
Muchos compradores asumen que el costo de una pieza CNC depende principalmente del material. Si una pieza utiliza más aluminio, acero inoxidable o titanio, parecería lógico pensar que será más cara. Sin embargo, en la mayoría de los proyectos de manufactura, el material representa solo una parte de la ecuación.
Dos piezas fabricadas con exactamente la misma aleación pueden tener precios radicalmente distintos. La diferencia suele estar en cuánto tiempo toma producirlas, cuántas operaciones requieren, qué tan compleja es su geometría y cuánto trabajo debe realizarse antes de fabricar la primera pieza buena.
Por ejemplo, una pieza sencilla de aluminio puede costar menos que otra fabricada con el mismo material pero con cavidades profundas, tolerancias estrechas, múltiples cambios de herramienta y operaciones de acabado adicionales. Aunque ambas parten del mismo bloque de metal, la cantidad de tiempo que ocupan la máquina y el personal es completamente diferente.
Comprender qué factores generan costo permite tomar mejores decisiones desde la etapa de diseño, reducir retrabajos, optimizar cotizaciones y mejorar la rentabilidad del proyecto antes de que la materia prima llegue a la máquina.
| Factor | Impacto típico |
|---|---|
| Tiempo de máquina | Muy alto |
| Setup y preparación | Alto |
| Complejidad geométrica | Alto |
| Tolerancias e inspección | Alto |
| Material | Medio |
| Acabados superficiales | Medio |
Aunque el material suele recibir la mayor atención durante una cotización, en muchos proyectos el tiempo de máquina termina representando una porción más importante del costo total. Por eso, una de las preguntas más relevantes no es cuánto cuesta el metal, sino cuánto tiempo necesitará la máquina para convertirlo en una pieza terminada.
El verdadero rey del costo: el tiempo de máquina
Cuando una pieza entra a producción, la máquina comienza a consumir uno de los recursos más valiosos del taller: tiempo disponible de manufactura. Cada minuto que un centro de maquinado o torno CNC permanece cortando material, cambiando herramientas, posicionándose entre operaciones o verificando dimensiones tiene un costo asociado.
Energía eléctrica, depreciación de maquinaria, herramientas de corte, programación CAM, mantenimiento y capacidad productiva convergen en ese tiempo disponible. Por esa razón, en muchos proyectos CNC el principal impulsor del precio no es el material utilizado, sino la cantidad de tiempo que la máquina debe dedicar a fabricar cada pieza.
¿Qué es el tiempo de ciclo?
El tiempo de ciclo es el tiempo total que la máquina dedica a fabricar una pieza desde que inicia la operación hasta que la pieza queda lista para pasar a la siguiente etapa. Incluye mucho más que el simple corte de material:
- Corte — fresado, torneado, barrenado, roscado y operaciones de desbaste o acabado.
- Cambios de herramienta — cada inserto o fresa que entra y sale del husillo suma tiempo al ciclo.
- Posicionamientos — movimientos entre caras, referencias o diferentes orientaciones de la pieza.
- Inspecciones en proceso — mediciones intermedias para verificar dimensiones críticas.
- Movimientos en vacío — recorridos rápidos, aproximaciones y retiradas de herramienta que no cortan material pero consumen tiempo.
| Actividad | Genera costo | Impacto típico |
|---|---|---|
| Corte de material | Sí | Muy alto |
| Cambios de herramienta | Sí | Medio |
| Posicionamientos | Sí | Medio |
| Inspecciones en proceso | Sí | Medio |
| Movimientos en vacío | Sí | Medio |
Por qué minutos adicionales multiplican el costo
Dos piezas con el mismo material y fabricadas en la misma máquina pueden tener precios completamente distintos si una tarda mucho más tiempo en producirse. El costo no aumenta de forma arbitraria: aumenta porque la máquina permanece ocupada durante más tiempo.
| Concepto | Pieza A | Pieza B |
|---|---|---|
| Material por pieza | $120 | $120 |
| Tiempo de ciclo | 5 min | 20 min |
| Tiempo total para 100 piezas | 8.3 h | 33.3 h |
| Costo máquina (720 MXN/h) | $5,976 | $23,976 |
Mismo material. Misma máquina. Mismo taller. Sin embargo, la pieza con un ciclo cuatro veces más largo consume cuatro veces más capacidad productiva. Por eso características como cavidades profundas, radios internos pequeños, tolerancias exigentes o múltiples operaciones suelen impactar mucho más el precio final que algunos pesos de diferencia en la materia prima.
Características que aumentan el tiempo de ciclo
Muchas piezas parecen perfectamente razonables en CAD, pero desde la perspectiva de manufactura pueden multiplicar el tiempo de ciclo, aumentar el desgaste de herramientas y reducir la productividad de la máquina. En CNC, pequeñas decisiones de diseño pueden traducirse en minutos adicionales por pieza, y esos minutos terminan impactando directamente el costo final.
| Característica | Por qué aumenta el costo |
|---|---|
| Cavidades profundas | Requieren herramientas largas, parámetros conservadores y más pasadas. |
| Bolsas estrechas | Limitan el diámetro de herramienta y aumentan el tiempo de mecanizado. |
| Radios internos pequeños | Obligan a utilizar fresas más pequeñas y trayectorias más lentas. |
| Tolerancias cerradas | Incrementan inspección, ajustes y operaciones de acabado. |
| Acabados superficiales exigentes | Requieren pasadas adicionales y velocidades más conservadoras. |
| Roscas numerosas | Cada barreno y rosca agrega operaciones individuales. |
Un error común es asumir que estas características afectan únicamente el precio de programación. En realidad, impactan directamente la cantidad de tiempo que la máquina permanece ocupada produciendo cada pieza. Cuando el volumen aumenta, incluso unos pocos minutos extra por ciclo pueden representar horas adicionales de manufactura.
Si estás en etapa de diseño, nuestra guía de diseño para mecanizado CNC incluye recomendaciones prácticas para reducir tiempo de máquina, simplificar manufactura y optimizar costos desde el CAD.
El costo oculto que muchos olvidan: el setup
Incluso antes de que la primera viruta salga de la máquina, existe una cantidad considerable de trabajo que debe completarse para que una pieza pueda fabricarse correctamente. Ese tiempo normalmente no aparece en el modelo CAD, pero tiene un impacto importante en la cotización final.
¿Qué es el setup?
El setup es todo el trabajo necesario para preparar una orden antes de fabricar la primera pieza aceptable. Dependiendo de la complejidad del proyecto, puede representar desde algunos minutos hasta varias horas de trabajo especializado.
- Programación CAM — generación y simulación de trayectorias de herramienta.
- Selección de herramientas — definición de fresas, insertos, portaherramientas y estrategias de corte.
- Montaje de material — preparación de dispositivos de sujeción, mordazas o fixtures.
- Calibración — definición de ceros, offsets y compensaciones de herramienta.
- Primer artículo (FAI) — validación dimensional de las primeras piezas antes de iniciar producción.
Por qué una pieza única suele ser más cara
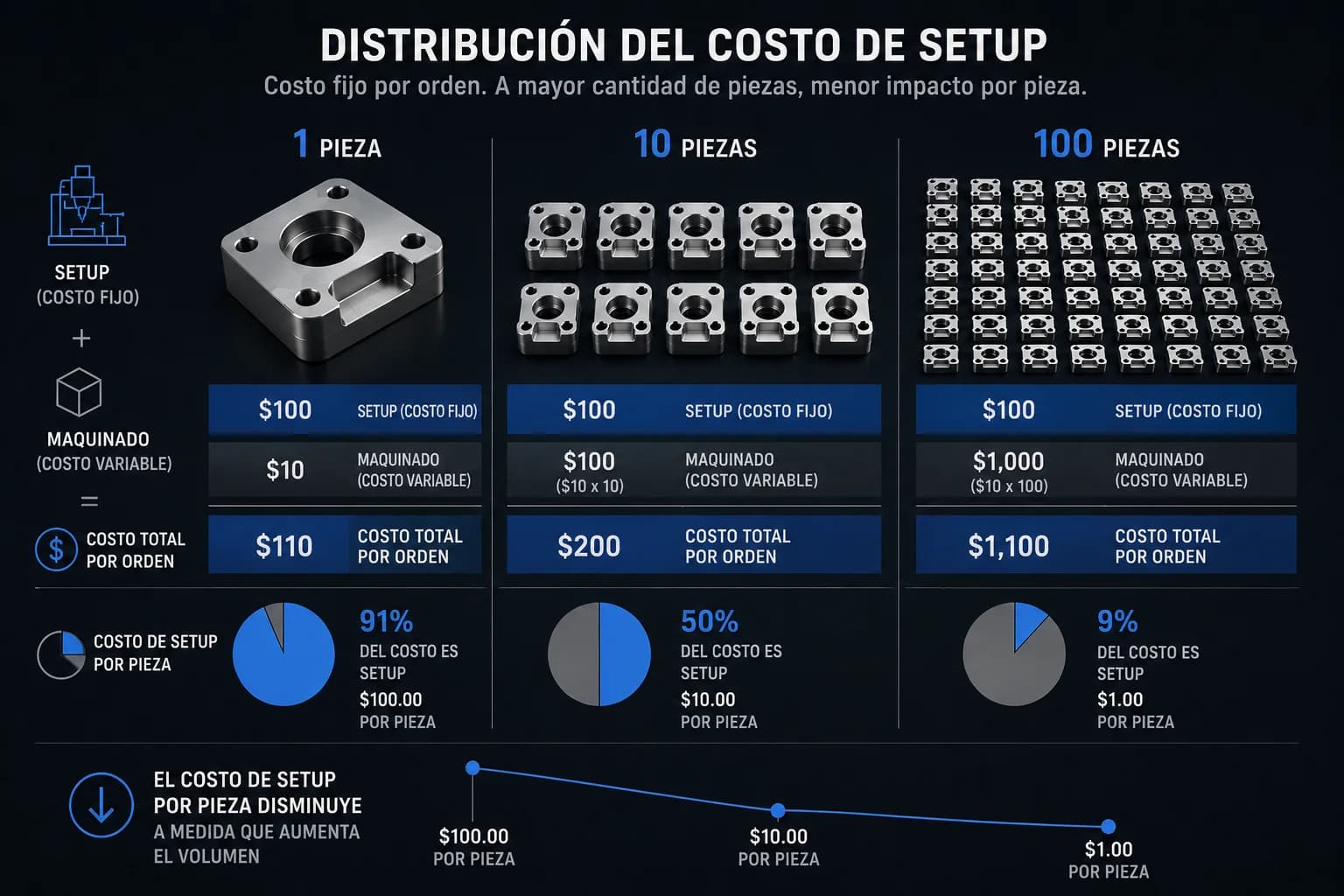
Uno de los conceptos más difíciles de visualizar para muchos compradores es que el setup suele ser prácticamente el mismo sin importar si se fabrica una pieza o cien. La máquina necesita programarse, prepararse y validarse antes de comenzar la producción.
| Cantidad | Setup total | Producción | Setup por pieza |
|---|---|---|---|
| 1 | 2 horas | 10 min | 2.00 h |
| 10 | 2 horas | 100 min | 0.20 h |
| 100 | 2 horas | 1000 min | 0.02 h |
Aquí aparece la verdadera economía de escala en CNC. El setup es un costo prácticamente fijo por orden; mientras más piezas se fabriquen en la misma corrida, menor será el impacto de ese costo sobre cada unidad. Por esa razón una pieza prototipo puede parecer costosa en comparación con un lote de producción, incluso cuando ambas utilizan exactamente el mismo material y proceso.
No se trata de que el taller cobre más por una sola pieza. Se trata de que el tiempo de programación, preparación, calibración e inspección inicial debe recuperarse independientemente de cuántas piezas se fabriquen.
Cómo reducir costos de setup
Aunque el setup es inevitable en prácticamente cualquier proyecto CNC, existen varias estrategias para reducir su impacto sobre el costo unitario. La clave está en aprovechar mejor el tiempo invertido en programación, preparación y validación de la producción.
| Estrategia | Beneficio |
|---|---|
| Agrupar órdenes | Permite reutilizar programación, herramientas y preparación. |
| Mantener diseños consistentes | Reduce modificaciones de CAM y cambios de setup. |
| Incrementar ligeramente el lote | Distribuye el costo fijo entre más piezas. |
| Estandarizar roscas y características | Reduce cambios de herramienta y tiempos de preparación. |
| Minimizar revisiones de diseño | Evita repetir programación y validaciones. |
- Agrupar órdenes — varias piezas o revisiones similares pueden aprovechar la misma programación y preparación.
- Mantener diseños consistentes — mismas referencias, roscas, herramientas y estrategias de manufactura reducen retrabajo de ingeniería.
- Pedir lotes ligeramente mayores — si el setup ya está realizado, fabricar algunas piezas adicionales suele reducir significativamente el costo unitario.
- Estandarizar características — utilizar diámetros, radios y roscas comunes simplifica la producción.
- Evitar cambios frecuentes de diseño — cada modificación importante puede obligar a repetir programación, validaciones e inspecciones.
Para prototipos, refacciones y series cortas sin MOQ exagerados, el maquinado CNC de bajo volumen permite aprovechar economías de escala razonables sin comprometer flexibilidad ni generar inventario innecesario.
Materia prima vs. maquinabilidad: no son lo mismo
Uno de los errores más comunes durante una cotización es asumir que el precio del material determina automáticamente el costo final de la pieza. Aunque la materia prima influye en el presupuesto, la realidad es que dos materiales con precios similares pueden generar costos de manufactura completamente diferentes dependiendo de qué tan fáciles sean de mecanizar.
El error de fijarse solo en el precio del material
Es tentador pensar que un material más barato producirá automáticamente una pieza más económica. Sin embargo, el costo de manufactura no depende únicamente de cuánto cuesta comprar una barra o una placa. También depende de cuánto tiempo toma transformarla en una pieza terminada.
La maquinabilidad describe qué tan fácil puede cortarse un material utilizando herramientas convencionales. Un material con buena maquinabilidad permite mayores velocidades de corte, menor desgaste de herramienta, menos vibración y ciclos de producción más cortos.
Por el contrario, algunos materiales requieren velocidades más conservadoras, generan más calor, desgastan herramientas con rapidez o exigen estrategias de mecanizado más complejas. En esos casos, el costo adicional suele provenir del tiempo de máquina y no necesariamente de la materia prima.
Materiales que se maquinan con facilidad
Estos materiales suelen ofrecer una combinación favorable de productividad, estabilidad de corte y vida de herramienta:
| Material | Maquinabilidad | Aplicaciones comunes |
|---|---|---|
| Aluminio 6061-T6 | Excelente | Prototipos, automatización, componentes industriales. |
| Latón C360 | Excelente | Conectores, válvulas, componentes torneados. |
| Acero 12L14 | Muy alta | Piezas torneadas de producción. |
- Aluminio 6061-T6 — excelente equilibrio entre resistencia, costo y facilidad de mecanizado.
- Latón C360 — uno de los materiales más productivos para operaciones de torneado y fresado.
- Acero 12L14 — acero de maquinado libre ampliamente utilizado para producción repetitiva.
Materiales que incrementan el costo de fabricación
No significa que deban evitarse. Muchos proyectos exigen materiales de alto desempeño por requisitos mecánicos, corrosión o temperatura. Sin embargo, es importante entender que normalmente implican ciclos más largos, menor vida de herramienta y mayores costos de producción.
| Material | Nivel de dificultad | Razón principal |
|---|---|---|
| Acero inoxidable 316 | Alta | Genera calor y endurecimiento por deformación. |
| Acero inoxidable 17-4PH | Alta | Mayor resistencia mecánica. |
| Titanio Grado 5 | Muy alta | Baja conductividad térmica y alta carga sobre herramienta. |
| Inconel y superaleaciones | Extrema | Velocidades de corte reducidas y desgaste acelerado. |
- Acero inoxidable 316 — requiere parámetros más conservadores y atención al desgaste.
- Acero inoxidable 17-4PH — combina resistencia y estabilidad dimensional a costa de una mayor dificultad de mecanizado.
- Titanio grado 5 — exige estrategias de corte especializadas y genera una carga significativa sobre la herramienta.
- Superaleaciones como Inconel — suelen requerir velocidades reducidas, más pasadas y costos de herramienta considerablemente mayores.
La conclusión es simple: el material más barato no siempre produce la pieza más barata. En muchos casos, una aleación con mejor maquinabilidad puede reducir tanto el tiempo de máquina que termina generando un costo total menor, incluso cuando su precio por kilogramo es superior.

Explora el catálogo completo de materiales para manufactura para comparar propiedades mecánicas, aplicaciones típicas y consideraciones de manufactura antes de solicitar una cotización.
Para entender cuánto representa la materia prima frente al maquinado en una cotización típica, consulta nuestra guía de costos de materiales para maquinado CNC.
La complejidad geométrica también cuesta dinero
Dos piezas pueden tener el mismo volumen de material, fabricarse en la misma máquina y utilizar la misma aleación, pero presentar costos radicalmente distintos debido a su geometría. En CNC, la complejidad no se mide únicamente por cómo se ve una pieza en CAD; se mide por la cantidad de operaciones, herramientas, setups e inspecciones necesarias para producirla correctamente.
Más operaciones = más costo
Cada vez que una pieza debe retirarse del fixture, girarse, volver a alinearse o transferirse a otra máquina, aumenta el tiempo total de manufactura. Lo mismo ocurre cuando se requieren herramientas especiales, estrategias de corte poco convencionales o verificaciones dimensionales adicionales.
| Factor | Impacto en costo |
|---|---|
| Más setups | Mayor tiempo de preparación y alineación. |
| Más herramientas | Incrementa cambios de herramienta y programación. |
| Más operaciones | Aumenta el tiempo total de máquina. |
| Más inspecciones | Incrementa tiempo de validación y control dimensional. |
| Mayor riesgo de error | Más probabilidad de retrabajo o rechazo. |
- Más setups — cada orientación adicional requiere tiempo de sujeción, alineación y validación.
- Más herramientas — radios especiales, barrenos profundos o geometrías complejas suelen requerir herramientas dedicadas.
- Más inspecciones — conforme aumenta el número de operaciones también aumenta el riesgo acumulado de error dimensional.
- Más programación CAM — trayectorias complejas requieren más tiempo de preparación antes de llegar a la máquina.
- Más posibilidades de retrabajo — la complejidad incrementa el riesgo de errores de manufactura.
Desde una perspectiva de costos, una pieza sencilla y bien optimizada casi siempre será más competitiva que otra con múltiples orientaciones, características difíciles de acceder o detalles innecesariamente complejos.

Señales de un diseño costoso
Existen ciertas características que suelen aparecer repetidamente en piezas difíciles o costosas de fabricar. No significa que deban evitarse siempre, pero sí conviene utilizarlas únicamente cuando aportan una función real al producto.
| Característica | Consecuencia típica |
|---|---|
| Radios internos muy pequeños | Herramientas más pequeñas y ciclos más largos. |
| Paredes delgadas | Vibración, deformación y mayor riesgo de rechazo. |
| Cavidades profundas | Herramientas largas y parámetros conservadores. |
| Tolerancias generales muy cerradas | Más inspección y operaciones de acabado. |
| Geometrías inaccesibles | Setups adicionales o procesos especiales. |
| Roscas excesivas | Más tiempo de mecanizado e inspección. |
- Esquinas internas perfectas (radio cero) — en CNC convencional casi siempre requieren radios mínimos o procesos secundarios especializados.
- Paredes extremadamente delgadas — incrementan vibración, flexión y riesgo de deformación durante el mecanizado.
- Profundidades excesivas respecto al ancho de la cavidad — limitan las herramientas disponibles y reducen la productividad.
- Tolerancias generales de ±0.01 mm en toda la pieza — obligan a tratar superficies no críticas como si fueran características de precisión.
- Características inaccesibles — pueden requerir múltiples orientaciones o incluso tecnologías de manufactura diferentes.
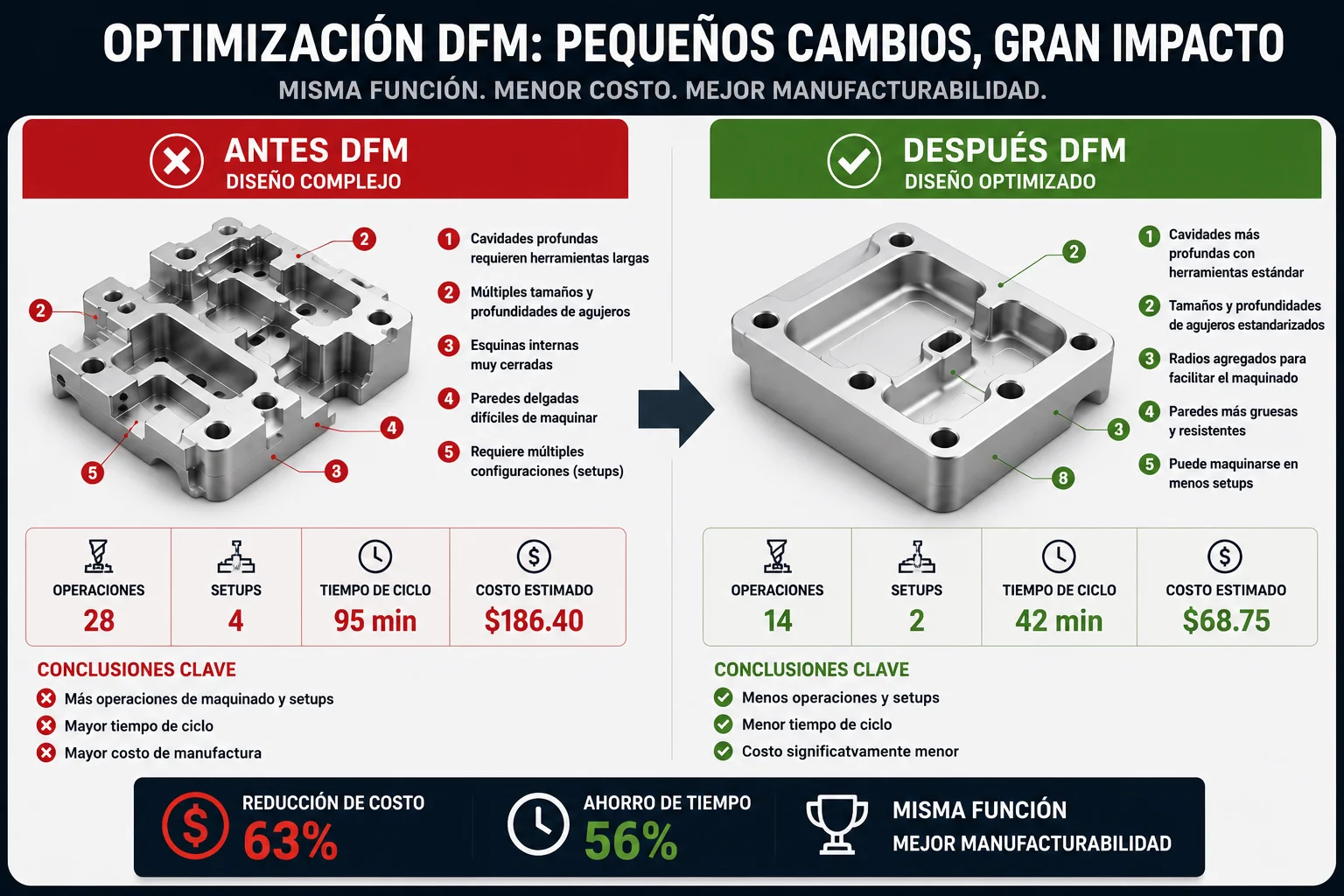
Diseño para manufactura (DFM)
La buena noticia es que muchas veces no es necesario rediseñar completamente una pieza para reducir costos. Cambios aparentemente pequeños pueden generar ahorros significativos en tiempo de máquina, herramientas y setups.
Un radio interno compatible con herramientas estándar, tolerancias aplicadas únicamente donde realmente importan, profundidades de cavidad razonables o una mejor estrategia de referencias pueden reducir el costo de manufactura sin afectar la función ni el desempeño del componente.
| Diseño original | Mejora DFM | Beneficio |
|---|---|---|
| Radio interno 1 mm | Radio interno 3-6 mm | Herramientas más robustas y ciclos más rápidos. |
| Tolerancias críticas en toda la pieza | Tolerancias críticas solo donde importan | Menos inspección y menor tiempo de acabado. |
| Cavidad muy profunda | Cavidad optimizada | Mayor productividad y estabilidad. |
| Múltiples orientaciones | Geometría accesible en menos setups | Menor tiempo de preparación. |
Una revisión DFM realizada antes de solicitar cotización suele ser una de las actividades con mejor retorno de inversión en cualquier proyecto CNC. Detectar problemas en CAD es mucho más barato que descubrirlos cuando la máquina ya está produciendo piezas.
Si estás desarrollando componentes nuevos o quieres optimizar diseños existentes, consulta nuestra guía de diseño para mecanizado CNC, donde encontrarás recomendaciones prácticas sobre geometría, tolerancias, materiales y manufacturabilidad.
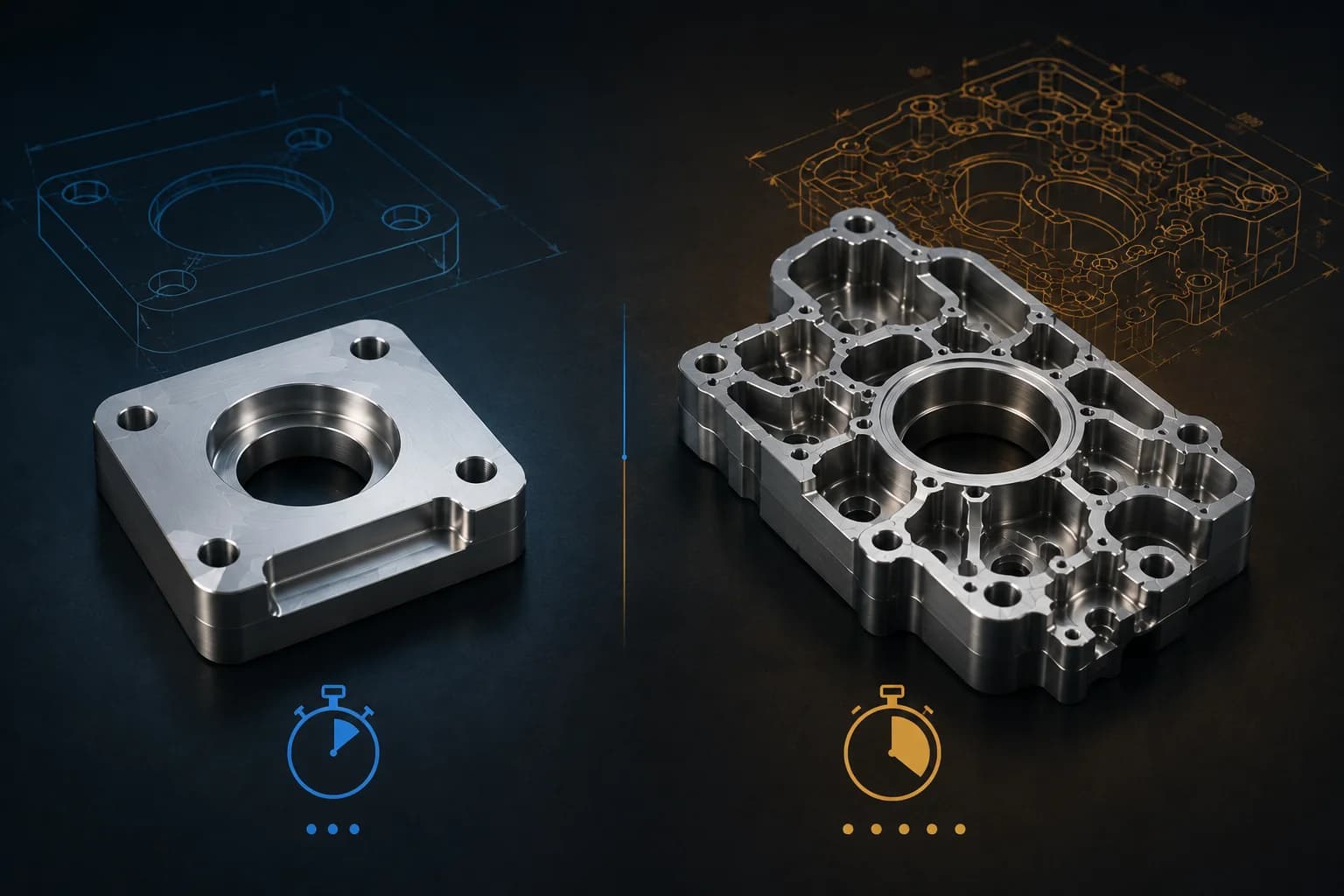
Caso práctico: mismo material, costos completamente diferentes
Para entender por qué el tiempo de máquina suele dominar el costo de una pieza CNC, comparemos dos componentes fabricados con el mismo material y en la misma máquina.
Ambas piezas utilizan Aluminio 6061-T6, tienen dimensiones similares y se producen en el mismo taller. Sin embargo, una presenta una geometría sencilla mientras que la otra incorpora cavidades profundas, tolerancias más exigentes y múltiples operaciones de acabado.
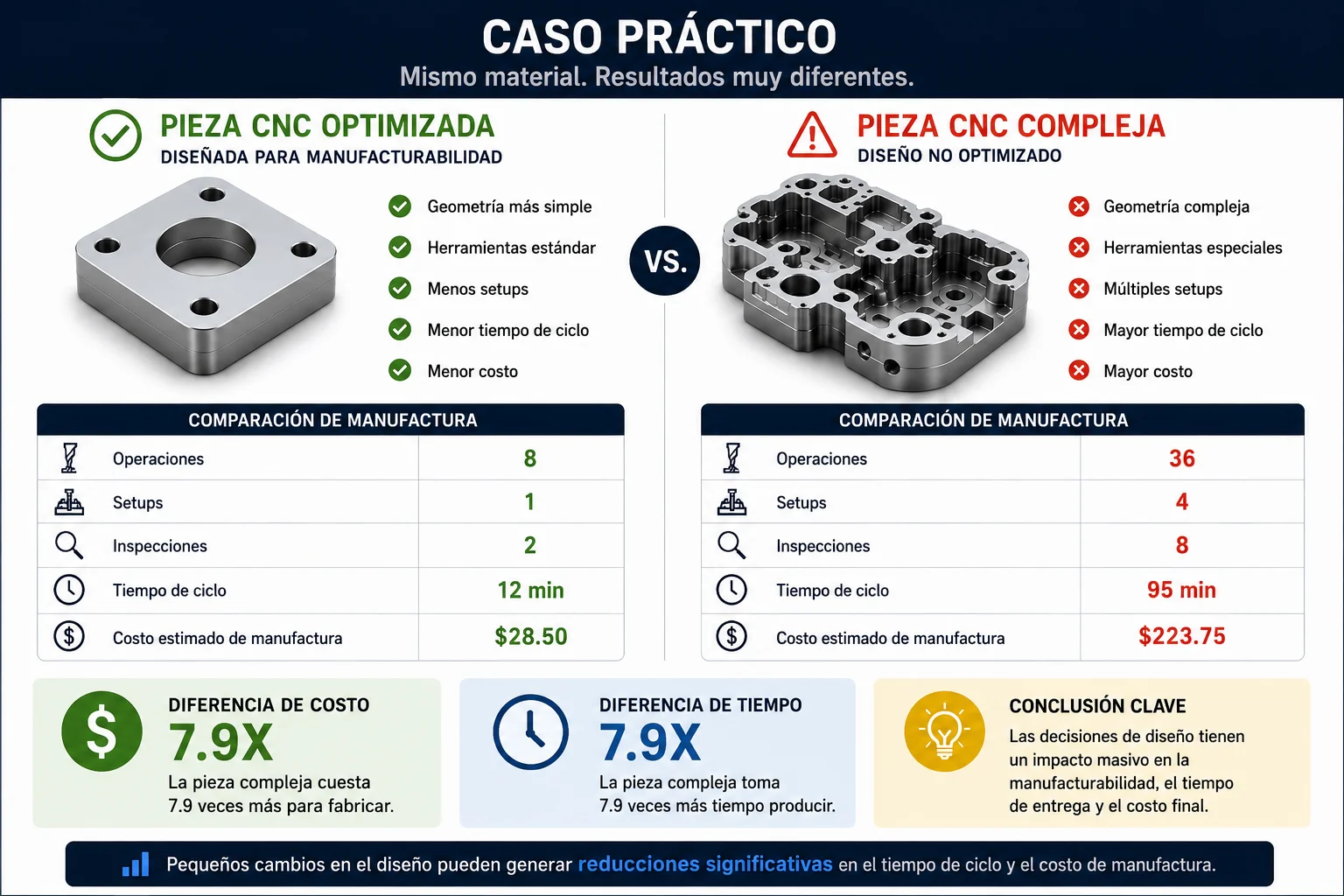
| Concepto | Pieza optimizada | Pieza compleja |
|---|---|---|
| Material | $150 MXN | $150 MXN |
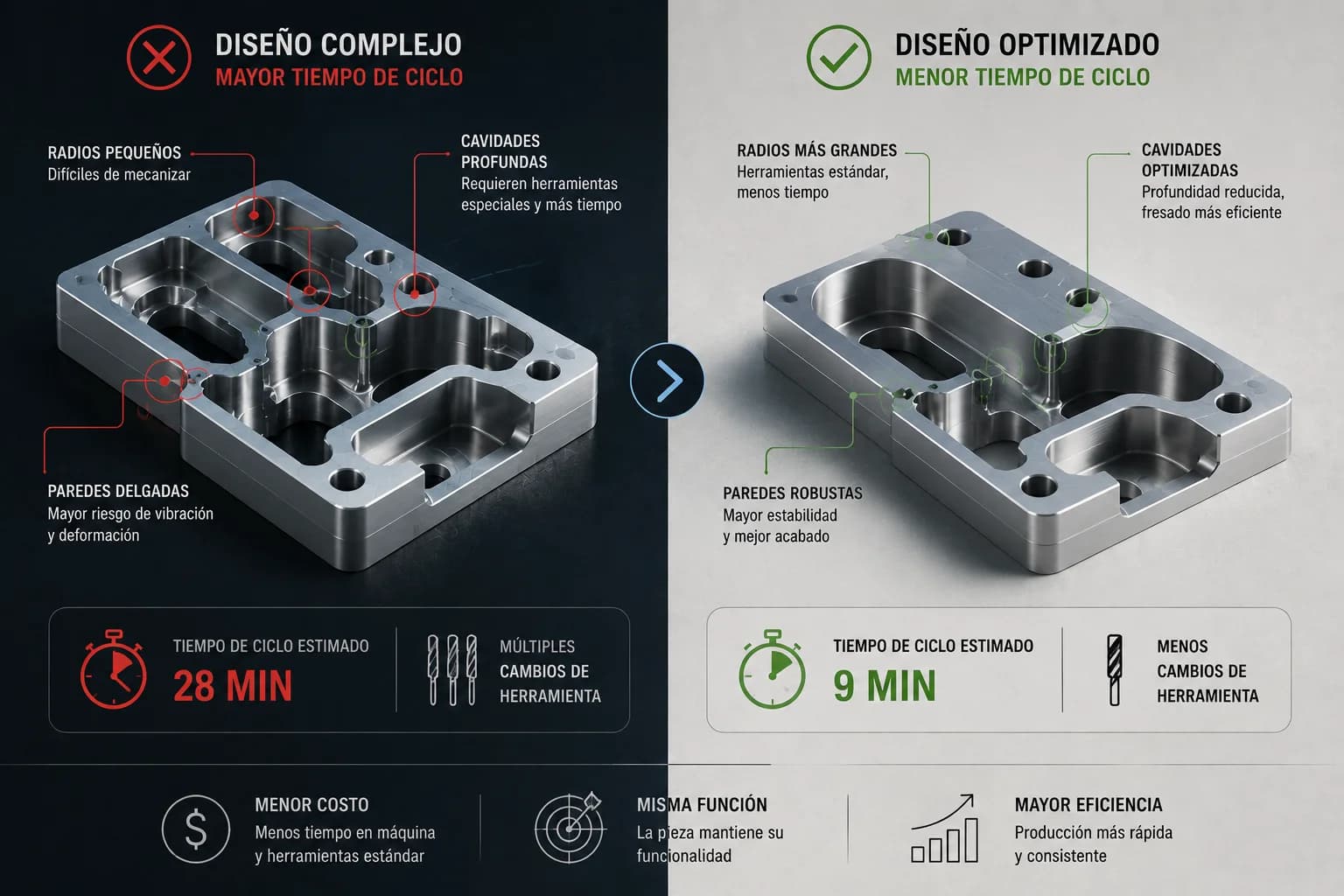
| Tiempo de ciclo | 6 min | 28 min |
| Número de herramientas | 3 | 8 |
| Operaciones | 2 | 6 |
| Inspecciones | Básicas | Avanzadas |
| Costo estimado | $250 MXN | $720 MXN |
Aunque ambas piezas utilizan exactamente la misma materia prima, la segunda requiere más tiempo de máquina, más cambios de herramienta, más inspecciones y una programación más compleja. El resultado es un costo final casi tres veces mayor.
Este ejemplo ilustra por qué el precio de una pieza CNC rara vez depende únicamente del material. En muchos proyectos, el verdadero costo proviene del tiempo y los recursos necesarios para transformar esa materia prima en una pieza terminada.
Por esta razón, las mejores oportunidades de ahorro suelen encontrarse en la optimización del diseño, la reducción del tiempo de ciclo y la simplificación de operaciones, mucho antes de negociar el precio del material.
¿Qué factor suele impactar más el precio final?
Aunque cada proyecto es diferente, la mayoría de las cotizaciones CNC terminan siendo una combinación de tiempo de máquina, setup, complejidad geométrica, materiales, tolerancias y acabados. Sin embargo, no todos los factores tienen el mismo peso.
En la práctica, el tiempo de máquina suele dominar el costo total, seguido por el setup y la complejidad de manufactura. El material importa, pero con frecuencia tiene un impacto menor al que muchos compradores imaginan.
| Factor | Impacto típico | Comentarios |
|---|---|---|
| Tiempo de máquina | Muy alto | Normalmente el principal impulsor del costo. |
| Setup | Muy alto en lotes pequeños | Se diluye conforme aumenta el volumen. |
| Complejidad geométrica | Alto | Incrementa operaciones, herramientas y setups. |
| Tolerancias | Alto | Más inspección y operaciones de acabado. |
| Acabados superficiales | Medio-Alto | Pueden requerir procesos adicionales. |
| Material | Medio | Importa tanto el precio como la maquinabilidad. |
| Inspección especial | Medio | FAI, PPAP, reportes dimensionales, etc. |
La forma más efectiva de reducir costos no suele ser negociar unos cuantos puntos porcentuales sobre una cotización. Generalmente consiste en optimizar aquello que genera la mayor parte del gasto: tiempo de máquina, setups innecesarios y complejidad geométrica.
Si quieres profundizar en cómo se arma una cotización completa — volumen, acabados, plazos — revisa también nuestra guía sobre costo de maquinado CNC, cómo se calcula el costo por hora de una máquina CNC y la guía de diseño para mecanizado CNC.
Cómo reducir el costo de una pieza CNC sin comprometer calidad
Reducir costos en manufactura CNC no significa sacrificar calidad, precisión o desempeño. De hecho, los proyectos más exitosos suelen ser aquellos que optimizan el diseño y el proceso antes de que la pieza llegue al taller. La mayoría de los ahorros importantes provienen de decisiones de ingeniería inteligentes, no de presionar al proveedor para obtener un descuento adicional.
| Acción | Impacto potencial | Dificultad |
|---|---|---|
| Simplificar geometrías | Alto | Baja |
| Optimizar tolerancias | Alto | Baja |
| Seleccionar mejor material | Medio-Alto | Media |
| Incrementar volumen | Alto | Baja |
| Realizar revisión DFM | Muy alto | Baja |
Simplificar geometrías
La geometría suele ser uno de los factores más importantes detrás del tiempo de máquina. Menos caras para mecanizar, menos orientaciones, cavidades menos profundas y radios internos compatibles con herramientas estándar permiten reducir tiempo de ciclo, minimizar setups y aumentar la productividad.
En muchos casos, pequeñas modificaciones que no afectan la función de la pieza pueden generar ahorros significativos durante toda la vida del proyecto.
Evitar tolerancias innecesarias
Una de las formas más rápidas de incrementar el costo de una pieza es aplicar tolerancias de alta precisión donde no son necesarias. Cada tolerancia estrecha implica más inspección, más control de proceso y, frecuentemente, operaciones adicionales de acabado.
Las superficies y dimensiones que afectan ensamble, sellado o desempeño deben mantenerse bajo control estricto. El resto puede utilizar tolerancias generales razonables que permitan fabricar de forma más eficiente.
| Tipo de tolerancia | Impacto en costo |
|---|---|
| ±0.25 mm | Bajo |
| ±0.10 mm | Moderado |
| ±0.05 mm | Alto |
| ±0.01 mm | Muy alto |

Elegir materiales adecuados
El mejor material no siempre es el más resistente, el más sofisticado o el más costoso. El mejor material es aquel que cumple los requisitos funcionales del componente con el menor costo total de manufactura.
Si la aplicación lo permite, materiales con buena maquinabilidad como el aluminio 6061-T6, el latón C360 o el acero 12L14 suelen ofrecer ciclos más rápidos, menor desgaste de herramienta y costos de producción más competitivos.
Por el contrario, materiales como titanio, aceros inoxidables endurecidos o superaleaciones deben utilizarse cuando realmente aportan valor funcional, ya que normalmente incrementan tanto el tiempo de máquina como el consumo de herramientas.
Aumentar ligeramente el volumen
Una vez que el diseño está validado, incrementar ligeramente la cantidad solicitada puede reducir considerablemente el costo unitario. Esto ocurre porque los costos fijos de setup, programación y validación se distribuyen entre más piezas.
En muchos proyectos, pasar de 5 a 25 piezas produce una reducción porcentual mucho mayor de la que la mayoría de los compradores espera.
| Cantidad | Impacto del setup por pieza |
|---|---|
| 1 | Muy alto |
| 5 | Alto |
| 25 | Moderado |
| 100 | Bajo |
Solicitar revisión DFM antes de fabricar
Probablemente ninguna acción genera más retorno sobre la inversión que una revisión de manufacturabilidad antes de iniciar producción. Una segunda mirada de ingeniería puede detectar cavidades difíciles de mecanizar, radios incompatibles con herramientas estándar, tolerancias redundantes, materiales sobredimensionados o características que obligarán a realizar setups adicionales.
La diferencia entre una pieza optimizada y una pieza simplemente dibujada puede representar horas de tiempo de máquina, múltiples cambios de herramienta y cientos o miles de dólares durante la vida del proyecto. Eso es optimización real; mucho más efectivo que intentar negociar un descuento sobre una cotización que ya refleja un diseño costoso.
Conclusión
Cuando una pieza CNC parece costosa, el material rara vez es el único responsable. En la mayoría de los proyectos, el verdadero costo está asociado al tiempo de máquina, los setups, la complejidad geométrica, las tolerancias y la facilidad — o dificultad — con la que la pieza puede fabricarse.
Comprender cómo interactúan estos factores permite tomar mejores decisiones desde la etapa de diseño, optimizar cotizaciones y reducir costos sin comprometer calidad, desempeño o confiabilidad.
La mejor forma de reducir el costo de una pieza no suele ser buscar el proveedor más barato. Normalmente consiste en diseñar componentes más manufacturables, especificar únicamente los requisitos críticos y aprovechar la experiencia de manufactura antes de liberar producción. Para cinco cambios de diseño que pueden recortar el costo 20%, 30% o más antes de cotizar, consulta cómo reducir el costo de una pieza CNC mediante cambios simples de diseño. El desglose general de precios y optimización está en la guía de costo de maquinado CNC; para entender la tarifa horaria detrás de la cotización, lee cómo se calcula el costo por hora de una máquina CNC.
En CNC, las piezas más económicas no son necesariamente las más simples. Son las que fueron diseñadas pensando en manufactura desde el principio.
Si estás evaluando un nuevo proyecto, una refacción crítica o una transición de prototipo a producción, una revisión técnica temprana puede ayudarte a identificar oportunidades de ahorro antes de comprometer tiempo, material y capacidad de manufactura.

Escrito por
Adrian Cavazos y el Equipo de Ingeniería de PREMSA
Adrian Cavazos, fundador de PREMSA Industries, lidera un equipo de ingenieros de manufactura especializado en maquinado CNC, fabricación metálica y soluciones listas para producción. El equipo trabaja de cerca con los clientes para optimizar diseños, mejorar la manufacturabilidad (DFM) y asegurar una producción confiable y escalable desde prototipos hasta producción en volumen.


