
Hay una verdad incómoda que rara vez aparece en una reunión de compras o durante una revisión de cotizaciones: la mayoría de las piezas CNC caras no son caras por el material ni porque el proveedor tenga márgenes excesivos. Son caras porque fueron diseñadas sin considerar cómo se van a fabricar.
Cuando una cotización parece demasiado alta, la reacción natural suele ser buscar otro proveedor, pedir descuentos o renegociar cantidades. Sin embargo, en muchos casos el verdadero problema ya estaba definido semanas o meses antes, cuando alguien modeló la pieza en CAD. Cada cavidad profunda, cada tolerancia innecesaria, cada orientación adicional y cada especificación excesiva se convierte en tiempo de máquina, herramientas, inspección y riesgo de fabricación — el mismo tipo de fricción que evita un paquete bien preparado según nuestra guía de archivos CAD para maquinado CNC.
La realidad es que el costo de una pieza CNC no nace en el taller. Nace en el diseño. Mucho antes de que la primera barra llegue a la máquina o de que el primer programa CAM sea generado, gran parte del presupuesto ya quedó determinado por decisiones aparentemente pequeñas tomadas durante ingeniería. En PREMSA Industries integramos revisión DFM desde la cotización porque ahí es donde el ahorro todavía es barato.
La buena noticia es que reducir costos no siempre requiere rediseños radicales. En muchos proyectos, ajustes simples en radios, setups, tolerancias o geometrías pueden reducir el costo de manufactura 20%, 30% o incluso más sin afectar resistencia, funcionalidad ni desempeño. Esta guía explora los cinco cambios de diseño que suelen generar el mayor impacto económico antes de enviar un RFQ; para profundizar en cada criterio, conviene cruzarla con la guía de diseño para mecanizado CNC.
Cinco cambios de diseño que reducen el costo CNC
- Diseña piezas que requieran menos setups — cada orientación suma tiempo de preparación y riesgo de alineación.
- Utiliza radios compatibles con herramientas estándar — evita radios que exijan herramental especial o EDM.
- Reduce la profundidad de cavidades — cavidades menos profundas aceleran desbaste y estabilizan el maquinado.
- Las tolerancias deben ganarse su lugar — ajusta límites solo en dimensiones que controlan función.
- Elimina especificaciones sin valor funcional — acabados y notas innecesarias inflan el costo.
El error más común: intentar reducir costos después de cotizar
Lo que ocurre cuando el diseño ya está congelado
Una vez que un diseño ha sido aprobado para validación, liberado para producción o comprometido con un cliente, las oportunidades reales de ahorro disminuyen drásticamente. En ese punto las conversaciones suelen centrarse en descuentos, negociación comercial o búsqueda de proveedores alternativos. El problema es que ninguna de esas acciones elimina horas de programación, tiempo de máquina, setups complejos o inspecciones exigidas por el propio diseño.
Si una pieza requiere cinco orientaciones diferentes para mecanizarse, incorpora radios internos extremadamente pequeños o exige tolerancias de alta precisión en superficies que no afectan la función, el proveedor simplemente está reflejando esos requerimientos en la cotización. Cambiar de taller puede modificar ligeramente el precio, pero no elimina la complejidad inherente del diseño — por eso conviene revisar manufacturabilidad antes de congelar el CAD, como se detalla en la guía de diseño para mecanizado CNC.
Por esa razón, los proyectos que integran criterios de manufacturabilidad desde las primeras etapas suelen llegar a producción con menos revisiones, menos retrabajos y costos significativamente más competitivos. Si el diseño ya está listo para validar, puedes solicitar una cotización con revisión DFM y detectar esas fricciones antes de comprometer volumen.
Por qué el CAD tiene más impacto que la negociación
Negociar una cotización puede mover algunos puntos porcentuales. Optimizar el diseño puede cambiar completamente la estructura de costos.
Un proveedor puede ajustar márgenes, buscar eficiencias internas o consolidar operaciones, pero no puede eliminar físicamente el tiempo requerido para fabricar una geometría compleja. Cuando una pieza exige herramientas especiales, múltiples setups, tolerancias estrechas o inspección intensiva, esos costos existen independientemente del nombre del proveedor — y se reflejan en cualquier servicio de maquinado CNC que cotice la misma geometría.
Por eso los equipos que aplican principios de manufacturabilidad (DFM) desde ingeniería suelen obtener cotizaciones más consistentes, tiempos de entrega más cortos y menos sorpresas durante producción. Antes de negociar el precio, normalmente conviene preguntarse si el diseño está obligando al taller a trabajar más de lo necesario.
Si quieres entender qué factores generan realmente el costo de una pieza CNC, complementa esta guía con qué afecta más el costo de una pieza maquinada por CNC y con el desglose de costos en maquinado CNC.
| Acción | Impacto típico en costo | Dificultad |
|---|---|---|
| Negociar precio con el proveedor | Bajo | Baja |
| Cambiar de proveedor | Bajo a medio | Media |
| Optimizar diseño (DFM) | Muy alto | Media |
| Reducir setups y orientaciones | Muy alto | Media |
| Optimizar tolerancias | Alto | Baja |
| Eliminar especificaciones innecesarias | Alto | Baja |
| Incrementar volumen del lote | Alto | Media |
La mayoría de los ahorros importantes en CNC ocurren antes de fabricar la primera pieza. Una vez que el diseño está congelado, el margen de maniobra se reduce considerablemente.
Cambio #1: Diseña piezas que requieran menos setups
Si solo pudieras aplicar un cambio de diseño para reducir el costo de una pieza CNC, probablemente debería ser este: reducir el número de setups necesarios para fabricarla. Es uno de los criterios con mayor peso en la guía de diseño para mecanizado CNC y en revisiones DFM reales.
Cada vez que una pieza debe retirarse del fixture, girarse, volver a alinearse y verificarse, se agregan minutos de preparación, riesgo acumulado y variación dimensional. Desde la perspectiva del taller, un setup adicional no es simplemente darle la vuelta a una pieza. Es volver a establecer referencias, validar posiciones, comprobar dimensiones críticas y asegurarse de que la siguiente operación mantenga la relación geométrica con las anteriores — especialmente en fresado CNC de geometrías prismáticas.
Por eso dos piezas con el mismo material, tamaño y volumen de mecanizado pueden terminar con costos radicalmente distintos si una requiere dos setups y la otra cinco.
¿Qué es un setup?
Un setup es el conjunto completo de actividades necesarias para mecanizar una pieza desde una orientación específica. Incluye preparar la sujeción, montar el material, establecer ceros de trabajo, cargar herramientas, ejecutar el programa y verificar que las características mecanizadas cumplen especificación antes de pasar a la siguiente orientación.
Desde el punto de vista de costos, cada setup funciona como un costo fijo adicional dentro de la orden de trabajo. Cuantos más setups requiera una pieza, más tiempo se invierte antes de fabricar una sola unidad buena.
Una pieza que puede completarse en una o dos orientaciones suele ser considerablemente más económica que otra con la misma cantidad de material pero múltiples caras inaccesibles desde una misma sujeción.
Cómo los setups multiplican el costo
Imagina dos brackets fabricados en aluminio 6061-T6. Ambos tienen dimensiones similares, utilizan la misma materia prima y cumplen la misma función dentro de un ensamble. La diferencia es cómo fueron diseñados para manufactura.
| Concepto | Pieza A | Pieza B |
|---|---|---|
| Setups requeridos | 2 | 5 |
| Programación CAM | Simple | Múltiples operaciones |
| Fixtures o sujeciones | Estándar | Especiales o múltiples |
| Tiempo de preparación | Bajo | Alto |
| Riesgo de error acumulado | Bajo | Alto |
| Costo relativo | 100% | 145-180% |
La Pieza B no es simplemente un poco más cara. Cada setup adicional implica volver a sujetar la pieza, volver a referenciar dimensiones críticas y volver a validar que las operaciones anteriores siguen alineadas correctamente. En prototipos el impacto suele ser enorme porque el costo fijo de preparación se distribuye entre pocas unidades. En producción también importa, especialmente cuando los tiempos de ciclo son cortos y la preparación representa una parte importante del costo total.
Un setup adicional no solo agrega minutos de preparación. También aumenta el riesgo de errores, retrabajos e inspecciones adicionales.
Cómo identificar setups innecesarios en CAD
Una buena práctica durante el diseño es imaginar cómo accederá la herramienta a cada característica importante de la pieza. Si constantemente necesitas girar mentalmente el componente para poder mecanizar un detalle, existe una buena probabilidad de que el taller también necesite una orientación adicional para fabricarlo. La sección de orientación y sujeción de la guía de diseño para mecanizado CNC profundiza en cómo anticipar esos giros desde el CAD.
- Analiza desde qué dirección puede acceder la herramienta a cada feature crítica.
- Evalúa si varias operaciones pueden realizarse desde una misma orientación.
- Evita detalles aislados que obliguen a girar la pieza únicamente para mecanizar una característica menor.
- Alinea agujeros, barrenos y roscas en ejes comunes cuando la función lo permita (en piezas rotacionales, revisa también criterios de torneado CNC).
- Diseña superficies de referencia claras para facilitar la sujeción y la inspección.
- Pregunta durante la revisión DFM cuántos setups requerirá realmente la pieza.
| Setups típicos | Impacto en costo |
|---|---|
| 1-2 | Bajo |
| 3-4 | Medio |
| 5 o más | Alto |

Cambio #2: Utiliza radios compatibles con herramientas estándar
Después de los setups, pocos cambios de diseño tienen un impacto tan inmediato sobre el costo como los radios internos. Es una de esas decisiones que parecen insignificantes en CAD pero que pueden obligar al taller a utilizar herramientas más pequeñas, ciclos más lentos y estrategias de mecanizado considerablemente menos eficientes — justo lo que la guía de diseño para mecanizado CNC documenta en radios, esquinas y cavidades.
La mayoría de los ingenieros piensa en la geometría final de la pieza. El taller, en cambio, debe pensar en la herramienta necesaria para crear esa geometría. Y ahí es donde empiezan muchas de las diferencias de costo.
Por qué las esquinas perfectas son caras
Las fresas CNC son herramientas cilíndricas. Eso significa que naturalmente generan radios internos. Cuando un modelo CAD incluye esquinas internas extremadamente pequeñas o prácticamente cuadradas, el taller se ve obligado a utilizar herramientas de menor diámetro para aproximarse a esa geometría.
El problema es que una herramienta más pequeña suele ser también menos rígida, más lenta y más vulnerable a vibraciones o roturas. Lo que en pantalla parece un simple radio de 1 mm puede traducirse en múltiples pasadas adicionales, avances reducidos y una reducción importante de productividad.
En otras palabras: las esquinas internas pequeñas no solo afectan la geometría. También afectan directamente el tiempo de máquina.
La herramienta más rápida suele ser la más grande que puede entrar en la geometría. Cada vez que obligas al taller a usar una herramienta más pequeña, normalmente estás aumentando el costo.
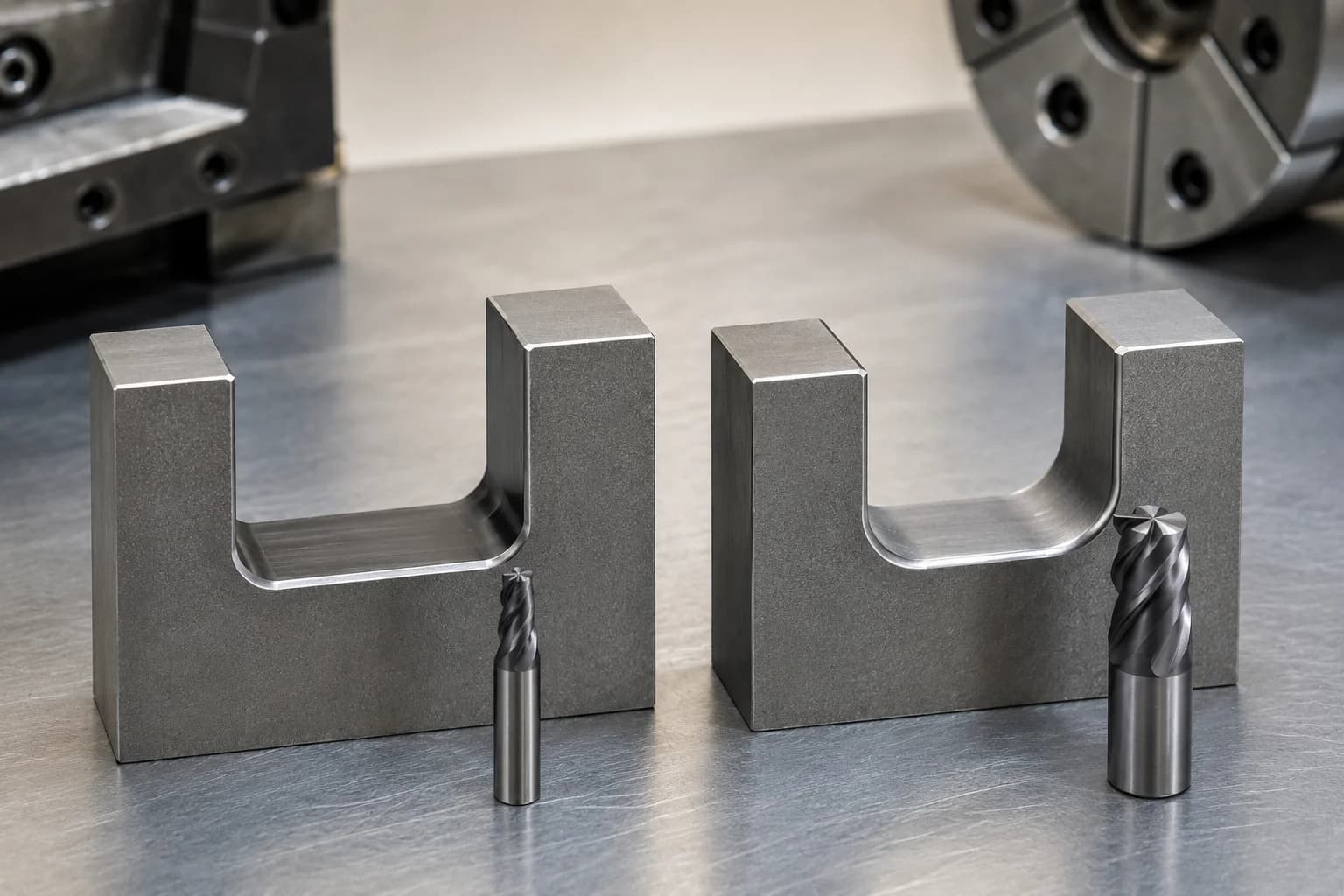
Radio de 1 mm vs radio de 6 mm
Considera una cavidad mecanizada en aluminio. Si el diseño exige radios internos de 1 mm, probablemente será necesario utilizar una herramienta significativamente más pequeña que si el radio fuera de 6 mm.
Aunque ambas piezas puedan verse casi idénticas para el usuario final, la diferencia para manufactura es enorme: herramientas más rígidas permiten mayores avances, mejor evacuación de viruta, menor vibración, menos desgaste y tiempos de ciclo considerablemente más cortos.
Muchas veces el ensamble, el tornillo, el rodamiento o la pieza adyacente ni siquiera interactúan con ese radio interno. Sin embargo, el costo de fabricarlo sí cambia de manera importante.
| Radio interno | Herramienta típica | Impacto en costo |
|---|---|---|
| 1 mm | Pequeña | Alto |
| 3 mm | Estándar | Medio |
| 6 mm | Rígida y productiva | Bajo |
La meta no es aumentar radios indiscriminadamente. La meta es utilizar el radio más grande posible sin afectar la función del producto. En muchos casos, ese simple ajuste puede reducir tiempo de ciclo sin modificar absolutamente nada del desempeño de la pieza.
Qué radios suelen ser más económicos
Los radios más económicos suelen ser aquellos compatibles con herramientas que el taller ya utiliza de manera habitual. Cuando el diseño obliga a utilizar herramientas muy específicas o poco comunes, el costo de programación y fabricación tiende a aumentar.
Durante una revisión DFM vale la pena preguntarse si el radio especificado realmente aporta valor funcional o si simplemente fue una decisión tomada durante el modelado CAD. Si necesitas una referencia rápida de radios recomendados por proceso, la guía de diseño para mecanizado CNC es el punto de partida habitual en equipos de ingeniería.
- Utiliza radios compatibles con herramientas estándar siempre que la función lo permita.
- Evita secuencias de radios diminutos que obliguen a múltiples cambios de herramienta.
- En cavidades profundas, procura que el radio sea compatible con herramientas rígidas y productivas.
- Documenta claramente radios críticos en el plano para evitar interpretaciones durante programación CAM.
- Si el radio no afecta ensamble ni desempeño, considera aumentarlo durante la revisión DFM.
| Radio interno (ejemplo) | Impacto típico |
|---|---|
| 1 mm | Alto |
| 3 mm | Medio |
| 6 mm o mayor | Bajo |
Si una pieza incorpora múltiples cavidades, pockets o geometrías internas, optimizar los radios suele ser una de las formas más rápidas de reducir tiempo de ciclo sin afectar funcionalidad. En muchos proyectos el ahorro generado por radios más amigables para manufactura supera ampliamente cualquier descuento obtenido durante la negociación comercial.
Cambio #3: Reduce la profundidad de cavidades
Las cavidades profundas son uno de los errores de diseño más comunes cuando se busca optimizar una pieza únicamente desde CAD. En pantalla parecen inofensivas. En la máquina suelen convertirse en una combinación de herramientas largas, avances conservadores, vibración y tiempos de ciclo significativamente mayores — el mismo patrón que encarece muchas operaciones de fresado CNC.
En muchos proyectos, una cavidad profunda puede costar más que varias operaciones complejas juntas. No porque remueva más material, sino porque obliga a mecanizarlo de una forma mucho menos eficiente. La regla 3×D y ejemplos de pockets están desarrollados en la guía de diseño para mecanizado CNC.
La regla que muchos ingenieros descubren demasiado tarde
En fresado CNC existe una relación que aparece constantemente durante revisiones DFM: la relación entre la profundidad de una cavidad y el diámetro de la herramienta necesaria para mecanizarla.
Como referencia general, muchos talleres consideran que una profundidad cercana a 3 veces el diámetro de la herramienta (3×D) suele mantenerse dentro de una zona eficiente para productividad, rigidez y control dimensional.
Eso significa que una cavidad de 30 mm de profundidad normalmente se beneficia de una herramienta cercana a 10 mm de diámetro. Cuando el diseño obliga a utilizar una herramienta mucho más pequeña para alcanzar esa misma profundidad, los costos suelen aumentar rápidamente.
La profundidad por sí sola no encarece una pieza. Lo que encarece la pieza es la herramienta que debes utilizar para alcanzar esa profundidad.
Qué ocurre cuando una herramienta trabaja demasiado profundo
A medida que una herramienta se vuelve más larga en relación con su diámetro, pierde rigidez. Para evitar vibración, roturas y desviaciones, el programador CAM suele verse obligado a reducir avances, profundidades de corte y velocidades efectivas de remoción de material.
El resultado es una pieza que tarda más tiempo en fabricarse aun cuando la geometría parezca sencilla.
- Herramientas más largas → menor rigidez y mayor deflexión.
- Avances más conservadores → incremento directo del tiempo de ciclo.
- Más pasadas de mecanizado → mayor desgaste y menor productividad.
- Mayor riesgo de vibración (chatter) → peor acabado superficial y tolerancias más difíciles de controlar.
- Evacuación de viruta más complicada → especialmente en cavidades estrechas y profundas.
- Mayor riesgo de rotura de herramienta → especialmente en materiales difíciles de mecanizar.
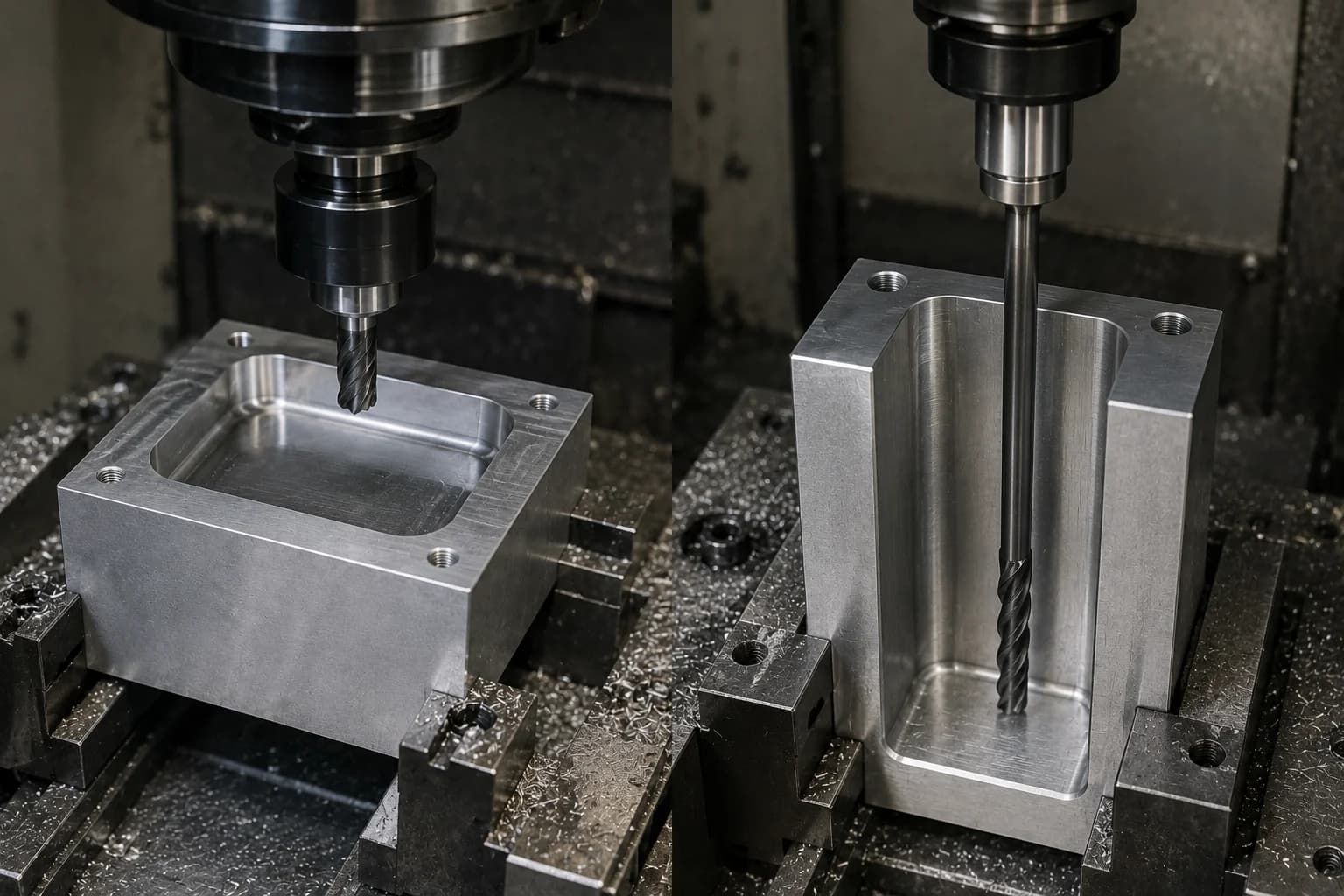
Cómo una cavidad profunda puede duplicar el tiempo de ciclo
Dos cavidades pueden tener prácticamente el mismo volumen de material removido y aun así generar costos completamente distintos.
Una cavidad poco profunda permite utilizar herramientas cortas, rígidas y agresivas. Una cavidad profunda obliga a utilizar herramientas largas, trayectorias conservadoras y múltiples pasadas adicionales.
Desde el punto de vista del comprador ambas piezas parecen similares. Desde el punto de vista de manufactura pueden representar diferencias de horas de máquina a lo largo de una corrida de producción.
| Característica | Cavidad optimizada | Cavidad profunda |
|---|---|---|
| Profundidad | 15 mm | 40 mm |
| Herramienta | Corta y rígida | Larga y flexible |
| Velocidad de remoción | Alta | Baja |
| Riesgo de vibración | Bajo | Alto |
| Tiempo de ciclo relativo | 100% | 180-250% |
Antes de aumentar la profundidad de una pocket, conviene preguntarse si la función realmente lo requiere. En muchos casos es posible dividir la geometría en niveles, aumentar ligeramente el radio interno, modificar espesores locales o rediseñar la pieza para mantener la misma función con una manufactura mucho más eficiente.
Guía rápida: profundidad recomendada vs diámetro de herramienta
| Diámetro de herramienta | Profundidad eficiente aproximada |
|---|---|
| 6 mm | ≈ 18 mm |
| 8 mm | ≈ 24 mm |
| 10 mm | ≈ 30 mm |
| 12 mm | ≈ 36 mm |
Estos valores no son límites absolutos. Materiales como titanio grado 5, acero inoxidable 316, paredes delgadas o tolerancias exigentes pueden requerir relaciones más conservadoras. Sin embargo, sirven como una excelente referencia inicial durante diseño para detectar cavidades potencialmente costosas antes de solicitar una cotización. Para comparar maquinabilidad entre aleaciones, revisa el catálogo de materiales para manufactura.
Cambio #4: Las tolerancias deben ganarse su lugar
Pocas decisiones de diseño tienen tanto impacto sobre el costo de manufactura como las tolerancias. Y, al mismo tiempo, pocas se utilizan tan mal — incluso cuando el resto del diseño sigue buenas prácticas de la guía de diseño para mecanizado CNC.
En muchos RFQs encontramos piezas donde prácticamente todas las dimensiones están tratadas como críticas. El resultado es una pieza que requiere más tiempo de programación, más pasadas de acabado, más inspección y menos margen para fabricar de forma eficiente.
La realidad es simple: no todas las dimensiones tienen el mismo valor para la función del producto. Cuando todo es crítico, nada es realmente crítico.
El error que vemos en muchos RFQs
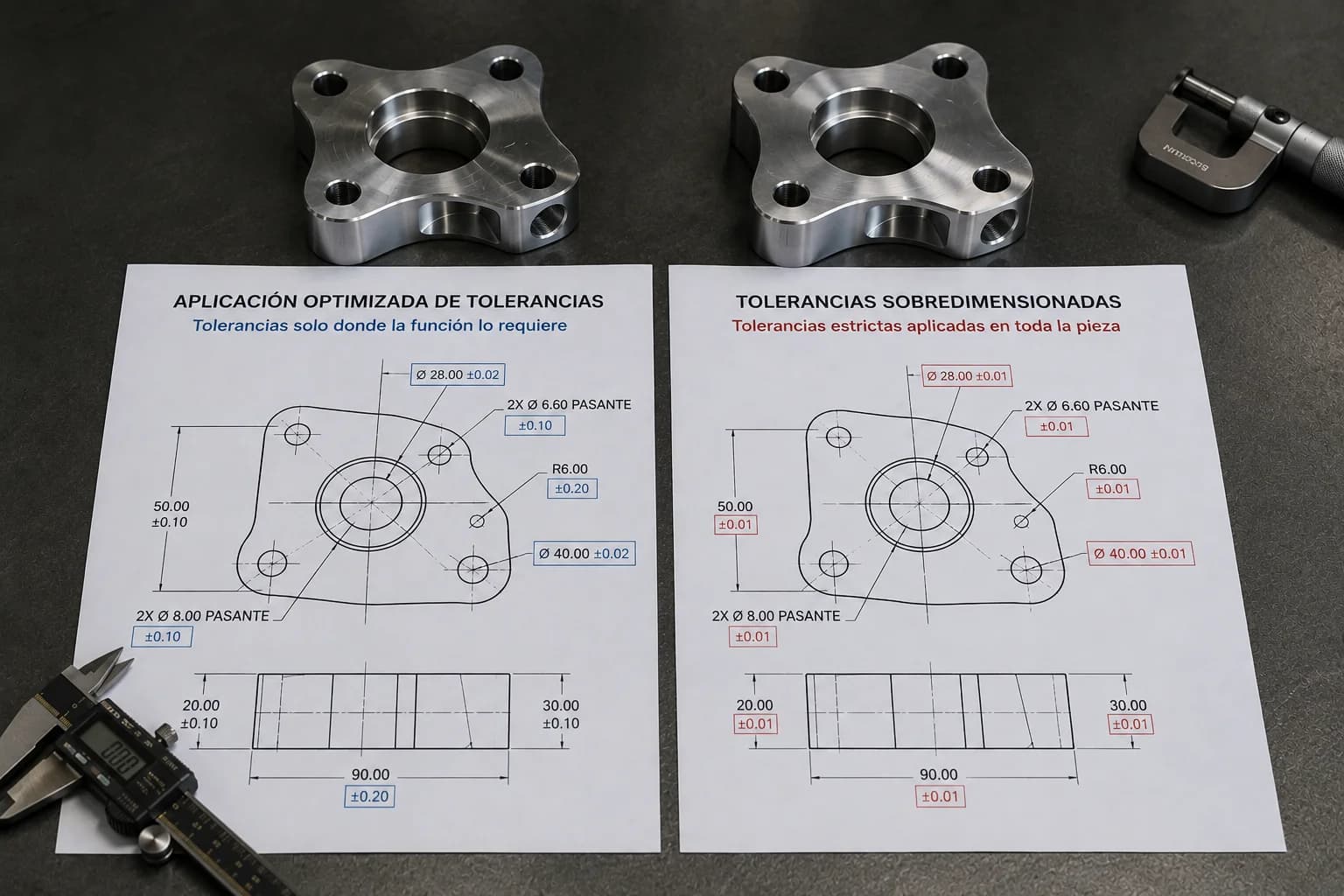
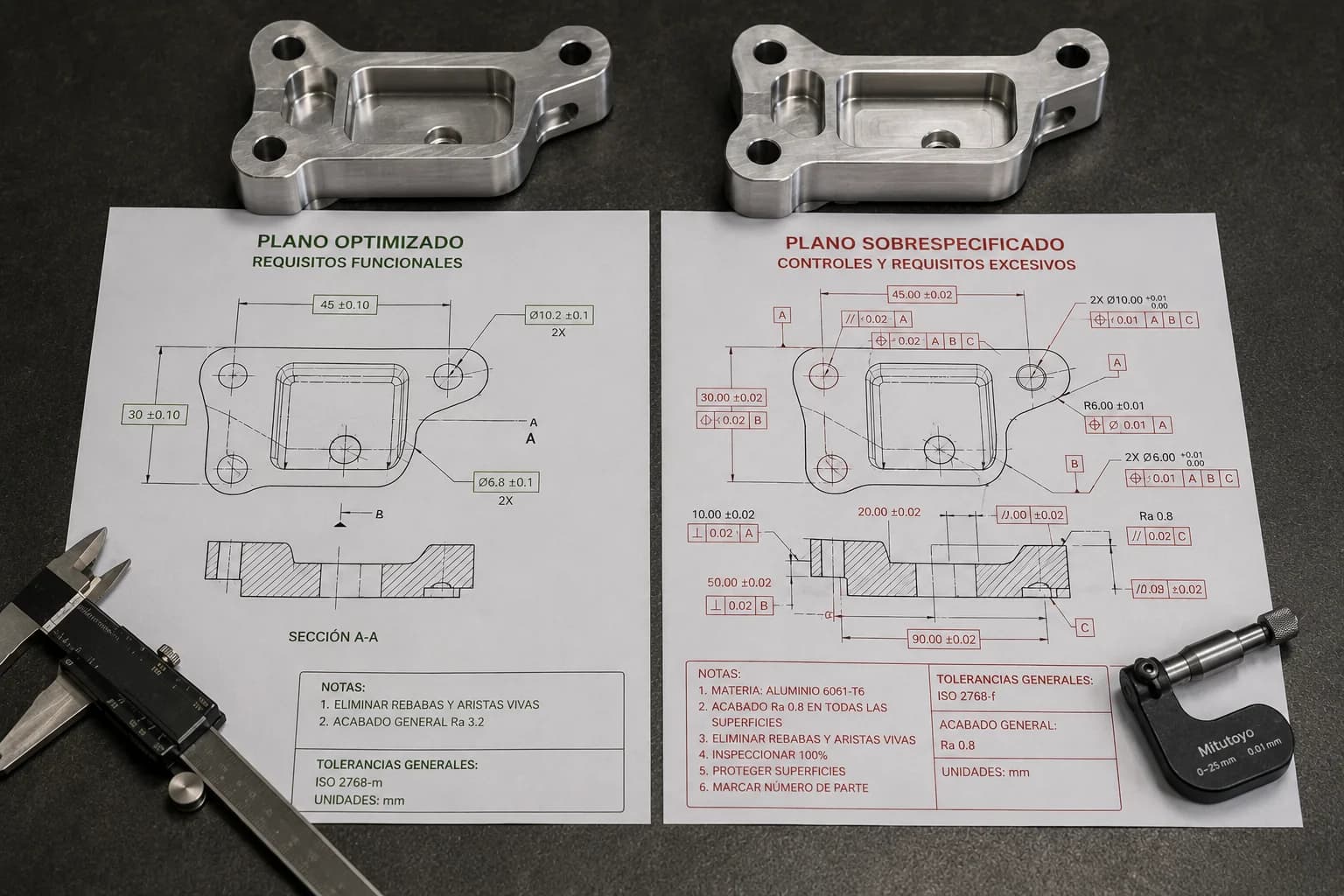
Uno de los patrones más comunes en cotizaciones CNC es encontrar planos donde prácticamente toda la pieza está controlada con tolerancias extremadamente estrictas — el mismo error que abordamos en la guía de tolerancias para maquinado CNC.
Un plano que especifica ±0,01 mm en todas las dimensiones obliga al taller a fabricar cada superficie como si fuera una característica crítica de ensamble. Eso significa herramientas más estables, estrategias de acabado adicionales, inspecciones más frecuentes y una probabilidad mayor de rechazo.
El problema es que muchas veces solo unas pocas dimensiones realmente afectan el funcionamiento de la pieza. El resto podría fabricarse con tolerancias generales perfectamente aceptables y una fracción del costo.
La mejor tolerancia no es la más cerrada. Es la más amplia que permite que la pieza cumpla su función.
Tolerancias funcionales vs tolerancias cosméticas
Una buena práctica de ingeniería consiste en distinguir claramente qué dimensiones afectan el desempeño real del producto y cuáles simplemente describen la geometría.
Las tolerancias funcionales controlan características que participan directamente en ensambles, alineación, sellado, movimiento o transferencia de carga. Las tolerancias cosméticas, por otro lado, pueden influir en apariencia o percepción de calidad sin modificar el funcionamiento del componente.
Cuando ambas reciben el mismo nivel de control dimensional, el costo aumenta sin generar un beneficio proporcional.
| Característica | ¿Tolerancia estricta justificada? |
|---|---|
| Alojamiento de rodamiento | Sí |
| Superficie de sellado | Sí |
| Posición de agujeros de ensamble | Sí |
| Cara estética sin función mecánica | Generalmente no |
| Dimensiones externas no críticas | Generalmente no |
Cuándo una tolerancia estricta sí vale la pena
Las tolerancias estrechas existen por una razón. En aplicaciones correctas son absolutamente necesarias. El problema aparece cuando se aplican por defecto en toda la pieza.
Una tolerancia estricta suele justificarse cuando un error dimensional puede provocar fallas de ensamble, fugas, desgaste prematuro o pérdida de desempeño.
- Interfaces de ensamble donde la posición relativa es crítica.
- Alojamientos para rodamientos, bujes o componentes de precisión.
- Superficies de sellado hidráulico o neumático.
- Características sujetas a cadenas de tolerancias acumuladas.
- Componentes que requieren repetibilidad elevada entre lotes de producción.
- Piezas inspeccionadas mediante CMM o sistemas de control estadístico de proceso.
Cómo una tolerancia más estricta incrementa el costo
A medida que la tolerancia se vuelve más exigente, el taller pierde margen para fabricar de forma eficiente. Es necesario reducir parámetros de corte, controlar temperatura, utilizar herramientas más estables y realizar inspecciones más frecuentes.
En muchos casos, el incremento de costo no proviene del mecanizado en sí, sino del tiempo adicional dedicado a verificar que la pieza cumple especificación.
| Tolerancia típica | Impacto relativo |
|---|---|
| ±0,25 mm | Bajo |
| ±0,10 mm | Medio |
| ±0,05 mm | Alto |
| ±0,01 mm | Muy alto |
Antes de especificar una tolerancia particularmente exigente, conviene preguntarse qué ocurriría si esa dimensión variara ligeramente más. Si la respuesta es 'nada importante', probablemente existe una oportunidad de reducir costo sin afectar la funcionalidad del producto.
Para profundizar en estrategias de toleranciado, ajustes y control dimensional, consulta nuestra guía de tolerancias para maquinado CNC.
Cambio #5: Elimina especificaciones que no aportan valor funcional
Muchas piezas no se vuelven costosas por su geometría, sino por lo que el plano exige alrededor de ella. Acabados superficiales extremadamente finos, reportes dimensionales innecesarios, inspecciones completas, requisitos geométricos excesivos o especificaciones copiadas de proyectos anteriores suelen incrementar el costo sin aportar beneficios reales al producto — un tema distinto a la geometría, pero igual de relevante en la guía de diseño para mecanizado CNC.
En manufactura existe una regla simple: cada requisito adicional debe justificar el costo que genera. Si una especificación no mejora el desempeño, la confiabilidad, la seguridad o la capacidad de ensamble, probablemente merece una segunda revisión. Para entender cómo esos requisitos se traducen en líneas de cotización, revisa también qué afecta más el costo de una pieza maquinada por CNC.
El costo invisible de los requisitos excesivos
Los costos más fáciles de identificar suelen ser el material y el tiempo de máquina. Los más difíciles de detectar aparecen en los detalles del plano.
Una rugosidad superficial más exigente puede requerir herramientas adicionales o pasadas de acabado. Un reporte dimensional completo puede consumir más tiempo en metrología que el propio mecanizado. Un requisito geométrico innecesariamente estricto puede obligar al taller a fabricar más lento, inspeccionar más y desechar piezas perfectamente funcionales.
El problema es que estos costos rara vez son evidentes durante el diseño. Normalmente aparecen cuando llega la cotización.
Cada línea adicional en un plano puede convertirse en tiempo de máquina, tiempo de inspección o tiempo de documentación.
Ejemplos comunes de sobreespecificación
- Rugosidad Ra 0,4 μm en toda la pieza cuando solo una superficie interactúa con un sello o rodamiento.
- Reporte CMM completo para un prototipo donde únicamente unas pocas dimensiones son funcionales.
- Acabado espejo en zonas que posteriormente serán pintadas, cubiertas o quedarán ocultas dentro del ensamble.
- GD&T extremadamente estricto heredado de otro proyecto con requisitos completamente distintos.
- Acabados superficiales premium aplicados a toda la pieza cuando solo ciertas zonas son visibles o críticas.
- Inspección 100% dimensional en componentes de bajo volumen donde un muestreo funcional sería suficiente.
Cuándo una especificación realmente agrega valor
Las especificaciones exigentes existen por una razón. El problema no es utilizarlas, sino aplicarlas donde no generan beneficios.
Una superficie de sellado puede justificar una rugosidad estricta. Un alojamiento de rodamiento puede requerir control geométrico preciso. Un componente aeroespacial puede necesitar trazabilidad completa. En esos casos el costo adicional está respaldado por una necesidad funcional real.
La pregunta correcta durante una revisión DFM suele ser simple: si relajamos esta especificación, ¿qué deja de funcionar? Si la respuesta es 'nada importante', probablemente existe una oportunidad de ahorro.
| Requisito | ¿Siempre necesario? |
|---|---|
| Ra 0,4 μm en todas las superficies | No |
| Reporte CMM completo en prototipos | No |
| ±0,01 mm en toda la pieza | No |
| Acabado espejo | No |
| Inspección 100% dimensional | No |
| GD&T estricto en características no funcionales | No |
Dónde conviene invertir la precisión
La estrategia más eficiente no consiste en eliminar requisitos, sino en concentrarlos donde realmente generan valor.
Las superficies de sellado, alojamientos de precisión, interfaces críticas de ensamble y características relacionadas con seguridad o desempeño merecen atención especial. El resto de la pieza puede fabricarse con especificaciones más razonables que reduzcan tiempo de máquina, inspección y documentación sin comprometer la función del producto.
Si tu proyecto requiere tratamientos superficiales, acabados estéticos o protección contra corrosión, consulta también nuestra biblioteca de acabados para manufactura para entender cuándo cada proceso agrega valor y cuándo solo incrementa costo.
Caso práctico: cómo una revisión DFM redujo el costo 38%
Para entender por qué el diseño suele tener más impacto que la negociación, veamos un escenario típico.
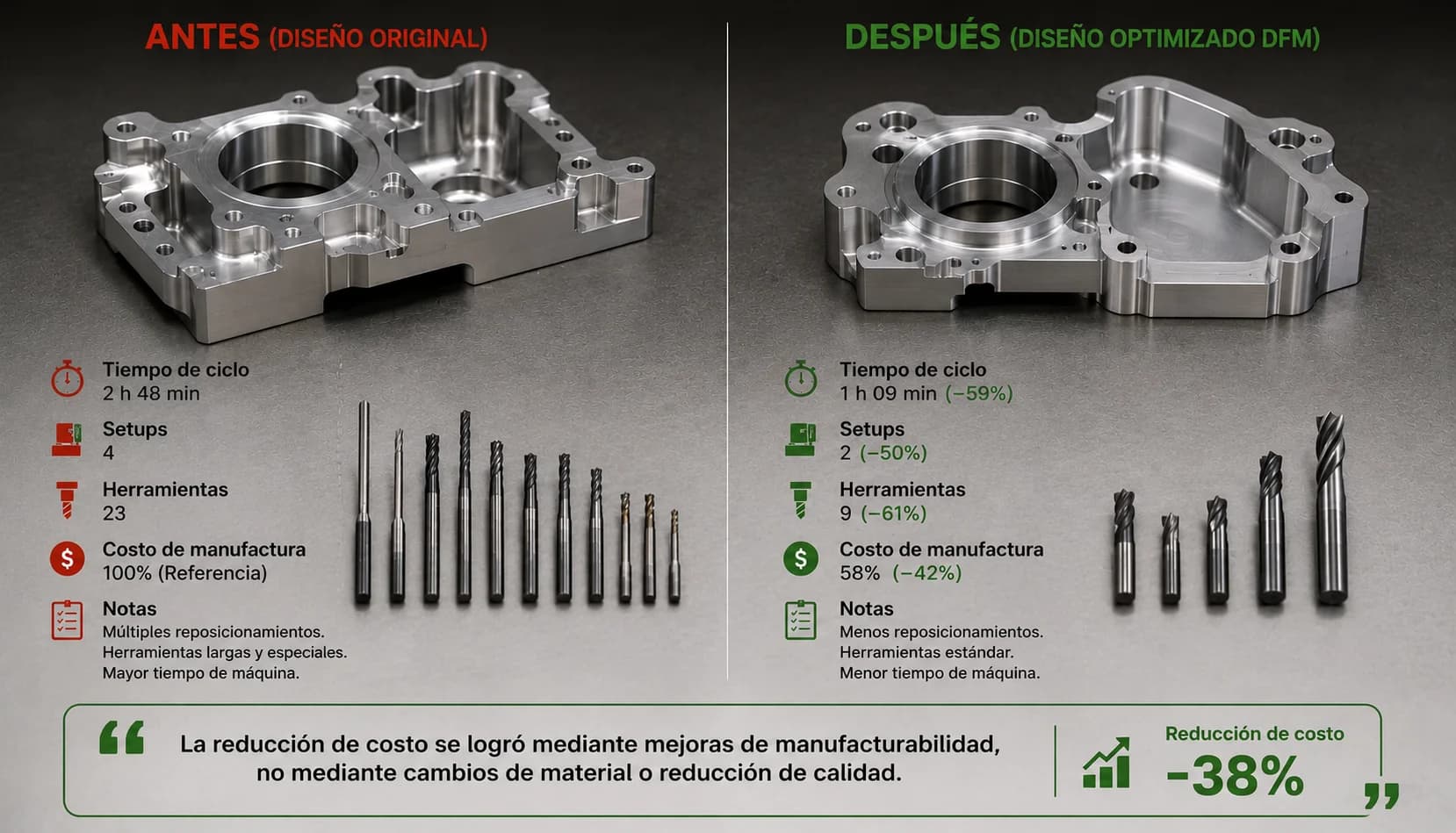
Un equipo de ingeniería solicitó cotización para un bracket fabricado en aluminio 6061-T6. La pieza cumplía perfectamente su función, pero la primera cotización resultó considerablemente más alta de lo esperado. Desde compras, la reacción inicial fue la habitual: solicitar descuentos y comparar proveedores.
Sin embargo, antes de volver a cotizar, se realizó una revisión DFM enfocada exclusivamente en manufacturabilidad. El objetivo no era reducir calidad ni modificar la función del componente. La meta era identificar características que estuvieran agregando costo sin aportar valor real.
Qué se modificó
Durante la revisión se identificaron varias oportunidades de optimización. Ninguna afectaba resistencia estructural, ensamble o desempeño operativo del bracket.
- Se eliminaron orientaciones innecesarias para reducir el número de setups.
- Los radios internos se incrementaron para permitir herramientas más rígidas y productivas.
- Se simplificaron algunas cavidades para reducir tiempo de mecanizado.
- Se eliminaron tolerancias estrictas en dimensiones que no afectaban el ensamble.
- Se redujo el número total de herramientas requeridas para fabricar la pieza.
| Característica | Diseño original | Diseño optimizado |
|---|---|---|
| Setups | 5 | 2 |
| Radios internos | 1 mm | 6 mm |
| Tiempo de ciclo estimado | 32 min | 18 min |
| Herramientas distintas | 8 | 4 |
| Costo relativo | 100% | 62% |
El resultado
El material permaneció exactamente igual. La resistencia mecánica permaneció igual. La función del bracket permaneció igual.
Lo que cambió fue la forma de fabricarlo dentro del flujo de servicios de maquinado CNC con revisión DFM integrada.
Al reducir setups, utilizar herramientas más productivas y concentrar la precisión únicamente donde era necesaria, el taller pudo fabricar la pieza con menos tiempo de preparación, menos cambios de herramienta y menor carga de inspección.
El resultado fue una reducción aproximada del 38% en el costo de manufactura, lograda antes de fabricar una sola pieza — el mismo tipo de optimización que puedes validar al solicitar una cotización con revisión DFM.
El mayor ahorro no vino de negociar la cotización. Vino de eliminar trabajo innecesario antes de que la pieza llegara a la máquina.
La lección
Este tipo de resultados no son excepcionales. En muchos proyectos, las mayores oportunidades de ahorro aparecen durante una revisión DFM temprana, cuando todavía existe libertad para ajustar geometrías, tolerancias y estrategias de manufactura — el enfoque que aplicamos en PREMSA Industries desde la primera revisión de archivo.
Una vez que el diseño queda congelado, la mayoría de esas oportunidades desaparecen y el equipo termina intentando recuperar mediante negociación lo que pudo haberse evitado desde ingeniería. La guía de diseño para mecanizado CNC resume los criterios que suelen mover la aguja en casos como este.
¿Qué cambio suele generar el mayor ahorro?
Después de revisar cientos de piezas y RFQs industriales, hay algo que se repite constantemente: los mayores ahorros rara vez vienen de negociar unos puntos porcentuales con el proveedor. Normalmente aparecen cuando se elimina trabajo innecesario de manufactura.
Cada setup eliminado, cada herramienta que deja de cambiarse, cada minuto de ciclo que desaparece y cada tolerancia innecesaria que sale del plano se convierten en ahorro real. Por eso los equipos de ingeniería más eficientes no esperan a recibir una cotización para pensar en costos: empiezan a optimizarlos desde el CAD. En prototipos y series cortas, ese margen también importa: el maquinado CNC de bajo volumen sin MOQ no elimina la necesidad de un diseño eficiente.
| Mejora | Potencial de ahorro | Velocidad de implementación |
|---|---|---|
| Reducir setups | Muy alto | Media |
| Reducir tiempo de ciclo | Muy alto | Media |
| Optimizar radios internos | Alto | Alta |
| Optimizar tolerancias y GD&T | Alto | Alta |
| Eliminar requisitos innecesarios | Alto | Alta |
| Seleccionar material más maquinable | Medio | Media |
La forma más rápida de reducir el costo de una pieza suele ser eliminar trabajo que la máquina nunca debió hacer.
Si una pieza sigue siendo costosa después de optimizar material y volumen, normalmente vale la pena revisar setups, tiempo de ciclo y tolerancias antes de volver a negociar precio. En la mayoría de los casos ahí están las oportunidades de ahorro más importantes — y ahí es donde la guía de diseño para mecanizado CNC y el desglose de costos en maquinado CNC se complementan mejor.
Checklist DFM antes de enviar un RFQ
Antes de subir tu archivo STEP o enviar un paquete técnico a manufactura, dedica cinco minutos a revisar esta lista. Una sola respuesta negativa puede representar horas de máquina innecesarias o cientos de dólares de diferencia en una cotización. Si aún estás armando el paquete, la guía de cómo mandar a hacer piezas CNC y la de archivos CAD para maquinado CNC ayudan a que la revisión DFM sea más rápida.
- ¿La pieza utiliza el menor número posible de setups?
- ¿Los radios internos son compatibles con herramientas estándar?
- ¿Las cavidades respetan relaciones razonables de profundidad y diámetro?
- ¿Las tolerancias estrictas están limitadas a características funcionales?
- ¿Las superficies críticas están claramente identificadas?
- ¿La rugosidad superficial está especificada solo donde aporta valor?
- ¿El material está alineado con la aplicación real y no sobredimensionado? (consulta materiales para manufactura si dudas)
- ¿El plano y el modelo STEP son consistentes entre sí?
- ¿Las notas de acabado, inspección y tratamiento son realmente necesarias?
- ¿Se realizó una revisión DFM antes de solicitar cotización?
Si varias respuestas generan dudas, probablemente existe una oportunidad de optimización antes de fabricar. La guía de diseño para mecanizado CNC profundiza en cada uno de estos puntos con ejemplos prácticos y recomendaciones de manufactura. Cuando el checklist esté claro, solicita una cotización con tu STEP para validar manufacturabilidad y costo en el mismo paquete.
Preguntas frecuentes
Preguntas frecuentes sobre cómo reducir costos de maquinado CNC
Respuestas rápidas para equipos de ingeniería, diseño y compras antes de enviar un RFQ.
- ¿Qué cambio de diseño suele reducir más el costo de una pieza CNC?
- En la mayoría de los proyectos, reducir el número de setups y disminuir el tiempo de ciclo genera el mayor impacto económico. Son mejoras que afectan directamente horas de máquina, programación, preparación e inspección. La guía de diseño para mecanizado CNC prioriza estos criterios con ejemplos prácticos.
- ¿Las tolerancias estrictas siempre aumentan el precio?
- Prácticamente sí. A medida que una tolerancia se vuelve más exigente, aumentan las operaciones de acabado, la frecuencia de inspección y el riesgo de rechazo. Lo recomendable es reservarlas para características funcionales, como se explica en la guía de tolerancias para maquinado CNC.
- ¿Cuántos setups son demasiados?
- Como regla práctica, 1 o 2 setups suelen ser eficientes. Entre 3 y 4 pueden ser razonables dependiendo de la geometría. Cuando una pieza requiere 5 o más setups, normalmente vale la pena revisar el diseño — la sección de orientación en la guía de diseño para mecanizado CNC ayuda a detectar giros innecesarios.
- ¿Qué profundidad máxima debería tener una cavidad CNC?
- Depende del material y de la herramienta, pero muchos talleres utilizan como referencia inicial una relación cercana a 3 veces el diámetro de la herramienta (3×D). Profundidades mayores suelen implicar herramientas más largas, ciclos más lentos y costos superiores; revisa pockets y profundidades en la guía de diseño para mecanizado CNC.
- ¿Vale la pena una revisión DFM antes de solicitar una cotización?
- Sí. Una revisión DFM temprana suele identificar problemas de manufacturabilidad antes de que se conviertan en costo. Es una de las actividades con mejor retorno de inversión dentro del proceso de desarrollo de producto. En PREMSA Industries la integramos al solicitar una cotización con tu archivo STEP.
En la mayoría de los proyectos, reducir el número de setups y disminuir el tiempo de ciclo genera el mayor impacto económico. Son mejoras que afectan directamente horas de máquina, programación, preparación e inspección. La guía de diseño para mecanizado CNC prioriza estos criterios con ejemplos prácticos.
Prácticamente sí. A medida que una tolerancia se vuelve más exigente, aumentan las operaciones de acabado, la frecuencia de inspección y el riesgo de rechazo. Lo recomendable es reservarlas para características funcionales, como se explica en la guía de tolerancias para maquinado CNC.
Como regla práctica, 1 o 2 setups suelen ser eficientes. Entre 3 y 4 pueden ser razonables dependiendo de la geometría. Cuando una pieza requiere 5 o más setups, normalmente vale la pena revisar el diseño — la sección de orientación en la guía de diseño para mecanizado CNC ayuda a detectar giros innecesarios.
Depende del material y de la herramienta, pero muchos talleres utilizan como referencia inicial una relación cercana a 3 veces el diámetro de la herramienta (3×D). Profundidades mayores suelen implicar herramientas más largas, ciclos más lentos y costos superiores; revisa pockets y profundidades en la guía de diseño para mecanizado CNC.
Sí. Una revisión DFM temprana suele identificar problemas de manufacturabilidad antes de que se conviertan en costo. Es una de las actividades con mejor retorno de inversión dentro del proceso de desarrollo de producto. En PREMSA Industries la integramos al solicitar una cotización con tu archivo STEP.
Conclusión
La mayoría de las piezas costosas no nacen en la máquina. Nacen en decisiones de diseño que obligan al taller a invertir más tiempo, más herramientas, más inspección y más preparación de la necesaria.
Reducir setups, optimizar radios, controlar la profundidad de cavidades, aplicar tolerancias inteligentes y eliminar especificaciones innecesarias son cambios que pueden transformar completamente la economía de una pieza sin modificar su función. Son los mismos principios que aplicamos en servicios de maquinado CNC con revisión DFM desde la cotización en PREMSA Industries.
Lo importante es entender que reducir costo no significa sacrificar calidad. Significa concentrar recursos donde realmente generan valor. Cuando la manufacturabilidad se considera desde el inicio del proyecto, el resultado suele ser una pieza más competitiva, más fácil de fabricar y más predecible durante producción. La guía de diseño para mecanizado CNC es la referencia más completa para estandarizar esos criterios en tu equipo.
El mejor descuento en maquinado CNC rara vez aparece en una negociación. Casi siempre aparece en una revisión inteligente del diseño.
Si quieres entender cómo estos factores terminan reflejándose en una cotización real, consulta también estos artículos relacionados:
- Qué afecta más el costo de una pieza maquinada por CNC — tiempo de máquina, setups y geometría.
- Guía de costos de materiales para maquinado CNC — cuánto pesa la materia prima en el precio final.
- Cómo se calcula el costo por hora de una máquina CNC — de la tarifa horaria al precio por pieza.
- Maquinados CNC en Monterrey — cotización y manufactura local.
- Qué es el fresado CNC — setups, cavidades y DFM en piezas prismáticas.

Escrito por
Adrian Cavazos y el Equipo de Ingeniería de PREMSA
Adrian Cavazos, fundador de PREMSA Industries, lidera un equipo de ingenieros de manufactura especializado en maquinado CNC, fabricación metálica y soluciones listas para producción. El equipo trabaja de cerca con los clientes para optimizar diseños, mejorar la manufacturabilidad (DFM) y asegurar una producción confiable y escalable desde prototipos hasta producción en volumen.


