Cuando alguien busca cuánto cuesta una pieza CNC, normalmente recibe la misma respuesta: *depende*. Y técnicamente es cierto. El precio final cambia según material, geometría, tolerancias, cantidad y proceso de manufactura.
El problema es que esa respuesta no ayuda a saber si una cotización está dentro de un rango razonable ni a identificar qué aspectos del diseño están elevando el costo.
Para hacerlo más tangible, recopilamos siete ejemplos representativos de piezas CNC comunes — espaciadores, bujes, brackets, placas plásticas, ejes, manifolds y housings — junto con rangos de precio típicos para prototipos y lotes pequeños en Norteamérica.
No se trata de precios fijos ni de una lista de tarifas. Son referencias basadas en geometrías habituales, materiales comerciales disponibles en stock y requerimientos estándar de manufactura.
Si tu pieza se parece a alguno de estos ejemplos, podrás obtener una referencia rápida de dónde debería ubicarse el costo. Y si tu diseño es diferente, al final del artículo explicamos los factores que realmente determinan el precio de cualquier pieza maquinada.
La conclusión más importante: dos piezas del mismo tamaño pueden tener precios completamente distintos. En CNC, la geometría, los setups y el tiempo de máquina suelen influir mucho más que la cantidad de material utilizada.
| Pieza | Material | Qty | Precio aprox. (USD) |
|---|---|---|---|
| Espaciador | 6061-T6 | 1 | $15–35 |
| Buje | 1018 | 1 | $25–70 |
| Bracket | 6061-T6 | 1 | $40–120 |
| Placa Delrin | Acetal / Delrin | 1 | $35–90 |
| Eje | 304 SS | 1 | $50–150 |
| Manifold | 6061-T6 | 1 | $150–400 |
| Housing | 6061-T6 | 1 | $300–1,000+ |
Los rangos mostrados consideran material comercial disponible en stock, maquinado CNC estándar y operaciones básicas de acabado como desbarbado e inspección dimensional convencional. No incluyen anodizado, pintura, tratamientos térmicos, rectificado, inspección CMM completa ni requisitos especiales de calidad.
Las tolerancias asumidas corresponden a manufactura general de precisión (equivalente a ISO 2768 en muchos casos), sin requerimientos avanzados de GD&T. En cada ejemplo explicaremos qué factores pueden mover la cotización hacia arriba o hacia abajo, exactamente el mismo tipo de análisis que se realiza durante una revisión de manufacturabilidad o DFM (Design for Manufacturability) antes de liberar una pieza a producción.
7 ejemplos de piezas CNC con precio aproximado
Las piezas CNC no se cotizan por peso ni por tamaño. Se cotizan por el tiempo de máquina, los setups necesarios y el riesgo de manufactura que representan. Los siguientes ejemplos utilizan geometrías que aparecen frecuentemente en RFQs reales y muestran rangos típicos para prototipos o lotes pequeños fabricados en Norteamérica.
1. Espaciador de aluminio (6061-T6)
Los espaciadores son una de las piezas CNC más económicas de fabricar. Normalmente consisten en un cuerpo cilíndrico simple con un agujero pasante central y pocas dimensiones críticas. Esta geometría es ideal para torneado CNC, ya que puede producirse utilizando una sola orientación, pocas herramientas y tiempos de ciclo muy cortos.
Cuando se fabrican en aluminio 6061-T6, el costo del material suele ser una porción relativamente pequeña del precio final. En muchos casos, la programación, el setup y la manipulación de la pieza tienen mayor impacto económico que la materia prima consumida.
| Material | Qty | Rango aprox. (USD) | Impacto en precio |
|---|---|---|---|
| Aluminio 6061-T6 | 1 | $15–35 | Referencia — maquinado rápido, material económico |
| Acetal | 1 | $12–30 | −10 a −20% — corte más rápido, menor costo de material |
| Acero 1018 | 1 | $20–45 | +20 a +35% — más tiempo de ciclo que aluminio |
| Acero 12L14 | 1 | $18–40 | +10 a +25% — excelente maquinabilidad en torneado |
| Acero inoxidable 304 | 1 | $25–55 | +40 a +60% — velocidades de corte menores |
| Aluminio 7075-T6 | 1 | $18–42 | +5 a +15% — material más caro, ciclo similar |
¿Qué haría subir el precio?
- Tolerancias estrechas en diámetro exterior o espesor (±0.025 mm o mejor)
- Acabados superficiales finos requeridos en múltiples caras
- Roscas, avellanados o features secundarios fuera del eje principal
- Certificación de material, trazabilidad o documentación de calidad adicional
¿Qué haría bajar el precio?
- Tolerancias generales ISO 2768
- Geometría completamente cilíndrica sin operaciones secundarias
- Cantidades de 10 piezas o más para distribuir el setup
- Acabado funcional estándar sin requisitos cosméticos

2. Buje de acero (1018)
Los bujes son componentes comunes en maquinaria industrial, sistemas de transmisión, automatización y equipos OEM. Una geometría típica consiste en un cilindro hueco fabricado en acero 1018, con diámetros exteriores de 15–50 mm y longitudes de 20–60 mm. Aunque parecen piezas simples, frecuentemente incorporan superficies funcionales que trabajan directamente con ejes, rodamientos o pernos, por lo que las tolerancias interiores suelen ser más importantes que la geometría exterior.
La mayoría pueden producirse mediante torneado CNC a partir de barra redonda, lo que mantiene bajos los costos de preparación. El acero 1018 es uno de los materiales más utilizados para este tipo de componente gracias a su disponibilidad, costo moderado y comportamiento predecible durante el maquinado.
| Material | Qty | Rango aprox. (USD) | Impacto en precio |
|---|---|---|---|
| Acero 1018 | 1 | $25–70 | Referencia — equilibrio costo/disponibilidad |
| Acero 12L14 | 1 | $22–65 | −5 a −15% — menor tiempo de ciclo en torneado |
| Acero 1045 | 1 | $28–75 | +10 a +20% — mayor resistencia, maquinado más lento |
| Aluminio 6061-T6 | 1 | $20–55 | −15 a −25% — solo si la aplicación lo permite |
| Acero inoxidable 304 | 1 | $35–95 | +35 a +50% — corrosión + tiempo de máquina |
| Bronce 932 | 1 | $40–100 | +40 a +55% — material más caro, buen deslizamiento |
¿Qué haría subir el precio?
- Ajustes de precisión (H7, deslizante o interferencia) en el diámetro interior
- Rectificado posterior al maquinado para mejorar concentricidad o acabado superficial
- Chaveteros, ranuras de lubricación, agujeros transversales o features secundarios
- Tratamientos térmicos como templado, cementación o endurecimiento por inducción
¿Qué haría bajar el precio?
- Tolerancias generales sin requisitos de ajuste de precisión
- Geometría completamente torneada sin operaciones de fresado adicionales
- Material proveniente de barra comercial estándar
- Cantidades repetitivas que permitan distribuir setup y programación

3. Bracket de aluminio (6061-T6)
Los brackets son probablemente una de las piezas más cotizadas en manufactura CNC porque aparecen en prácticamente todas las industrias: automatización, maquinaria industrial, robótica, dispositivos médicos, equipos electrónicos y herramentales. Una geometría típica consiste en una placa o soporte en L fabricado en aluminio 6061-T6, con agujeros de montaje, bolsillos simples y dimensiones exteriores de entre 50 y 150 mm.
A diferencia de las piezas puramente torneadas, los brackets suelen requerir fresado CNC, donde el costo está fuertemente influenciado por la cantidad de orientaciones necesarias, la accesibilidad de las herramientas y la complejidad de las características mecanizadas. Por esta razón, dos brackets de tamaño similar pueden tener diferencias de precio significativas dependiendo de cómo fueron diseñados.
| Material | Qty | Rango aprox. (USD) | Impacto en precio |
|---|---|---|---|
| Aluminio 6061-T6 | 1 | $40–120 | Referencia — placa comercial, buen balance |
| Acetal | 1 | $35–100 | −5 a −15% — fresado rápido, sin post-tratamiento |
| Acero 1018 | 1 | $55–150 | +30 a +40% — más tiempo de corte y desgaste |
| Acero inoxidable 304 | 1 | $70–180 | +50 a +70% — ciclo lento + material premium |
| Aluminio 7075-T6 | 1 | $50–140 | +15 a +25% — mayor costo de aleación |
| Nylon | 1 | $38–105 | Similar — plástico económico, cuidado con humedad |
¿Qué haría subir el precio?
- Múltiples setups o reorientaciones para acceder a todas las caras
- Radios internos pequeños que obliguen el uso de herramientas de diámetro reducido
- Tolerancias cerradas en ubicación de agujeros, perpendicularidad o planitud
- Acabados secundarios como anodizado, pintura, grabado láser o inspección adicional
¿Qué haría bajar el precio?
- Radios internos estándar compatibles con fresas de Ø6 mm o mayores
- Diseño accesible desde una o dos caras sin reorientaciones complejas
- Material comercial en placa estándar con mínimo desperdicio de material
- Tolerancias generales sin requisitos avanzados de posición o GD&T

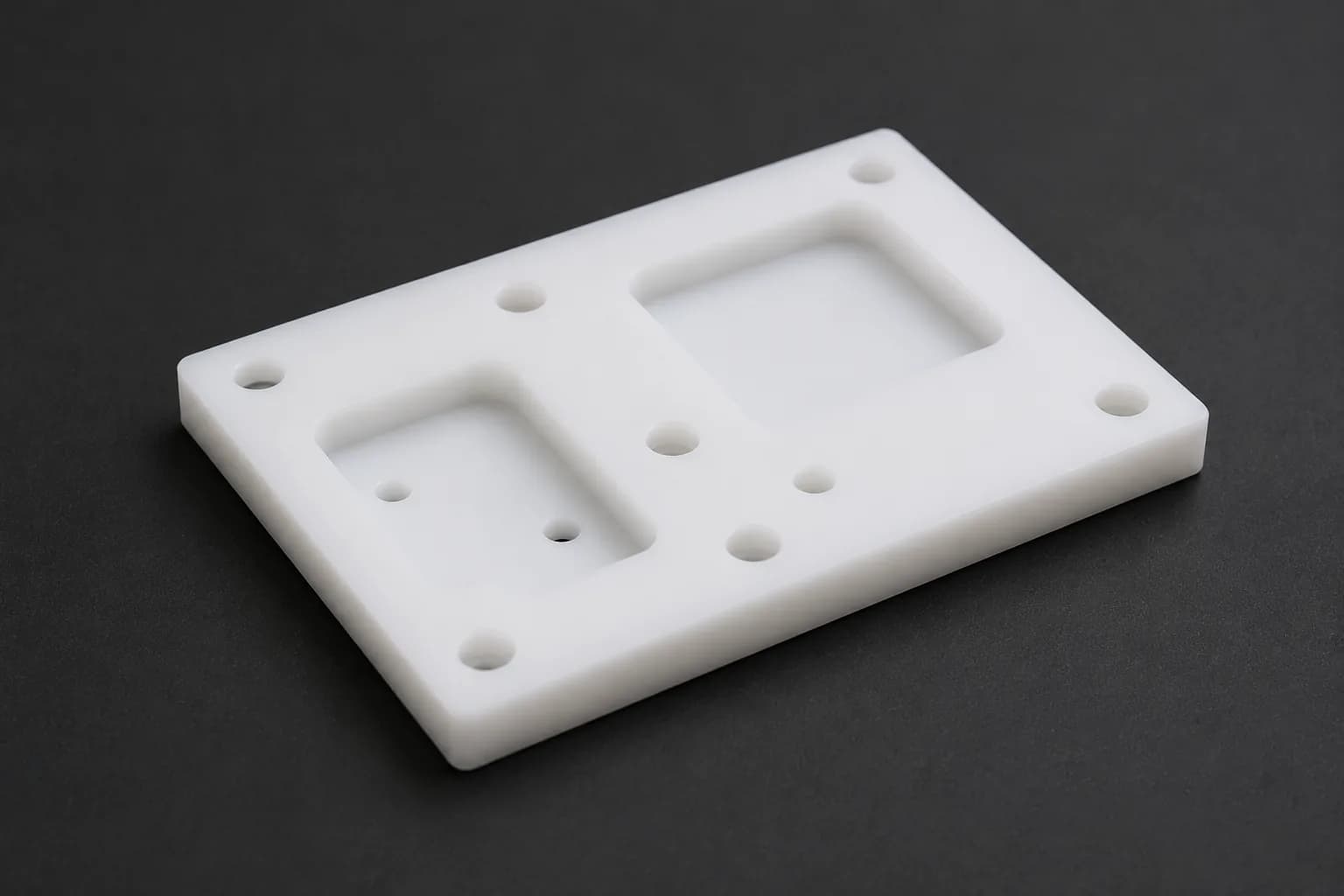
4. Placa de Delrin (acetal)
Las placas maquinadas de acetal / Delrin son comunes en equipos de automatización, maquinaria de empaque, dispositivos médicos, sistemas de manejo de producto y aplicaciones donde se requiere baja fricción sin necesidad de lubricación constante. Una geometría típica incluye contornos 2.5D, pockets, agujeros de montaje y espesores entre 10 y 25 mm.
Aunque el Delrin se maquina considerablemente más rápido que la mayoría de los metales, el costo no siempre disminuye de forma proporcional. Los plásticos de ingeniería requieren estrategias de fijación diferentes, control de deformación térmica y parámetros de corte que eviten rebabas o movimiento del material durante el proceso. En muchas aplicaciones, la estabilidad dimensional y resistencia al desgaste justifican ampliamente el costo frente a plásticos de menor desempeño.
| Material | Qty | Rango aprox. (USD) | Impacto en precio |
|---|---|---|---|
| Acetal / Delrin | 1 | $35–90 | Referencia — estable, baja fricción |
| Nylon | 1 | $30–85 | −5 a −10% — similar maquinabilidad, absorbe humedad |
| Aluminio 6061-T6 | 1 | $45–110 | +20 a +30% — más lento que plástico, mayor rigidez |
| UHMWPE | 1 | $32–88 | Similar — excelente desgaste, fijación exigente |
| PEEK | 1 | $80–200 | +100 a +150% — alto desempeño, material y herramientas |
| Acero 1018 | 1 | $55–130 | +40 a +55% — solo si se requiere metal |
¿Qué haría subir el precio?
- Pockets profundos con paredes delgadas susceptibles a deformación
- Tolerancias estrechas en características críticas de ensamblaje
- Acabados cosméticos o superficies visibles con requisitos estéticos
- Material certificado para aplicaciones alimentarias, médicas o reguladas
¿Qué haría bajar el precio?
- Geometría 2.5D accesible desde una sola orientación
- Espesores uniformes y radios internos compatibles con herramientas estándar
- Material comercial sin requisitos especiales de certificación
- Cantidades suficientes para optimizar el aprovechamiento de placa
5. Eje de acero inoxidable (304)
Los ejes mecanizados son componentes fundamentales en sistemas rotativos, automatización, equipos de procesamiento, maquinaria industrial y aplicaciones donde la transmisión de movimiento o carga depende de superficies cilíndricas precisas. Una geometría típica incluye múltiples diámetros escalonados, hombreras, chaflanes, ranuras y ocasionalmente roscas o características de fijación.
Cuando se fabrican en acero inoxidable 304, el costo suele ser mayor que en aceros al carbón equivalentes. El material genera más calor durante el corte, endurece por deformación y requiere parámetros de maquinado más conservadores, lo que aumenta el tiempo de ciclo y el desgaste de herramienta. Por esta razón, muchas estimaciones iniciales subestiman el impacto que tiene el material en el precio final de un eje CNC.
| Material | Qty | Rango aprox. (USD) | Impacto en precio |
|---|---|---|---|
| Acero inoxidable 304 | 1 | $50–150 | Referencia — corrosión + ciclo conservador |
| Acero 1018 | 1 | $35–100 | −25 a −35% — torneado más rápido |
| Acero 12L14 | 1 | $32–95 | −30 a −40% — ideal para ejes sin carga extrema |
| Acero 1045 | 1 | $40–115 | −15 a −25% — más resistencia que 1018 |
| Acero 4140 | 1 | $55–140 | +10 a +20% — aleado, más lento de cortar |
| Aluminio 6061-T6 | 1 | $30–90 | −35 a −45% — bajo peso, menor carga admisible |
¿Qué haría subir el precio?
- Diámetros de precisión con ajustes tipo h6, g6 o equivalentes
- Múltiples escalones, radios pequeños y cambios frecuentes de herramienta
- Roscas finas, ranuras de retención o características secundarias críticas
- Pasivado, certificación de material o requisitos adicionales de inspección
¿Qué haría bajar el precio?
- Geometría simple con pocos diámetros y transiciones estándar
- Tolerancias generales sin requisitos de ajuste de precisión
- Operación completamente torneada sin fresado o rectificado posterior
- Producción repetitiva que permita distribuir setup y programación

6. Manifold de aluminio (6061-T6)
Los manifolds representan un excelente ejemplo de cómo la complejidad geométrica puede dominar el costo de una pieza CNC. Aunque externamente suelen parecer bloques relativamente simples de aluminio 6061-T6, internamente incorporan múltiples canales interconectados, puertos roscados, barrenos cruzados y superficies de sellado que requieren una planeación cuidadosa del proceso de manufactura.
A diferencia de brackets o placas convencionales, los manifolds suelen requerir varias orientaciones de maquinado, operaciones de barrenado profundo y controles dimensionales más estrictos para garantizar flujo adecuado y ausencia de fugas. Por esta razón, pequeñas diferencias en la cantidad de puertos, conexiones o superficies funcionales pueden generar cambios importantes en el precio final.
| Material | Qty | Rango aprox. (USD) | Impacto en precio |
|---|---|---|---|
| Aluminio 6061-T6 | 1 | $150–400 | Referencia — ligero, buena maquinabilidad |
| Acetal | 1 | $120–320 | −15 a −25% — fluidos no agresivos, baja presión |
| Acero 1018 | 1 | $180–480 | +15 a +25% — mayor peso y tiempo de corte |
| Acero inoxidable 304 | 1 | $250–650 | +50 a +70% — corrosión + múltiples setups |
| Aluminio 7075-T6 | 1 | $170–450 | +10 a +15% — mayor resistencia mecánica |
| Acero inoxidable 316 | 1 | $270–680 | +55 a +75% — ambientes químicos exigentes |
¿Qué haría subir el precio?
- Múltiples orientaciones de maquinado para acceder a todos los puertos y canales
- Superficies de sellado con requisitos estrictos de planitud o acabado superficial
- Canales profundos, barrenos cruzados complejos o geometrías difíciles de inspeccionar
- Pruebas de presión, limpieza especializada o validación funcional posterior al maquinado
¿Qué haría bajar el precio?
- Diseño accesible desde pocas orientaciones utilizando herramientas estándar
- Canales y cavidades compatibles con fresas comerciales de diámetro común
- Roscas estándar sin requisitos avanzados de posición o alineación
- Producción repetitiva que permita utilizar fixtures dedicados y reducir setups

7. Housing de aluminio (6061-T6)
Los housings suelen encontrarse entre las piezas CNC más costosas dentro de los componentes fabricados a partir de aluminio. Aunque externamente pueden parecer cajas o carcasas relativamente simples, normalmente incorporan cavidades profundas, paredes delgadas, bosses roscados, superficies de ensamble y múltiples características internas que incrementan significativamente el tiempo de maquinado.
Fabricados comúnmente en aluminio 6061-T6, estos componentes son habituales en electrónica industrial, sistemas de control, automatización, robótica, dispositivos médicos y equipos especializados. Una gran parte del costo proviene de la cantidad de material que debe removerse para generar las cavidades internas y de la dificultad para mantener estabilidad dimensional mientras las paredes se vuelven más delgadas.
| Material | Qty | Rango aprox. (USD) | Impacto en precio |
|---|---|---|---|
| Aluminio 6061-T6 | 1 | $300–1,000+ | Referencia — cavidad profunda, buen balance |
| Acetal | 1 | $250–800 | −15 a −25% — electrónica/enclosure no estructural |
| Acero 1018 | 1 | $400–1,200 | +20 a +35% — mucho material removido, ciclo largo |
| Acero inoxidable 304 | 1 | $450–1,400+ | +40 a +60% — entornos corrosivos |
| Aluminio 7075-T6 | 1 | $350–1,100 | +10 a +20% — mayor resistencia, mismo proceso |
| Nylon | 1 | $260–820 | −10 a −20% — prototipos, menor rigidez |
¿Qué haría subir el precio?
- Cavidades profundas que requieran herramientas largas y múltiples pasadas de desbaste
- Paredes delgadas o bosses altos susceptibles a vibración y deformación
- Acabados cosméticos visibles como bead blast uniforme, anodizado o grabado
- Múltiples superficies de ensamble con requisitos estrictos de posición y planitud
- Geometrías que obliguen orientaciones adicionales o estrategias avanzadas de maquinado
¿Qué haría bajar el precio?
- Paredes robustas y radios internos compatibles con herramientas estándar
- Cavidades accesibles desde pocas orientaciones de maquinado
- Diseño con datums claros y tolerancias generales en características no críticas
- Separar cuerpo y tapa cuando la profundidad de la cavidad lo permita
- Producción repetitiva que justifique fixtures y optimización de estrategias CAM

Cómo interpretar estos rangos de precio
Los siete ejemplos anteriores no son una lista de precios ni una tarifa estándar de mercado. Son referencias diseñadas para ayudar a equipos de ingeniería, compras y manufactura a validar si una cotización parece razonable antes de emitir una orden de compra o iniciar un rediseño.
La clave es entender que el precio de una pieza CNC rara vez depende únicamente del material o del tamaño. Los factores que normalmente generan las mayores diferencias son los setups, las tolerancias, la accesibilidad de herramienta, la cantidad de material removido y los requisitos de inspección.
Por ejemplo, un espaciador sencillo cotizado muy por encima de su rango típico suele indicar tolerancias especiales, documentación incompleta o riesgo percibido por el proveedor. En cambio, una pieza compleja con un precio sorprendentemente bajo puede significar que ciertos acabados, inspecciones o requerimientos de calidad no fueron considerados en el alcance.
| Si tu pieza… | Rango típico | Vale la pena revisar si la cotización… |
|---|---|---|
| Es un espaciador o componente torneado simple | $15–35 USD | Supera significativamente el rango sin tolerancias especiales o requisitos de calidad adicionales |
| Es un buje o eje con superficies funcionales | $25–150 USD | No especifica ajustes, acabados o método de inspección |
| Es un bracket mecanizado en una o dos orientaciones | $40–120 USD | Parece demasiado baja para incluir material, setup y maquinado completo |
| Es un manifold o housing con múltiples cavidades | $150–1,000+ USD | No menciona orientaciones, complejidad interna o requisitos de sellado |
Factores que mueven el precio en cualquier pieza CNC
Aunque las siete piezas anteriores tienen geometrías, materiales y procesos distintos, la mayoría de las cotizaciones CNC terminan dependiendo de los mismos factores fundamentales. Entender estos drivers ayuda a identificar rápidamente por qué dos proveedores pueden entregar precios diferentes para la misma pieza y dónde existen oportunidades reales de reducir costos sin comprometer la funcionalidad.
Este artículo muestra ejemplos concretos de precios. Si quieres entender la lógica detrás de esos números, consulta qué afecta el costo de una pieza maquinada por CNC, donde analizamos con mayor profundidad cómo cada variable impacta el costo final.
| Factor | Impacto en qty 1 | Impacto en qty 100+ |
|---|---|---|
| Setup y programación | Muy alto | Bajo |
| Tiempo de ciclo | Alto | Muy alto |
| Material | Medio | Medio–alto |
| Tolerancias e inspección | Alto | Medio |
| Acabados secundarios | Alto | Medio |
Una regla práctica es que los prototipos suelen estar dominados por costos fijos como programación, preparación de máquina e inspección inicial. A medida que aumenta la cantidad, esos costos se distribuyen entre más piezas y el tiempo de ciclo se convierte en el principal impulsor del precio unitario.
Por esta razón, decisiones aparentemente pequeñas como eliminar un setup, aumentar un radio interno o relajar una tolerancia innecesaria pueden generar ahorros más importantes que cambiar de material o negociar unos puntos porcentuales en el precio.
Si quieres profundizar en cómo el material afecta una cotización, consulta costos de materiales en maquinado CNC. Si estás evaluando varias propuestas de distintos proveedores, también puede ayudarte la guía cómo comparar cotizaciones CNC.
Cómo reducir costo sin cambiar la función
Cuando una pieza CNC resulta más cara de lo esperado, la solución rara vez consiste en negociar algunos dólares por hora de máquina. En la mayoría de los casos, los mayores ahorros provienen de decisiones de diseño que reducen tiempo de ciclo, simplifican el proceso de manufactura o eliminan operaciones que no aportan valor funcional.
Este enfoque forma parte de la filosofía DFM (Design for Manufacturability): diseñar pensando en cómo se fabricará la pieza antes de liberarla a producción. Pequeños cambios en geometría, tolerancias o selección de material pueden reducir significativamente el costo sin afectar el desempeño final del componente.
- Reducir setups — cada orientación adicional implica tiempo de preparación, alineación e inspección.
- Utilizar radios internos estándar — herramientas más grandes suelen cortar más rápido, ser más rígidas y generar menores costos.
- Aplicar tolerancias únicamente donde agregan valor — las superficies funcionales requieren precisión; el resto puede mantenerse en tolerancias generales.
- Seleccionar el material adecuado para la aplicación — materiales sobredimensionados suelen aumentar costo sin mejorar el desempeño real.
- Enviar documentación completa y modelos CAD limpios — reduce incertidumbre, evita supuestos conservadores y acelera el proceso de cotización.
Conclusión: ejemplos reales, no respuestas vagas
La mayoría de las personas que buscan cuánto cuesta una pieza CNC no esperan una fórmula exacta. Lo que realmente buscan es una referencia razonable para saber si una cotización tiene sentido antes de aprobar una compra, solicitar una segunda oferta o invertir tiempo en un rediseño.
Los siete ejemplos de esta guía cubren desde componentes simples de pocas decenas de dólares hasta piezas complejas que pueden superar fácilmente los mil dólares en prototipo. Más importante aún, muestran qué factores suelen empujar el precio hacia arriba y cuáles ayudan a mantenerlo bajo control.
Si tu pieza no encaja exactamente en ninguno de los ejemplos, utiliza los rangos como punto de partida, no como precio definitivo. En manufactura CNC, una cotización basada en la geometría real siempre será más precisa que cualquier tabla genérica.
Las mejores referencias de costo CNC no reemplazan una cotización. Te ayudan a identificar cuándo una cotización parece razonable y cuándo vale la pena revisar geometría, tolerancias o alcance antes de aprobarla.
Preguntas frecuentes sobre precios de piezas CNC
Respuestas rápidas para ingenieros, compradores y equipos de manufactura que buscan entender qué determina el costo de una pieza CNC.
- ¿Estos precios son tarifas oficiales de PREMSA?
- No. Los rangos mostrados son referencias de mercado para prototipos y lotes pequeños fabricados en Norteamérica. El precio real depende de la geometría, material, tolerancias, acabados y cantidad específica de cada proyecto.
- ¿Por qué existe tanta diferencia de precio dentro de una misma categoría?
- Porque dos piezas aparentemente similares pueden requerir procesos completamente distintos. La cantidad de setups, la complejidad geométrica, las tolerancias y los acabados suelen generar diferencias de costo mucho mayores que el tamaño físico de la pieza.
- ¿Cuánto cuesta maquinar una pieza de aluminio CNC?
- Depende principalmente de la geometría. Un componente simple de aluminio 6061-T6 puede costar pocas decenas de dólares en prototipo, mientras que un housing complejo del mismo material puede superar varios cientos de dólares.
- ¿Cuánto cuesta un bracket CNC de aluminio?
- Un bracket típico fabricado en aluminio 6061 con una o dos orientaciones de maquinado suele ubicarse entre $40 y $120 USD para cantidad 1 en Norteamérica, dependiendo de tamaño, tolerancias y acabados.
- ¿Cuánto cuesta un manifold CNC?
- Un manifold de aluminio con puertos roscados, barrenos cruzados y superficies de sellado suele encontrarse entre $150 y $400 USD en prototipo. Diseños más complejos o con requisitos especiales pueden superar ampliamente ese rango.
- ¿La cantidad afecta significativamente el precio unitario?
- Sí. En prototipos, gran parte del costo proviene de programación, setup e inspección inicial. Cuando la producción aumenta, esos costos se distribuyen entre más piezas y el precio unitario disminuye considerablemente.
- ¿Por qué el acero inoxidable suele costar más que el acero al carbón?
- Porque el material es más costoso y generalmente requiere velocidades de corte menores, lo que aumenta el tiempo de máquina y el desgaste de herramienta. Esto suele reflejarse directamente en la cotización.
- ¿Los rangos incluyen anodizado, pintura o tratamientos térmicos?
- No necesariamente. Los ejemplos de esta guía asumen maquinado y acabado estándar. Procesos secundarios como anodizado, pasivado, pintura, tratamiento térmico o rectificado normalmente se cotizan por separado.
- ¿Cómo puedo saber si una cotización CNC es razonable?
- Compara la geometría, material, cantidad y alcance con ejemplos similares. Si el precio parece muy alto o muy bajo, solicita información adicional sobre setups, tiempos de ciclo, acabados e inspección incluidos en la propuesta.
- ¿PREMSA puede revisar mi diseño antes de fabricar?
- Sí. Al solicitar una cotización podemos revisar manufacturabilidad, identificar oportunidades DFM y proporcionar comentarios que ayuden a reducir riesgo, costo o tiempo de entrega antes de liberar la pieza a producción.
No. Los rangos mostrados son referencias de mercado para prototipos y lotes pequeños fabricados en Norteamérica. El precio real depende de la geometría, material, tolerancias, acabados y cantidad específica de cada proyecto.
Porque dos piezas aparentemente similares pueden requerir procesos completamente distintos. La cantidad de setups, la complejidad geométrica, las tolerancias y los acabados suelen generar diferencias de costo mucho mayores que el tamaño físico de la pieza.
Depende principalmente de la geometría. Un componente simple de aluminio 6061-T6 puede costar pocas decenas de dólares en prototipo, mientras que un housing complejo del mismo material puede superar varios cientos de dólares.
Un bracket típico fabricado en aluminio 6061 con una o dos orientaciones de maquinado suele ubicarse entre $40 y $120 USD para cantidad 1 en Norteamérica, dependiendo de tamaño, tolerancias y acabados.
Un manifold de aluminio con puertos roscados, barrenos cruzados y superficies de sellado suele encontrarse entre $150 y $400 USD en prototipo. Diseños más complejos o con requisitos especiales pueden superar ampliamente ese rango.
Sí. En prototipos, gran parte del costo proviene de programación, setup e inspección inicial. Cuando la producción aumenta, esos costos se distribuyen entre más piezas y el precio unitario disminuye considerablemente.
Porque el material es más costoso y generalmente requiere velocidades de corte menores, lo que aumenta el tiempo de máquina y el desgaste de herramienta. Esto suele reflejarse directamente en la cotización.
No necesariamente. Los ejemplos de esta guía asumen maquinado y acabado estándar. Procesos secundarios como anodizado, pasivado, pintura, tratamiento térmico o rectificado normalmente se cotizan por separado.
Compara la geometría, material, cantidad y alcance con ejemplos similares. Si el precio parece muy alto o muy bajo, solicita información adicional sobre setups, tiempos de ciclo, acabados e inspección incluidos en la propuesta.
Sí. Al solicitar una cotización podemos revisar manufacturabilidad, identificar oportunidades DFM y proporcionar comentarios que ayuden a reducir riesgo, costo o tiempo de entrega antes de liberar la pieza a producción.
Recursos relacionados
Artículos del cluster de costos CNC y guías para profundizar después de revisar estos ejemplos:
- Solicitar cotización CNC — sube STEP, material y cantidad para precio basado en geometría real.
- Qué afecta el costo de una pieza maquinada por CNC — tiempo de máquina, setup, tolerancias y material.
- Cómo reducir el costo de una pieza CNC mediante diseño — cambios DFM de alto impacto.
- Costos de materiales en maquinado CNC — comparativa 6061, 1018, 304, acetal y más.
- Retroalimentación DFM antes de fabricar — validación técnica en cotización.
- Cotización rápida de maquinado CNC — qué enviar para cotizar sin fricción.
- Guía de diseño para mecanizado CNC — principios DFM para fresado y torneado.
- Costo de maquinado CNC — panorama general del cluster de precios CNC.

Escrito por
Adrian Cavazos y el Equipo de Ingeniería de PREMSA
Adrian Cavazos, fundador de PREMSA Industries, lidera un equipo de ingenieros de manufactura especializado en maquinado CNC, fabricación metálica y soluciones listas para producción. El equipo trabaja de cerca con los clientes para optimizar diseños, mejorar la manufacturabilidad (DFM) y asegurar una producción confiable y escalable desde prototipos hasta producción en volumen.