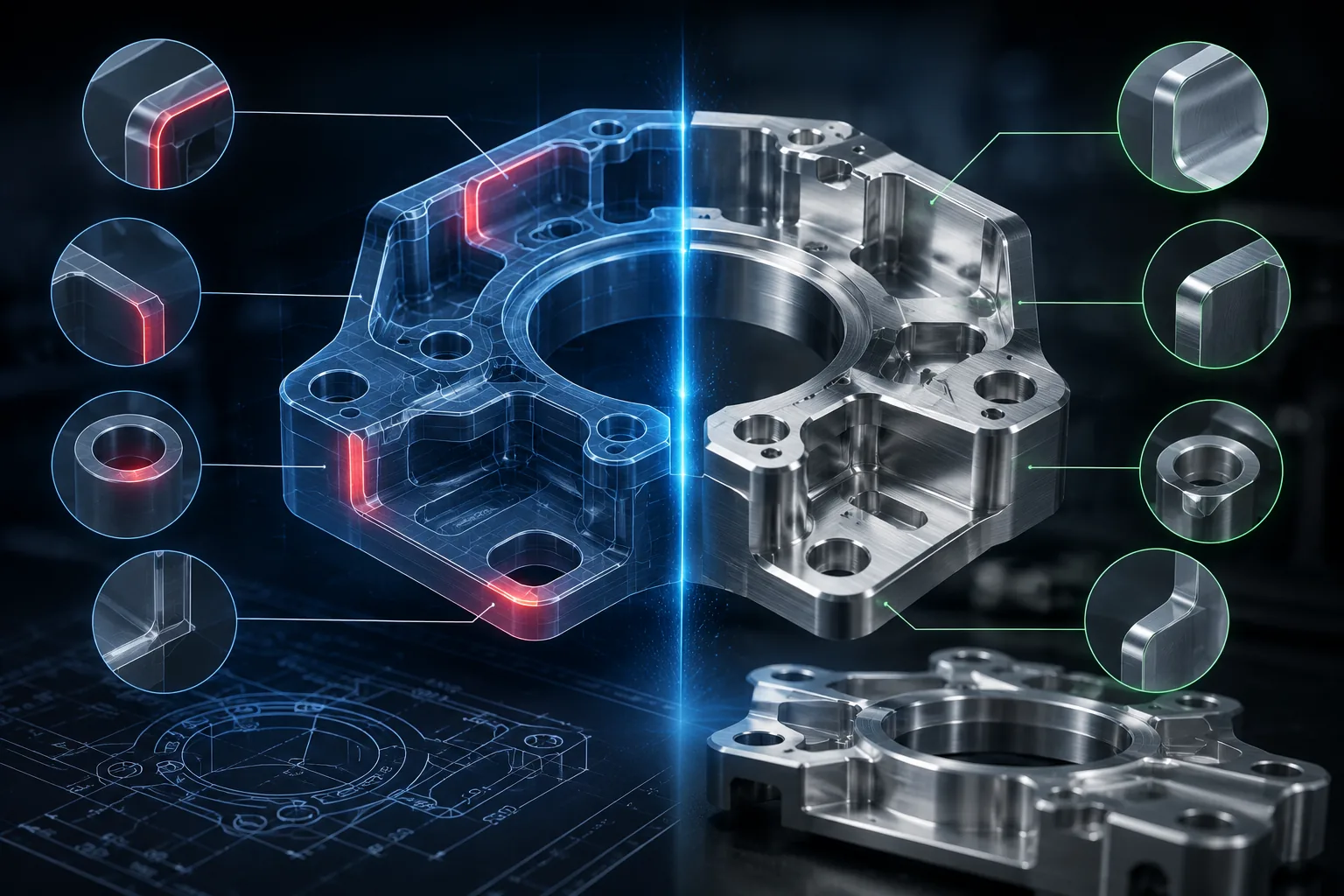
El aluminio es uno de los materiales más utilizados en maquinado CNC, pero elegir la aleación equivocada puede aumentar costos, generar deformaciones o complicar acabados sin aportar ninguna ventaja real a la pieza.
Dos componentes aparentemente similares pueden tener precios muy distintos. Una pieza fabricada en 6061-T651 con tolerancias funcionales y geometría compatible con herramientas estándar suele ser mucho más económica que otra en 7075-T6 con cavidades profundas, anodizado duro y tolerancias cerradas en toda la pieza. Aunque ambas estén hechas de aluminio, el tiempo de máquina, el riesgo de manufactura y los requisitos de inspección son completamente diferentes.
Por eso, la selección del aluminio no debería basarse únicamente en resistencia mecánica o disponibilidad. Factores como la aleación, el temple, la geometría, la estabilidad dimensional y el acabado superficial tienen un impacto directo en la manufacturabilidad y en el costo final.
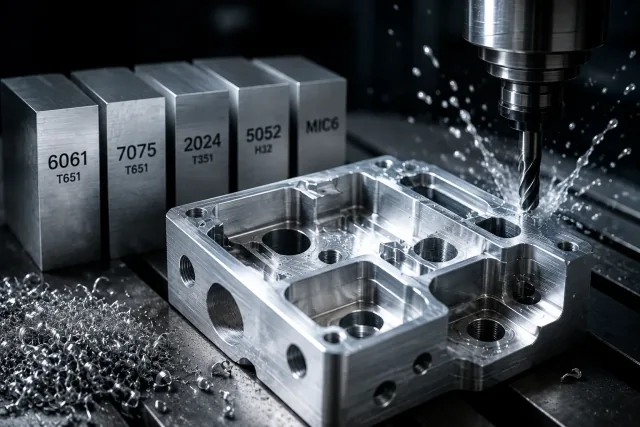
En esta guía explicamos cuándo utilizar 6061, 7075, 2024, 5052 o MIC6, cómo influye el temple en el comportamiento durante el maquinado y qué decisiones de diseño pueden reducir riesgo, tiempo de producción y costo sin comprometer el desempeño de la pieza.
Por qué el aluminio domina el maquinado CNC
El aluminio se ha convertido en el material de referencia para una gran parte de la manufactura CNC moderna porque combina propiedades que rara vez coinciden en otros materiales: baja densidad, alta maquinabilidad, buena estabilidad dimensional, excelente relación resistencia-peso y amplia disponibilidad industrial.
Desde prototipos funcionales hasta producción repetitiva, el aluminio permite remover grandes volúmenes de material a velocidades significativamente superiores a las utilizadas en aceros al carbono, inoxidables o superaleaciones. Esto se traduce en tiempos de ciclo más cortos, menor desgaste de herramienta, menor consumo energético por pieza y una mayor productividad general del proceso.
Además de su comportamiento favorable durante el corte, muchas aleaciones de aluminio ofrecen suficiente resistencia mecánica para aplicaciones estructurales, buena resistencia a la corrosión y compatibilidad con acabados superficiales como anodizado, cromatizado, pintura y recubrimientos especializados. Como resultado, el aluminio aparece de forma recurrente en componentes aeroespaciales, sistemas de automatización, dispositivos médicos, electrónica industrial, robótica, movilidad eléctrica y maquinaria OEM.
Sin embargo, asumir que todos los aluminios se comportan igual es uno de los errores más comunes en ingeniería. Diferencias aparentemente pequeñas en aleación, temple o forma de suministro pueden afectar estabilidad dimensional, acabado superficial, vida de herramienta, respuesta al anodizado e incluso el costo total de fabricación.
- Baja densidad (~2.70 g/cm³): aproximadamente un tercio de la densidad del acero, permitiendo reducir peso sin sacrificar rigidez en muchas aplicaciones.
- Altas tasas de remoción de material: velocidades de corte que pueden superar varias veces las utilizadas en aceros convencionales, reduciendo significativamente el tiempo de máquina.
- Excelente relación resistencia-peso: aleaciones como 6061-T6 y 7075-T6 ofrecen capacidades estructurales elevadas con una masa considerablemente menor que materiales ferrosos.
- Conductividad térmica elevada: facilita la disipación de calor tanto durante el proceso de maquinado como en la aplicación final de la pieza.
- Menor carga de corte: genera fuerzas de mecanizado inferiores a las de muchos aceros, permitiendo herramientas más largas, mayores avances y menor deformación de piezas delgadas.
- Amplia compatibilidad con acabados superficiales: anodizado Tipo II, anodizado duro Tipo III, cromatizado, bead blast y pintura industrial.
- Disponibilidad industrial global: aleaciones como 6061, 7075, 2024, 5052 y MIC6 se encuentran ampliamente disponibles en barra, placa, tubo y perfiles comerciales.
- Excelente estabilidad para prototipos y producción: facilita la transición desde una pieza única hasta lotes repetitivos manteniendo control dimensional y repetibilidad del proceso.
Aleaciones de aluminio para CNC: cuándo usar y cuándo evitar
Una de las preguntas más comunes durante una cotización CNC es: *¿qué aluminio debería usar?* La respuesta rara vez es tan simple como elegir la aleación más resistente o la más económica. Cada familia de aluminio fue desarrollada para resolver problemas distintos y presenta compromisos diferentes en resistencia mecánica, estabilidad dimensional, resistencia a la corrosión, maquinabilidad, respuesta al anodizado y costo.
En la práctica, muchas piezas terminan sobrediseñadas porque se selecciona una aleación de alto desempeño sin una necesidad funcional real. En otros casos ocurre lo contrario: se utiliza un material económico en aplicaciones donde las cargas, la fatiga o el entorno exigen propiedades superiores. El resultado puede ser un incremento innecesario en costos o un componente que no cumple con su vida útil esperada.
La selección correcta comienza entendiendo qué propiedad domina la aplicación. ¿La prioridad es resistencia estructural? ¿Estabilidad dimensional? ¿Corrosión? ¿Peso? ¿Fatiga? ¿Acabado superficial? Responder estas preguntas suele llevar rápidamente a una o dos aleaciones candidatas en lugar de analizar todo el catálogo disponible.
A continuación se muestran las aleaciones de aluminio más utilizadas en maquinado CNC industrial, cuándo aportan valor real y cuándo suelen existir alternativas más apropiadas.
6061-T6/T651 — el estándar industrial para la mayoría de piezas CNC
El aluminio 6061-T6 es probablemente la aleación más utilizada en manufactura CNC. Su popularidad proviene de un equilibrio excepcional entre resistencia mecánica, resistencia a la corrosión, disponibilidad comercial, costo y facilidad de maquinado.
Para la mayoría de aplicaciones industriales, el 6061 ofrece suficiente capacidad estructural sin los sobrecostos asociados a materiales de mayor desempeño. Además, responde bien a procesos secundarios como anodizado, pintura y ensamblajes mecánicos, lo que lo convierte en el punto de partida natural para nuevos diseños.
Cuando existe incertidumbre sobre qué aluminio seleccionar, 6061-T651 suele ser la referencia inicial más segura desde el punto de vista técnico y económico.
- Resistencia típica: ~290–310 MPa de resistencia a la tracción.
- Ventaja principal: excelente balance entre desempeño, disponibilidad y costo.
- Maquinabilidad: alta, con buena evacuación de viruta y acabado superficial consistente.
- Respuesta al anodizado: muy buena, especialmente para acabados cosméticos y funcionales.
- Cuándo usarlo: brackets, housings, bases, fixtures, manifolds, placas, automatización, robótica, electrónica industrial y prototipos funcionales.
- Cuándo evitarlo: cuando la relación resistencia-peso requerida justifica claramente materiales como 7075 o cuando la aplicación está dominada por requisitos específicos de fatiga.
7075-T6 — cuando la resistencia es la prioridad
El aluminio 7075-T6 se utiliza cuando las limitaciones de peso y resistencia mecánica son más importantes que el costo del material. Con propiedades mecánicas que pueden acercarse a ciertos aceros de baja aleación, el 7075 se ha convertido en una referencia para componentes estructurales donde cada gramo importa.
Su principal ventaja es una relación resistencia-peso excepcional. Esto permite reducir masa sin sacrificar capacidad de carga, motivo por el cual aparece frecuentemente en aplicaciones aeroespaciales, sistemas de movilidad de alto desempeño, automatización avanzada y componentes sometidos a esfuerzos elevados.
Sin embargo, el 7075 no es simplemente un '6061 más fuerte'. También implica un costo de material superior, menor resistencia natural a la corrosión y una respuesta diferente a ciertos procesos superficiales. Por ello, la decisión de migrar desde 6061 debería estar respaldada por una necesidad estructural real y no únicamente por la búsqueda de la máxima resistencia disponible.
- Resistencia típica: ~510–570 MPa de resistencia a la tracción.
- Ventaja principal: una de las relaciones resistencia-peso más altas disponibles entre las aleaciones de aluminio comerciales.
- Maquinabilidad: buena, aunque generalmente con mayor costo de material que 6061.
- Respuesta al anodizado: aceptable, pero menos uniforme que 6061 debido a su composición química.
- Cuándo usarlo: componentes estructurales ligeros, soportes de alta carga, sistemas aeroespaciales, automatización avanzada y aplicaciones donde reducir peso es crítico.
- Cuándo evitarlo: piezas generales donde 6061 cumple la función, aplicaciones altamente corrosivas sin protección superficial adecuada o proyectos sensibles al costo de material.
2024-T3/T4 — diseñado para resistir fatiga
El aluminio 2024-T3 ocupa una posición particular dentro de las aleaciones de alto desempeño. Aunque suele compararse con 7075 por sus propiedades mecánicas superiores al 6061, su verdadero punto fuerte no es únicamente la resistencia estática, sino su comportamiento bajo cargas repetitivas.
Cuando una pieza está sometida a miles o millones de ciclos de carga durante su vida útil, la resistencia a fatiga se vuelve tan importante como la resistencia máxima. En este escenario, el 2024 ha sido utilizado históricamente en estructuras aeronáuticas, componentes de movilidad y sistemas donde las cargas variables dominan el diseño.
La contrapartida es su menor resistencia natural a la corrosión debido a su contenido relativamente alto de cobre. Por esta razón, muchas aplicaciones requieren tratamientos superficiales o entornos controlados para aprovechar sus ventajas mecánicas sin comprometer durabilidad.
- Resistencia típica: ~430–480 MPa de resistencia a la tracción.
- Ventaja principal: excelente comportamiento bajo cargas cíclicas y esfuerzos repetitivos.
- Maquinabilidad: buena, con productividad similar a otras aleaciones aeronáuticas.
- Respuesta a la corrosión: inferior a 6061 y generalmente requiere mayor atención en ambientes agresivos.
- Cuándo usarlo: componentes sometidos a fatiga, estructuras aeronáuticas, sistemas de movilidad especializada y aplicaciones con cargas repetitivas.
- Cuándo evitarlo: ambientes corrosivos sin protección superficial, aplicaciones donde la resistencia a corrosión es más importante que la resistencia mecánica o diseños donde 6061 cumple adecuadamente los requisitos.
5052-H32 — cuando la corrosión importa más que la resistencia
El aluminio 5052-H32 pertenece a una familia de aleaciones desarrolladas para ofrecer excelente resistencia a la corrosión y buena conformabilidad, incluso en entornos donde otras aleaciones de aluminio pueden degradarse más rápidamente. Aunque rara vez es la primera elección para componentes estructurales mecanizados, sí ocupa un lugar importante en aplicaciones expuestas a humedad, ambientes marinos, químicos suaves y equipos industriales donde la durabilidad ambiental tiene mayor prioridad que la resistencia mecánica máxima.
A diferencia de 6061 o 7075, el 5052 es especialmente apreciado en componentes fabricados a partir de lámina debido a su capacidad para doblarse, conformarse y soldarse sin presentar los mismos riesgos de agrietamiento o pérdida de propiedades mecánicas. Por esta razón es común encontrarlo en gabinetes, cubiertas, paneles, envolventes, depósitos y componentes de fabricación metálica que posteriormente requieren operaciones secundarias de maquinado.
En aplicaciones donde la corrosión domina el diseño, el 5052 suele ofrecer una solución más apropiada que intentar proteger aleaciones estructurales mediante recubrimientos adicionales. Sin embargo, cuando la carga mecánica aumenta o la rigidez estructural se vuelve crítica, materiales como 6061 o 7075 normalmente representan una mejor alternativa.
- Resistencia típica: ~220–260 MPa de resistencia a la tracción.
- Ventaja principal: excelente resistencia natural a la corrosión sin necesidad de tratamientos especiales.
- Conformabilidad: muy superior a la mayoría de las aleaciones estructurales de aluminio.
- Soldabilidad: excelente para estructuras ligeras y fabricación metálica.
- Cuándo usarlo: ambientes húmedos, aplicaciones marinas, gabinetes, cubiertas, depósitos, componentes de lámina y piezas con operaciones de doblado.
- Cuándo evitarlo: componentes estructurales de alta carga, piezas donde la relación resistencia-peso sea crítica o aplicaciones donde 6061 y 7075 aporten ventajas mecánicas significativas.
MIC6 — estabilidad dimensional por encima de la resistencia
El aluminio MIC6 no fue desarrollado para competir con aleaciones estructurales como 6061 o 7075. Su propósito es diferente: proporcionar una placa extremadamente estable, plana y libre de tensiones internas para aplicaciones donde la precisión geométrica es más importante que la resistencia máxima.
Mientras que una placa convencional puede deformarse después de remover grandes cantidades de material debido a esfuerzos residuales acumulados durante el proceso de laminación, MIC6 se fabrica mediante procesos especializados de fundición y alivio de tensiones diseñados específicamente para minimizar este comportamiento. Como resultado, es una de las opciones preferidas para mesas de precisión, fixtures, bases de inspección, herramentales, plantillas y componentes donde la planicidad debe mantenerse incluso después de operaciones extensivas de maquinado.
En muchos proyectos de tooling, el costo adicional de utilizar MIC6 se recupera rápidamente al reducir retrabajos, ajustes manuales y problemas de deformación durante la fabricación. Sin embargo, su resistencia mecánica relativamente baja significa que no debe considerarse como reemplazo directo de aleaciones estructurales cuando la capacidad de carga es un requisito crítico.
- Ventaja principal: estabilidad dimensional excepcional y mínima deformación post-maquinado.
- Planicidad: significativamente superior a la mayoría de placas laminadas convencionales.
- Esfuerzos residuales: extremadamente bajos gracias a su proceso de fabricación.
- Maquinabilidad: excelente para grandes volúmenes de remoción de material.
- Cuándo usarlo: fixtures, herramentales, mesas de precisión, bases de inspección, placas de montaje y superficies críticas de referencia.
- Cuándo evitarlo: componentes estructurales sometidos a cargas elevadas, aplicaciones donde la resistencia mecánica sea el principal criterio de diseño o piezas donde 6061-T651 pueda cumplir adecuadamente la función.

| Aleación | Resistencia típica | Maquinabilidad | Corrosión | Estabilidad dimensional | Costo relativo | Aplicación típica |
|---|---|---|---|---|---|---|
| 6061-T651 | ~290–310 MPa | Excelente | Muy buena | Buena | $ | Brackets, housings, manifolds, placas, automatización y propósito general |
| 7075-T6 | ~510–570 MPa | Muy buena | Media | Buena | $$$ | Componentes estructurales ligeros y aplicaciones de alta carga |
| 2024-T3/T4 | ~430–480 MPa | Muy buena | Media-baja | Buena | $$$ | Piezas sometidas a fatiga y cargas cíclicas repetitivas |
| 5052-H32 | ~220–260 MPa | Buena | Excelente | Buena | $$ | Lámina, gabinetes, ambientes marinos y equipos expuestos a humedad |
| MIC6 | ~150–180 MPa | Excelente | Buena | Excelente | $$$ | Fixtures, tooling, mesas de precisión y placas de referencia |
Si no existe un requisito técnico específico que obligue a otra opción, 6061-T651 suele ser el mejor punto de partida para la mayoría de piezas CNC. Cuando la prioridad es maximizar resistencia estructural, 7075-T6 normalmente se convierte en el siguiente candidato. Si la aplicación está dominada por cargas cíclicas, 2024-T3/T4 puede ofrecer ventajas importantes en fatiga. Para ambientes corrosivos o componentes fabricados a partir de lámina, 5052-H32 suele ser una mejor elección. Cuando la estabilidad dimensional y la planicidad son críticas, especialmente en fixtures y herramentales, MIC6 suele justificar su costo adicional al reducir deformaciones y retrabajos.
Cómo seleccionar la aleación correcta
La mejor aleación no es necesariamente la más resistente ni la más costosa. La selección correcta depende de identificar qué requisito domina el diseño de la pieza. En la mayoría de proyectos, una sola propiedad suele tener mucho más impacto que las demás: resistencia estructural, fatiga, resistencia a la corrosión, estabilidad dimensional o costo.
Por esa razón, la selección debería comenzar definiendo la función real del componente y no comparando hojas de datos. Elegir una aleación con propiedades muy superiores a las necesarias normalmente incrementa el costo sin generar beneficios prácticos, mientras que seleccionar una aleación insuficiente puede comprometer desempeño, vida útil o confiabilidad.
- Para la mayoría de aplicaciones industriales, 6061-T651 sigue siendo el punto de partida más equilibrado por su combinación de resistencia, maquinabilidad, disponibilidad y costo.
- Cuando la relación resistencia-peso es el factor dominante y cada gramo importa, 7075-T6 suele justificar su costo adicional.
- Si la pieza estará sometida a millones de ciclos de carga durante su vida útil, 2024-T3/T4 puede ofrecer ventajas importantes en resistencia a fatiga.
- Cuando la exposición a humedad, ambientes marinos o agentes corrosivos domina el diseño, 5052-H32 suele ser una alternativa más apropiada que las aleaciones estructurales convencionales.
- Para fixtures, herramentales, mesas de precisión o placas donde la planicidad y la estabilidad dimensional son críticas, MIC6 normalmente ofrece mejores resultados que una placa laminada convencional.
- Antes de liberar cualquier diseño, valida siempre el impacto de la aleación sobre maquinabilidad, disponibilidad, acabados superficiales y costo total de fabricación.
Temple del aluminio: por qué T651 puede salvar una pieza completa
Cuando se selecciona una aleación de aluminio, la mayoría de las personas se concentra únicamente en el número de material: 6061, 7075, 2024 o 5052. Sin embargo, el temple puede ser igual de importante que la propia aleación.
El temple define el estado metalúrgico del material después de tratamientos térmicos, deformación mecánica y procesos de estabilización. Estas diferencias afectan directamente resistencia mecánica, estabilidad dimensional, comportamiento durante el corte y riesgo de deformación después del maquinado.
En piezas simples la diferencia puede pasar desapercibida. Sin embargo, en componentes con cavidades profundas, grandes volúmenes de remoción de material, paredes delgadas o superficies extensas de precisión, seleccionar el temple incorrecto puede provocar alabeo, movimiento dimensional, retrabajos o incluso scrap completo de la pieza.
Uno de los errores más comunes consiste en asumir que dos placas de aluminio 6061 se comportarán igual durante el maquinado. En realidad, una placa 6061-T651 suele mantener mucho mejor su geometría después del corte que una placa sin alivio adecuado de tensiones internas. Cuando se remueven grandes cantidades de material, estas tensiones pueden liberarse y deformar la pieza incluso después de haber salido correctamente de la máquina.
| Temple | Descripción | Comportamiento durante el maquinado | Ventajas principales | Aplicaciones típicas |
|---|---|---|---|---|
| T6 | Tratamiento térmico de solución seguido de envejecimiento artificial | Buen equilibrio entre resistencia y maquinabilidad | Amplia disponibilidad y excelentes propiedades mecánicas | Uso industrial general |
| T651 | T6 con alivio de tensiones mediante estirado controlado | Menor tendencia a deformarse durante y después del maquinado | Mayor estabilidad dimensional y menor riesgo de alabeo | Placas, fixtures, cavidades profundas y superficies críticas |
| O | Material completamente recocido | Material blando con mayor tendencia a rebaba y adhesión | Excelente conformabilidad y doblado | Procesos de formado y fabricación de lámina |
| T4 | Tratado en solución y envejecido naturalmente | Propiedades intermedias que dependen fuertemente de la aleación | Buen compromiso entre ductilidad y resistencia | Aplicaciones aeronáuticas y especializadas |
Para la mayoría de piezas mecanizadas a partir de placa, T651 suele ser la opción preferida cuando existe riesgo de deformación. El costo adicional del material normalmente es insignificante comparado con el costo de una pieza terminada que pierde planicidad, concentricidad o posición después de liberar tensiones internas.
En aplicaciones de precisión, la diferencia entre una pieza estable y una pieza problemática muchas veces no está en la aleación seleccionada, sino en el temple con el que llegó el material al taller.
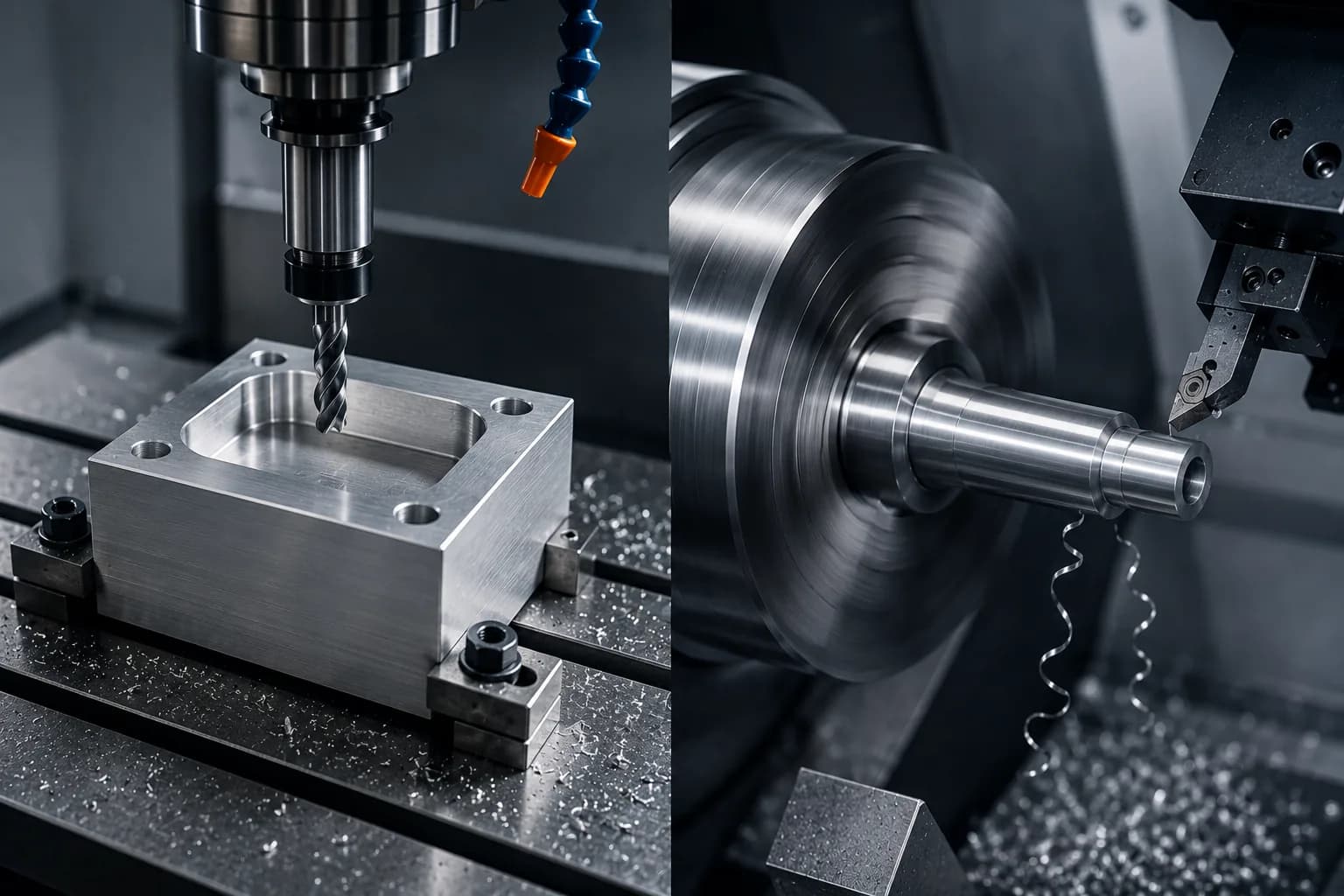
Fresado vs torneado en aluminio: la geometría define el proceso
Una de las ventajas más importantes del aluminio es que puede mecanizarse eficientemente tanto en centros de maquinado como en tornos CNC. Sin embargo, la productividad, precisión y costo final dependen directamente de elegir el proceso correcto para la geometría de la pieza.
En términos generales, las piezas prismáticas dominadas por caras planas, cavidades, bolsillos, agujeros y múltiples orientaciones suelen fabricarse mediante fresado CNC. Por el contrario, las piezas de revolución donde la geometría principal gira alrededor de un eje central normalmente se producen mediante torneado CNC.
Aunque esta diferencia parece sencilla, seleccionar el proceso incorrecto puede multiplicar tiempos de ciclo, incrementar setups, requerir fijaciones complejas o incluso volver inviable una pieza desde el punto de vista económico. Por esa razón, durante la revisión DFM suele analizarse primero qué porcentaje de la geometría es naturalmente prismática y qué porcentaje es rotacional.
El aluminio favorece ambos procesos gracias a sus bajas fuerzas de corte, buena evacuación de viruta y capacidad para operar a velocidades significativamente superiores a las utilizadas en materiales ferrosos. Esto permite aprovechar estrategias de alto avance, herramientas de carburo de alta hélice y trayectorias modernas de mecanizado sin comprometer productividad ni acabado superficial.
| Factor | Fresado CNC | Torneado CNC |
|---|---|---|
| Geometría dominante | Prismática | Rotacional o axialmente simétrica |
| Ejemplos típicos | Brackets, housings, manifolds, placas, fixtures | Ejes, bujes, poleas, espaciadores, adaptadores |
| Principal driver de costo | Número de setups, cavidades, profundidad de bolsillos y tolerancias entre caras | Tiempo de ciclo asociado a diámetro, longitud y volumen removido |
| Ventaja principal | Gran libertad geométrica | Altísima productividad en piezas de revolución |
| Tolerancias críticas comunes | Posición, perpendicularidad, planicidad y paralelismo | Concentricidad, circularidad y runout |
| Problemas frecuentes | Chatter, deflexión de herramienta y deformación de paredes delgadas | Rebaba, vibración en piezas largas y control de concentricidad |
| Escalabilidad en producción | Media a alta | Muy alta |
Desde la perspectiva de costos, una de las reglas más útiles es que las piezas de revolución casi siempre serán más económicas cuando pueden producirse íntegramente en torno CNC. Un eje escalonado, un buje o un espaciador suelen fabricarse mucho más rápido en torno que en un centro de maquinado. De forma similar, intentar fabricar un housing complejo o un manifold mediante operaciones predominantemente de torneado suele generar tiempos de ciclo y costos innecesarios.
En diseños modernos también existen piezas híbridas que combinan características prismáticas y rotacionales. En estos casos pueden intervenir tornos con herramienta viva y eje Y, centros multitarea o secuencias de maquinado combinadas. La decisión final depende de la complejidad geométrica, volumen de producción, tolerancias requeridas y estrategia de manufactura seleccionada.
Parámetros de corte en aluminio: por qué puede maquinarse tan rápido
Una de las razones por las que el aluminio domina gran parte de la manufactura CNC moderna es su capacidad para soportar tasas de remoción de material significativamente mayores que las utilizadas en aceros convencionales. Su baja dureza relativa, menor fuerza de corte y excelente conductividad térmica permiten trabajar con velocidades superficiales elevadas manteniendo buena vida de herramienta y acabados superficiales consistentes.
Sin embargo, la productividad no depende únicamente de aumentar RPM o avance. La capacidad de mecanizar aluminio de forma eficiente es el resultado de un equilibrio entre geometría de herramienta, evacuación de viruta, estabilidad de sujeción, estrategia CAM y comportamiento específico de la aleación utilizada.
En operaciones de fresado CNC, el aluminio suele beneficiarse de herramientas diseñadas específicamente para materiales no ferrosos, con espacios amplios para evacuación de viruta, ángulos de hélice elevados y estrategias de corte que mantengan una carga constante sobre el filo. Esto permite aprovechar la capacidad de remoción del material sin generar acumulación de calor ni deterioro prematuro de la herramienta.
| Factor | Recomendación general | Impacto en el proceso |
|---|---|---|
| Velocidad de corte | Alta en comparación con aceros | Incrementa productividad y reduce tiempo de ciclo |
| Número de filos | 2–3 filos en la mayoría de aplicaciones | Mejora evacuación de viruta y reduce riesgo de adhesión |
| Ángulo de hélice | 35°–45° | Disminuye fuerzas de corte y mejora acabado superficial |
| Estrategia de mecanizado | Climb milling y trayectorias HEM/trocoidales | Mantiene carga estable y mejora vida de herramienta |
| Evacuación de viruta | Prioridad crítica | Evita recorte de viruta y defectos superficiales |
| Refrigeración | Aire, MQL o refrigerante según aplicación | Reduce adhesión y estabiliza el proceso |
Los dos problemas más comunes al maquinar aluminio
A pesar de su excelente maquinabilidad, el aluminio presenta dos modos de falla recurrentes durante el mecanizado: BUE (Built-Up Edge o filo recrecido) y chatter.
El BUE ocurre cuando partículas de aluminio comienzan a adherirse al filo de corte formando una capa acumulada que modifica la geometría efectiva de la herramienta. Conforme esta acumulación crece, el acabado superficial empeora, las dimensiones comienzan a variar y aumenta el riesgo de rotura de herramienta. Este fenómeno suele estar asociado con evacuación deficiente de viruta, geometrías de herramienta inadecuadas o condiciones de corte fuera de la ventana óptima.
El chatter, por otro lado, es una vibración autoexcitada que aparece cuando la rigidez combinada de máquina, herramienta, fixture y pieza resulta insuficiente para absorber las fuerzas dinámicas generadas durante el corte. En aluminio suele manifestarse especialmente en cavidades profundas, herramientas largas y paredes delgadas.
En ambos casos, la solución rara vez consiste simplemente en reducir RPM. Las correcciones efectivas suelen involucrar modificaciones en la estrategia CAM, cambios de herramienta, reducción de voladizo, mejora de la sujeción o ajustes en la distribución de carga radial y axial. Desde una perspectiva de manufacturabilidad, muchas de estas situaciones pueden prevenirse desde la etapa de diseño mediante radios internos adecuados, mejores accesos para herramienta y espesores compatibles con el proceso.
Tolerancias en aluminio: lo que realmente cuesta precisión
Una de las mayores ventajas del aluminio es su capacidad para alcanzar tolerancias estrechas con relativa facilidad en comparación con muchos materiales ferrosos. Su baja dureza, estabilidad durante el corte y menores fuerzas de mecanizado permiten obtener excelentes resultados dimensionales utilizando herramientas modernas de carburo y estrategias de proceso bien controladas.
Sin embargo, alcanzar una tolerancia específica y mantenerla de forma repetitiva no son exactamente el mismo problema. Una pieza puede cumplir una dimensión durante el maquinado y desviarse posteriormente debido a relajación de esfuerzos internos, cambios térmicos o deformación inducida por la propia sujeción.
Como referencia industrial, tolerancias generales de ±0.127 mm (±0.005") suelen considerarse rutinarias para la mayoría de piezas CNC de aluminio. Cuando la aplicación lo requiere, es común mantener características críticas dentro de ±0.025 mm (±0.001") e incluso valores más cerrados en diámetros, alojamientos, patrones de agujeros o superficies funcionales específicas.
No obstante, el costo de fabricación no aumenta de forma lineal conforme se reduce la tolerancia. Cada reducción en la ventana dimensional suele exigir mayor control de temperatura, herramientas más estables, estrategias de acabado adicionales, inspección más rigurosa y, en muchos casos, velocidades de producción más bajas.
Por esta razón, una de las prácticas DFM más efectivas consiste en aplicar tolerancias cerradas únicamente donde aportan valor funcional. Cuando cada dimensión de un plano se convierte en una característica crítica, el costo de fabricación e inspección aumenta considerablemente sin necesariamente mejorar el desempeño final del componente.
| Nivel de precisión | Rango típico | Aplicación común |
|---|---|---|
| General | ±0.127 mm (±0.005") | La mayoría de piezas mecanizadas |
| Precisión | ±0.050 mm (±0.002") | Ensamble mecánico y componentes funcionales |
| Alta precisión | ±0.025 mm (±0.001") | Alojamientos, interfaces críticas y piezas de precisión |
| Ultra precisión | < ±0.010 mm | Aplicaciones especializadas con control avanzado de proceso |
Antes de definir tolerancias estrechas, es recomendable identificar qué dimensiones afectan realmente la función de la pieza y cuáles pueden mantenerse bajo tolerancias generales. Esta simple decisión suele generar reducciones importantes en costo, tiempo de fabricación e inspección.
Sujeción y deformación: el verdadero desafío del aluminio
En la mayoría de los casos, remover material de aluminio no es la parte difícil del proceso. El verdadero reto consiste en mantener la geometría estable antes, durante y después del maquinado.
Las deformaciones suelen aparecer cuando se combinan tres factores: esfuerzos residuales presentes en el material, geometrías de baja rigidez y estrategias de sujeción agresivas. Conforme se elimina material, las tensiones internas que permanecían equilibradas comienzan a redistribuirse y pueden provocar movimientos dimensionales incluso después de completar el mecanizado.
Este fenómeno se vuelve especialmente importante en placas grandes, cavidades profundas, componentes de pared delgada, bases de precisión y piezas donde la planicidad es una característica funcional crítica. En estos escenarios, la selección correcta del material y la secuencia de maquinado suelen tener tanto impacto como la propia capacidad de la máquina CNC.
- Utiliza material estabilizado: 6061-T651 y MIC6 suelen ofrecer mejor comportamiento dimensional que materiales con mayores tensiones residuales.
- Desbasta y deja sobrematerial: remover la mayor parte del material antes de las pasadas finales permite liberar tensiones gradualmente.
- Realiza acabados ligeros: las pasadas de acabado deben minimizar fuerzas de corte y deformación inducida.
- Evita sobreapretar la pieza: una mordaza excesivamente ajustada puede deformar temporalmente la geometría y producir errores dimensionales al liberar la pieza.
- Utiliza fixtures dedicados cuando sea necesario: piezas de baja rigidez frecuentemente requieren soportes específicos para mantener estabilidad.
- Balancea la remoción de material: mecanizar ambos lados de una pieza de forma progresiva ayuda a minimizar deformaciones por redistribución de esfuerzos.
- Controla la secuencia de proceso: en piezas complejas, el orden de las operaciones puede ser tan importante como los parámetros de corte.
En muchas aplicaciones de precisión, el éxito del proyecto no depende únicamente de alcanzar una dimensión específica. Depende de que la pieza conserve esa dimensión después de liberar la mordaza, completar el acabado superficial, estabilizar su temperatura y entrar en servicio. Por esta razón, la estabilidad dimensional suele ser uno de los factores más importantes al diseñar y fabricar componentes de aluminio de alta precisión.

Acabados superficiales para aluminio mecanizado
El maquinado CNC define la geometría de una pieza, pero el acabado superficial determina gran parte de su comportamiento en servicio. Resistencia a la corrosión, desgaste, conductividad eléctrica, apariencia visual, facilidad de limpieza e incluso capacidad de ensamblaje pueden verse afectadas por el tratamiento superficial seleccionado.
En muchos proyectos el acabado se considera una decisión estética tomada al final del proceso. En la práctica, debería definirse desde la etapa de diseño, ya que algunos tratamientos modifican dimensiones, alteran rugosidad superficial o exigen consideraciones específicas de tolerancia y material base.
La selección correcta depende del entorno operativo, los requisitos funcionales y la vida útil esperada del componente. Un fixture interno puede funcionar perfectamente en estado maquinado, mientras que una carcasa electrónica expuesta al ambiente puede requerir anodizado para garantizar resistencia a la corrosión y estabilidad visual a largo plazo.
| Acabado | Qué aporta | Ventajas principales | Aplicaciones típicas |
|---|---|---|---|
| As Machined | Superficie directamente salida del proceso CNC | Menor costo y entrega más rápida | Prototipos funcionales, fixtures y validaciones internas |
| Bead Blast | Textura mate uniforme | Reduce marcas visuales y mejora apariencia técnica | Componentes estéticos y preparación previa a anodizado |
| Anodizado Tipo II | Capa protectora anodizada decorativa | Mayor resistencia a corrosión y posibilidad de color | Housings, electrónica, robótica y productos comerciales |
| Anodizado Tipo III (Hard Coat) | Capa anodizada de alta dureza | Mayor resistencia al desgaste y abrasión | Superficies de contacto, mecanismos y ambientes severos |
| Cromatizado (Chem Film) | Conversión química conductiva | Protección contra corrosión manteniendo conductividad eléctrica | Electrónica, aeroespacial y sistemas de puesta a tierra |
Cómo responde cada aleación al anodizado
No todas las aleaciones de aluminio reaccionan de la misma manera durante el anodizado. La composición química del material influye directamente en color, uniformidad visual, crecimiento de capa y apariencia final.
Entre las aleaciones más comunes, 6061-T6/T651 suele ofrecer los resultados más consistentes y uniformes desde el punto de vista estético. Por esta razón es ampliamente utilizado en carcasas, componentes visibles y productos donde la apariencia superficial es importante.
Aleaciones con mayor contenido de cobre, como 2024 y en menor medida 7075, pueden presentar variaciones de tonalidad, diferencias de color entre lotes o acabados menos homogéneos. Esto no implica un problema funcional, pero sí puede ser relevante cuando el componente tiene requisitos cosméticos estrictos.
Cuando la apariencia visual es crítica, la selección de aleación, el estado superficial previo al anodizado y el control del proveedor de acabado suelen ser tan importantes como el propio proceso de anodizado.
El mejor acabado superficial no es necesariamente el más costoso. Es aquel que aporta exactamente las propiedades funcionales necesarias sin agregar complejidad, tolerancias especiales o costos que la aplicación no requiere.
DFM para aluminio: los cambios que realmente reducen costo
La mayoría de las piezas de aluminio pueden fabricarse. La pregunta relevante no es si pueden fabricarse, sino cuánto costará hacerlo.
En la práctica, las mayores reducciones de costo rara vez provienen de cambiar de 7075 a 6061 o de negociar algunos dólares en material. Los ahorros más significativos normalmente aparecen cuando la geometría se adapta al proceso de manufactura.
Pequeñas decisiones de diseño pueden reducir tiempo de ciclo, simplificar sujeciones, eliminar setups completos y permitir el uso de herramientas más rígidas y productivas. En muchos casos, una revisión DFM realizada antes de liberar el plano puede generar más impacto económico que cualquier negociación posterior de precio.
- Aumenta radios internos: radios mayores permiten herramientas más rígidas, mayores avances y menor tiempo de ciclo.
- Evita cavidades profundas innecesarias: a medida que aumenta la relación profundidad-diámetro, aumentan vibración, tiempo de mecanizado y riesgo de scrap.
- Limita tolerancias críticas a superficies funcionales: inspeccionar toda una pieza con tolerancias cerradas incrementa significativamente el costo.
- Diseña paredes con suficiente rigidez: espesores extremadamente delgados incrementan riesgo de chatter, deformación y retrabajo.
- Reduce el número de setups: cada orientación adicional implica tiempo de preparación, riesgo acumulado y costo adicional.
- Evalúa dividir componentes complejos: dos piezas simples ensambladas pueden costar menos que una sola pieza extremadamente difícil de maquinar.
- Alinea la geometría al proceso dominante: piezas rotacionales favorecen torneado; piezas prismáticas favorecen fresado.
- Evita profundidades de rosca excesivas: más allá de cierto punto, la resistencia adicional es mínima mientras que el tiempo de mecanizado continúa aumentando.
En la mayoría de los proyectos, los mayores ahorros no provienen de eliminar material, sino de eliminar complejidad innecesaria. Por esta razón, las revisiones DFM tempranas suelen ser una de las herramientas más efectivas para reducir costo, riesgo y tiempo de entrega antes de que la pieza llegue al taller.
Para profundizar en este tema, revisa retroalimentación DFM antes de fabricar y la guía de diseño para maquinado CNC.
Qué determina realmente el costo de una pieza CNC de aluminio
Existe una percepción común de que el precio de una pieza depende principalmente del material utilizado. En realidad, para la mayoría de componentes mecanizados en aluminio, el costo está dominado por la transformación y no por la materia prima.
Tiempo de máquina, complejidad geométrica, cantidad de setups, estrategia de inspección y acabados superficiales suelen tener mucho más impacto económico que la diferencia de precio entre distintas aleaciones.
| Factor | Impacto típico | Por qué influye |
|---|---|---|
| Tiempo de máquina | Muy alto | Determina gran parte del costo directo de fabricación |
| Número de setups | Alto | Incrementa preparación, inspección y riesgo acumulado |
| Complejidad geométrica | Alto | Puede requerir herramientas especiales y trayectorias más lentas |
| Tolerancias críticas | Medio-Alto | Exigen procesos e inspecciones adicionales |
| Acabados superficiales | Variable | Pueden añadir procesos externos y tiempos adicionales |
| Material | Bajo-Medio | Generalmente representa una fracción del costo total |
Como regla general, una pieza compleja fabricada en 6061 puede costar significativamente más que una pieza simple fabricada en 7075. La geometría casi siempre domina sobre el material cuando se analiza el costo total de manufactura.
Ejemplos reales de costo en piezas CNC de aluminio
Aunque cada proyecto es diferente, los ejemplos de precio ayudan a visualizar cómo la geometría, el proceso y la cantidad afectan una cotización mucho más que el peso del material. Los rangos siguientes representan escenarios típicos de manufactura CNC en aluminio para prototipos y lotes pequeños. No deben interpretarse como precios universales, sino como referencias para entender órdenes de magnitud.
| Tipo de pieza | Cantidad 1 | Cantidad 25 | Principal driver de costo |
|---|---|---|---|
| Espaciador simple | $15–40 USD | $3–10 USD | Setup y volumen |
| Buje mecanizado | $20–60 USD | $5–15 USD | Tiempo de ciclo y tolerancias |
| Bracket fresado | $40–150 USD | $10–40 USD | Número de caras y setups |
| Placa con cavidades | $60–250 USD | $15–80 USD | Profundidad de bolsillos y tiempo de máquina |
| Housing mecanizado | $80–500+ USD | $20–150+ USD | Complejidad geométrica, tolerancias y acabado |
Estos ejemplos muestran una realidad común en manufactura CNC: dos piezas fabricadas en la misma aleación pueden diferir varias veces en precio aun teniendo dimensiones similares. Un housing con cavidades profundas, múltiples orientaciones y anodizado duro puede costar considerablemente más que una placa simple fabricada en una aleación más costosa.
Por esta razón, el material rara vez es el principal responsable de una cotización alta. En la mayoría de los casos, la geometría, el tiempo de máquina, los requisitos de inspección y la complejidad del proceso tienen un impacto mucho mayor sobre el costo final.
Si deseas analizar ejemplos más detallados por geometría, cantidades y procesos de fabricación, consulta ejemplos de piezas CNC con precio.
En la mayoría de las piezas CNC de aluminio, el costo no lo determina la aleación. Lo determinan la geometría, las tolerancias, la estrategia de manufactura y el tiempo de máquina necesario para producirla.
Preguntas frecuentes sobre maquinado CNC de aluminio
Respuestas rápidas para equipos de ingeniería, manufactura y compras que trabajan con componentes mecanizados de aluminio.
- ¿Cuál es la mejor aleación de aluminio para empezar un diseño CNC?
- Como punto de partida, 6061-T651 suele ser la opción más equilibrada por su combinación de resistencia mecánica, maquinabilidad, disponibilidad y costo. En la mayoría de aplicaciones industriales es la referencia inicial más segura.
- ¿6061 o 7075: cuál debería elegir?
- Si no existe un requisito estructural exigente, normalmente 6061-T651 es suficiente y más económico. 7075-T6 suele justificarse cuando la relación resistencia-peso es crítica o las cargas mecánicas realmente requieren un material de mayor desempeño.
- ¿Cuándo vale la pena subir de 6061 a 7075?
- Cuando la carga estructural, la reducción de peso o los factores de seguridad requeridos por la aplicación justifican el incremento de costo. Si no existe una razón funcional clara, el sobrecosto suele aportar poco valor real.
- ¿T651 realmente ayuda contra deformación?
- Sí. El alivio de esfuerzos incorporado en T651 reduce significativamente la tendencia al alabeo en placas, cavidades profundas y piezas con alta remoción de material.
- ¿Qué tolerancia estándar debo asumir en aluminio?
- Como referencia general, ±0.127 mm (±0.005") suele considerarse una tolerancia estándar para maquinado CNC. Características funcionales específicas pueden requerir tolerancias considerablemente más cerradas.
- ¿Qué causa el BUE (Built-Up Edge) en aluminio?
- El BUE aparece cuando partículas de aluminio se adhieren al filo de corte. Generalmente está relacionado con evacuación deficiente de viruta, herramientas inadecuadas para aluminio o condiciones de corte fuera de la ventana óptima.
- ¿Fresado o torneado para aluminio?
- Depende principalmente de la geometría. Las piezas prismáticas suelen fabricarse mediante fresado CNC, mientras que los componentes de revolución como ejes, bujes y espaciadores suelen producirse mediante torneado CNC.
- ¿El anodizado siempre incrementa mucho el costo?
- No necesariamente. El anodizado Tipo II suele tener un impacto moderado sobre el costo total. El anodizado duro Tipo III generalmente implica mayor costo debido al control adicional requerido para espesor, dureza y calidad superficial.
- ¿Cómo puedo reducir el costo sin afectar la función de la pieza?
- Las acciones más efectivas suelen ser aumentar radios internos, reducir setups, limitar tolerancias cerradas a superficies funcionales, simplificar cavidades profundas y adaptar la geometría al proceso de manufactura dominante.
- ¿El material es lo que más pesa en el precio final?
- En la mayoría de piezas CNC de aluminio, no. El tiempo de máquina, la complejidad geométrica, la inspección, los acabados y los setups suelen tener un impacto económico mayor que la diferencia de precio entre aleaciones.
Como punto de partida, 6061-T651 suele ser la opción más equilibrada por su combinación de resistencia mecánica, maquinabilidad, disponibilidad y costo. En la mayoría de aplicaciones industriales es la referencia inicial más segura.
Si no existe un requisito estructural exigente, normalmente 6061-T651 es suficiente y más económico. 7075-T6 suele justificarse cuando la relación resistencia-peso es crítica o las cargas mecánicas realmente requieren un material de mayor desempeño.
Cuando la carga estructural, la reducción de peso o los factores de seguridad requeridos por la aplicación justifican el incremento de costo. Si no existe una razón funcional clara, el sobrecosto suele aportar poco valor real.
Sí. El alivio de esfuerzos incorporado en T651 reduce significativamente la tendencia al alabeo en placas, cavidades profundas y piezas con alta remoción de material.
Como referencia general, ±0.127 mm (±0.005") suele considerarse una tolerancia estándar para maquinado CNC. Características funcionales específicas pueden requerir tolerancias considerablemente más cerradas.
El BUE aparece cuando partículas de aluminio se adhieren al filo de corte. Generalmente está relacionado con evacuación deficiente de viruta, herramientas inadecuadas para aluminio o condiciones de corte fuera de la ventana óptima.
Depende principalmente de la geometría. Las piezas prismáticas suelen fabricarse mediante fresado CNC, mientras que los componentes de revolución como ejes, bujes y espaciadores suelen producirse mediante torneado CNC.
No necesariamente. El anodizado Tipo II suele tener un impacto moderado sobre el costo total. El anodizado duro Tipo III generalmente implica mayor costo debido al control adicional requerido para espesor, dureza y calidad superficial.
Las acciones más efectivas suelen ser aumentar radios internos, reducir setups, limitar tolerancias cerradas a superficies funcionales, simplificar cavidades profundas y adaptar la geometría al proceso de manufactura dominante.
En la mayoría de piezas CNC de aluminio, no. El tiempo de máquina, la complejidad geométrica, la inspección, los acabados y los setups suelen tener un impacto económico mayor que la diferencia de precio entre aleaciones.
Recursos relacionados
Si estás definiendo material, proceso y presupuesto para tu siguiente pieza de aluminio, este cluster te da continuidad técnica:
- Costo de maquinado CNC — visión global del costo por pieza.
- Costo de materiales en maquinado CNC — cuánto pesa realmente el material.
- Qué afecta costo de una pieza maquinada — drivers técnicos clave.
- Cómo reducir costo con diseño — decisiones DFM de alto impacto.
- Retroalimentación DFM antes de fabricar — validación técnica temprana.
- Ejemplos de piezas CNC con precio — rangos ilustrativos por geometría.
- Qué es el fresado CNC — fundamentos del proceso prismático.
- Qué es el torneado CNC — fundamentos del proceso rotacional.
- Guía de diseño para maquinado CNC — checklist de diseño orientado a manufactura.

Escrito por
Adrian Cavazos y el Equipo de Ingeniería de PREMSA
Adrian Cavazos, fundador de PREMSA Industries, lidera un equipo de ingenieros de manufactura especializado en maquinado CNC, fabricación metálica y soluciones listas para producción. El equipo trabaja de cerca con los clientes para optimizar diseños, mejorar la manufacturabilidad (DFM) y asegurar una producción confiable y escalable desde prototipos hasta producción en volumen.