Reduce setups, afloja tolerancias no funcionales, amplía radios internos, evita cavidades profundas estrechas, estandariza barrenos/roscas y especifica acabados solo donde son visibles o funcionales.
- ¿Qué archivos necesita PREMSA para cotizar CNC?
- STEP/STP limpio, plano PDF cuando hay CTQs, material, cantidad, acabados y notas de inspección o ensamble — sube vía Solicitar cotización.
Cómo usar esta guía de diseño CNC
- PREMSA publica esta guía de diseño CNC para ingenieros que cotizan fresado, torneado, barrenado e inspección en Monterrey — usa el checklist DFM antes de subir CAD para cotización.
- Recorre de arriba abajo: valida geometría STEP, fija ISO 2768-m como tolerancia general, revisa ejemplos bueno vs malo y coteja límites de capacidad en paredes, barrenos y roscas antes de detallar GD&T.
- Cruza callouts de agujeros y roscas con la Calculadora de Brocas para Roscas y la Tabla de Tamaños de Broca para que CAM use brocas de inventario.
- Cuando importen tolerancias, abre la Tabla ISO 2768 en lugar de aplicar ±0,05 mm global — reserva precisión solo para CTQs.
- ¿Listo para manufacturar? Sube STEP + PDF con material, cantidad y acabados — PREMSA devuelve feedback DFM y precio de producción vía Solicitar cotización.
¿Necesitas ayuda para hacer tu pieza CNC manufacturable?
Sube tu archivo CAD y PREMSA revisará geometría, accesibilidad de herramienta, material, tolerancias, acabados y riesgos de manufactura antes de cotizar.
- Revisión DFM antes de producción
- Feedback sobre costo y manufacturabilidad
- Compatibilidad con prototipo y producción
- Soporte para tolerancias, acabados y GD&T