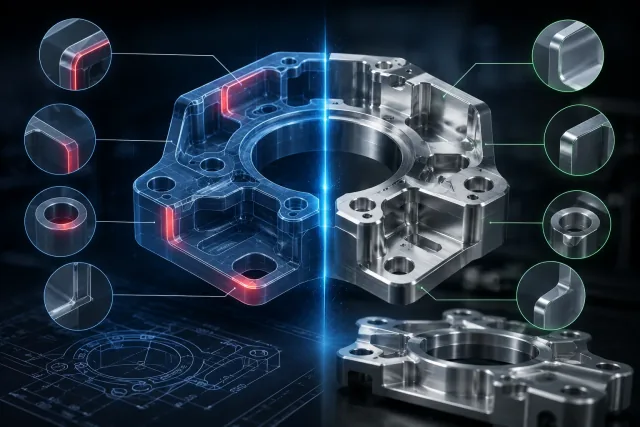
Un modelo CAD puede verse impecable en pantalla y aun así convertirse en un problema costoso cuando llega a producción. La mayoría de las veces la causa no es un error de diseño evidente, sino una acumulación de detalles aparentemente pequeños que nadie cuestionó a tiempo: radios internos incompatibles con herramientas estándar, tolerancias excesivas en superficies no funcionales, roscas más profundas de lo necesario, paredes delgadas propensas a deformación o materiales que incrementan tiempo de ciclo sin aportar beneficios reales a la aplicación.
El problema es que estos detalles rara vez se descubren cuando todavía son baratos de corregir. Se detectan durante la cotización, al programar la pieza o, en el peor de los casos, cuando el material ya está en máquina. Lo que pudo resolverse con unos minutos de edición en CAD termina convirtiéndose en retrasos, aclaraciones técnicas, retrabajo o costos de manufactura innecesarios. Ahí es donde la retroalimentación DFM antes de fabricar genera valor real.
DFM (Design for Manufacturability) o diseño para manufacturabilidad es el proceso de evaluar un diseño desde la perspectiva de producción antes de liberar la pieza. En maquinado CNC, esto implica analizar geometría, tolerancias, materiales, acabados, accesibilidad de herramienta, estrategia de sujeción y secuencia de operaciones para identificar elementos que puedan afectar costo, lead time, calidad o estabilidad del proceso.
El objetivo no es simplificar la pieza por simplificarla ni sacrificar desempeño para reducir precio. El objetivo es preservar exactamente la función que el diseño necesita mientras se eliminan complejidades que no aportan valor y que solo agregan tiempo, riesgo o costo durante la fabricación.
Las mejores revisiones DFM no responden únicamente si una pieza puede fabricarse. Responden algo mucho más importante: si puede fabricarse de forma eficiente, repetible y económicamente razonable. Esa diferencia suele ser la que separa un proyecto que fluye sin problemas de otro que acumula correos, revisiones y retrasos desde la primera orden.
En PREMSA Industries, la revisión DFM forma parte del proceso de validación técnica y cotización porque la manufactura moderna no debería comenzar cuando el programa llega a la máquina. Debería comenzar mucho antes, cuando todavía existe la oportunidad de mejorar el diseño con cambios que cuestan minutos en CAD y pueden ahorrar horas de producción.
| Capa de revisión | Qué analiza | Qué ocurre si se ignora |
|---|---|---|
| Geometría | Radios internos, accesibilidad de herramienta, profundidades, espesores, orientaciones y secuencia de maquinado | Más setups, herramientas especiales, tiempos de ciclo largos y mayor riesgo de retrabajo |
| Especificaciones | Tolerancias, acabados, roscas, GD&T, datums y notas críticas | Inspección innecesaria, costos ocultos y aclaraciones técnicas tardías |
| Material | Grado exacto, disponibilidad, forma de suministro y maquinabilidad | Lead times más largos, desgaste acelerado de herramienta y costos superiores a los previstos |
| Proceso y aplicación | Volumen, función de la pieza, proceso previsto y superficies realmente críticas | Cotizaciones basadas en supuestos incorrectos y decisiones de manufactura equivocadas |
Qué evalúa realmente una revisión DFM antes de fabricar
Una revisión DFM efectiva no se limita a responder si una pieza puede fabricarse. La pregunta verdaderamente importante es si puede fabricarse de forma eficiente, repetible y económicamente razonable. El objetivo es identificar dónde el diseño está obligando al proceso a trabajar fuera de una zona óptima de manufactura.
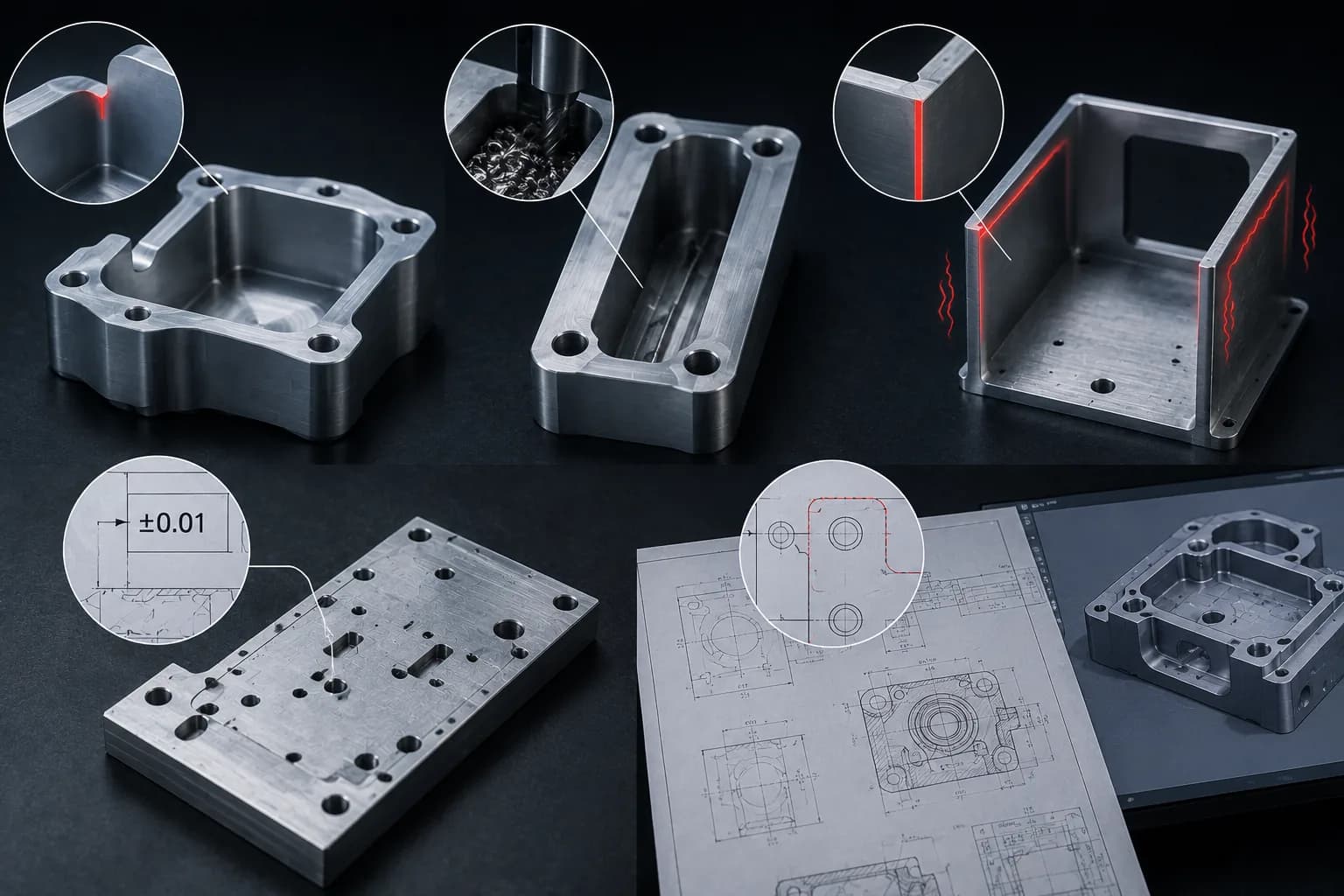
En fresado CNC, por ejemplo, esto suele aparecer en cavidades profundas con radios internos pequeños, esquinas cerradas incompatibles con herramientas estándar, relaciones altura-espesor agresivas o características que requieren múltiples orientaciones y cambios de setup. La pieza puede ser fabricable, pero eso no significa que sea la mejor versión posible para producción.
Geometría y accesibilidad de herramienta
La geometría suele ser el primer lugar donde aparecen oportunidades de mejora. Muchos diseños funcionan perfectamente desde el punto de vista funcional, pero introducen complejidad innecesaria para el proceso de maquinado. Cuando esto ocurre, el costo aumenta, los tiempos de ciclo se extienden y la repetibilidad del proceso se vuelve más difícil de controlar.
- Radios internos demasiado pequeños — obligan a utilizar fresas de menor diámetro, reducen rigidez y aumentan considerablemente el tiempo de mecanizado.
- Cavidades y barrenos profundos — dificultan la evacuación de viruta, aumentan la deflexión de herramienta y reducen estabilidad del proceso.
- Paredes delgadas — incrementan vibración, deformación y variación dimensional durante el corte.
- Múltiples orientaciones de maquinado — cada setup adicional implica alineación, fijación, verificación dimensional y tiempo improductivo.
- Características inaccesibles — geometrías que simplemente no pueden alcanzarse con la estrategia de manufactura prevista o requieren procesos significativamente más complejos.
Tolerancias, acabados y especificaciones
Una de las observaciones más comunes en revisiones DFM es el uso excesivo de tolerancias cerradas en superficies que no cumplen una función crítica. Cuando todas las dimensiones reciben el mismo nivel de precisión, el proveedor debe asumir inspecciones más extensas, trayectorias más lentas, herramientas especializadas y controles de proceso adicionales.
El resultado rara vez es una pieza mejor. Con frecuencia es simplemente una pieza más costosa. La manufactura eficiente consiste en concentrar precisión donde realmente genera valor funcional y permitir tolerancias generales razonables donde no existe interacción crítica con otros componentes.
Para especificar correctamente dimensiones funcionales sin incrementar costo innecesariamente, consulta la guía de tolerancias de maquinado CNC y la tabla ISO 2768.
| Especificación | Problema generado | Alternativa recomendada |
|---|---|---|
| ±0.01 mm en toda la pieza | Control dimensional excesivo en superficies no funcionales | ISO 2768 + tolerancias críticas únicamente donde afectan ensamble |
| Acabado cosmético en superficies ocultas | Tiempo adicional de maquinado sin beneficio funcional | As Machined o acabado localizado solo donde sea visible |
| Roscas especiales sin requerimiento técnico | Herramientas dedicadas y tiempos de preparación mayores | Roscas métricas o UNC estándar cuando la aplicación lo permita |
| Grabados complejos y marcados extensos | Operaciones secundarias de bajo valor funcional | Identificación mínima o alternativas posteriores al maquinado |
Material y contexto real de producción
El material también forma parte de la revisión DFM. No basta con saber qué propiedades mecánicas necesita la pieza; también es necesario entender cómo ese material afecta el proceso de fabricación.
No es lo mismo maquinar aluminio 6061-T6 que acero inoxidable 304, titanio o plásticos de alto desempeño como PEEK. Cada material modifica velocidades de corte, desgaste de herramienta, estabilidad dimensional, disponibilidad de stock y tiempo total de fabricación.
Una revisión DFM sólida conecta la intención de diseño con la realidad de producción. Si un material incrementa significativamente el costo, el lead time o la complejidad sin aportar beneficios proporcionales para la aplicación, esa conversación debe ocurrir antes de liberar la pieza, no después de aprobar la orden de compra.

Por qué el mejor momento para hacer DFM es antes de liberar la orden
Existe una regla casi universal en manufactura: mientras más tarde se descubre un problema, más caro resulta corregirlo. Un cambio que toma cinco minutos en CAD puede convertirse en días de retraso cuando el material ya fue comprado, el programa CAM está terminado o la producción ya comenzó.
Por eso la retroalimentación DFM tiene tanto impacto cuando ocurre temprano. No porque elimine todos los problemas, sino porque interviene en el momento donde las decisiones todavía son baratas, rápidas y fáciles de implementar. Cuando el diseño aún está en desarrollo, modificar un radio, ajustar una tolerancia o cambiar un material suele requerir unos cuantos clics. Cuando la orden ya fue liberada, esos mismos cambios pueden implicar reprogramación, nuevas cotizaciones, compras duplicadas, scrap, retrabajo e incluso retrasos que afectan fechas de entrega completas.
La manufactura eficiente no consiste únicamente en fabricar rápido. Consiste en identificar riesgos cuando todavía son fáciles de resolver. DFM funciona precisamente como ese filtro preventivo entre diseño y producción.
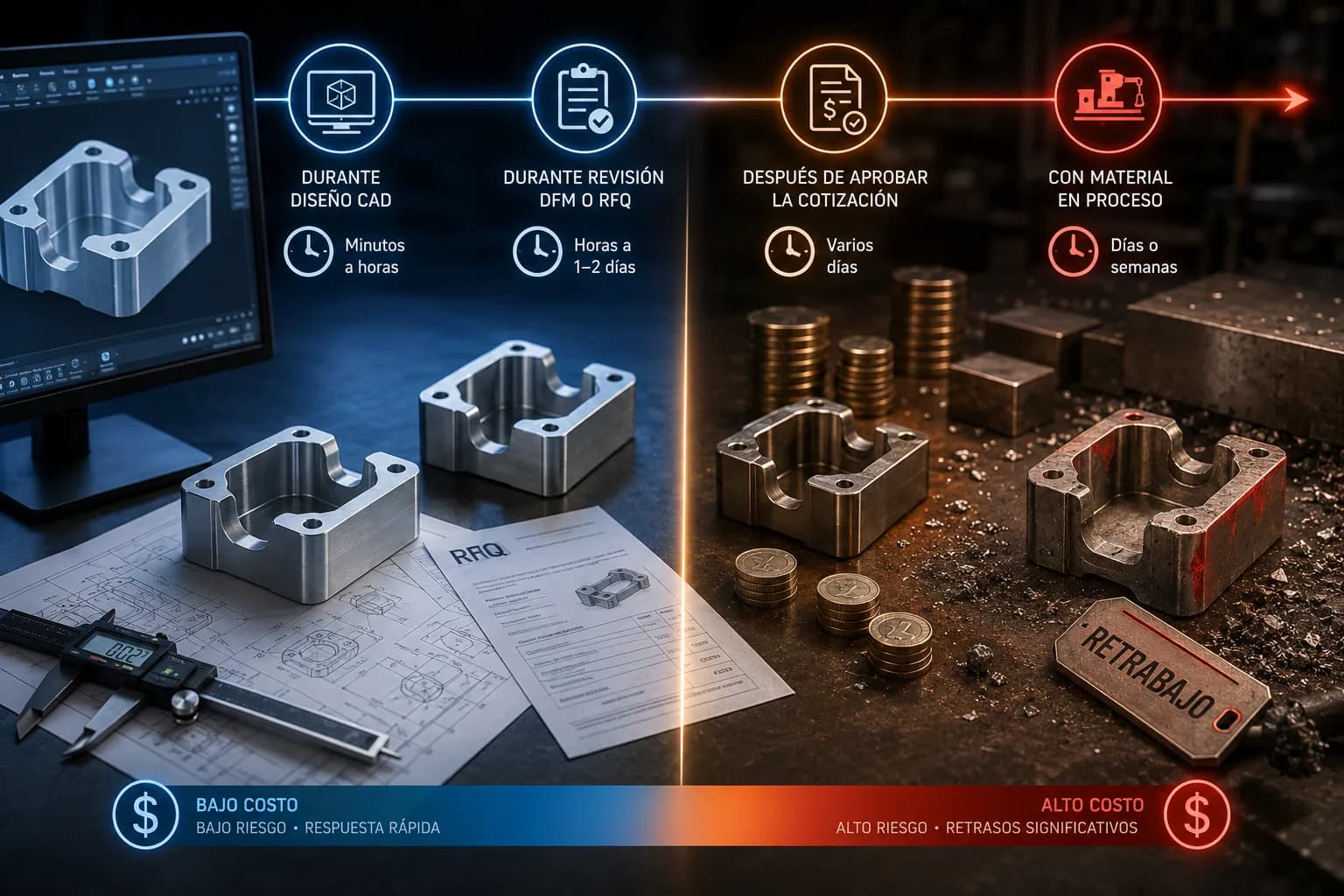
| Momento de detección | Tiempo típico para corregir | Impacto operativo |
|---|---|---|
| Durante diseño CAD | Minutos a horas | Cambios rápidos con costo prácticamente nulo |
| Durante revisión DFM o RFQ | Horas a 1–2 días | Ajustes controlados antes de comprar material o programar |
| Después de aprobar la cotización | Varios días | Revisión de alcance, programación y fechas comprometidas |
| Con material en proceso | Días o semanas | Scrap, retrabajo, compras duplicadas y retrasos de producción |
Cotizaciones más precisas y menos sorpresas después
Existe otro beneficio importante que suele pasar desapercibido: una revisión DFM temprana mejora significativamente la calidad de la cotización. Cuando el proveedor entiende desde el inicio qué superficies son críticas, qué tolerancias realmente importan y cómo se pretende fabricar la pieza, el precio refleja mejor la realidad del proceso.
En cambio, cuando una cotización se genera sobre supuestos incompletos, los problemas suelen aparecer después en forma de aclaraciones técnicas, ajustes de alcance, cambios de lead time o incrementos de costo inesperados. La cotización puede haber llegado rápido, pero no necesariamente era correcta.
Esto es especialmente importante al comparar cotizaciones de maquinado CNC. Dos precios solo pueden compararse de forma justa cuando ambos proveedores están evaluando exactamente el mismo escenario técnico. La revisión DFM ayuda a crear esa base común.
En prototipos, la velocidad también debe generar aprendizaje
Cuando se trabaja con prototipos, el objetivo no es únicamente recibir una pieza rápido. El verdadero objetivo es aprender rápido. Cada iteración debería acercar al equipo a una solución mejor, no consumir tiempo corrigiendo problemas de manufacturabilidad que pudieron detectarse antes de fabricar.
Una pieza con geometrías innecesariamente complejas, tolerancias excesivas o materiales mal seleccionados puede funcionar perfectamente como prototipo, pero ralentizar el ciclo completo de desarrollo. El costo aumenta, el lead time se alarga y la siguiente iteración tarda más en llegar.
Para equipos de desarrollo de producto, automatización, fixtures, herramentales y validación, una revisión DFM temprana permite que el primer prototipo revele información útil sobre desempeño y funcionalidad, en lugar de convertirse en la primera evidencia de problemas que ya estaban presentes en el diseño. Por eso DFM está directamente relacionado con estrategias para reducir tiempos de entrega en manufactura.
Los errores más costosos que una revisión DFM detecta antes de fabricar
La mayoría de los problemas de manufacturabilidad no aparecen en diseños extravagantes o geometrías imposibles. Aparecen en piezas aparentemente normales. Brackets, placas, carcasas, componentes de ensamble y piezas prismáticas que, a simple vista, parecen completamente razonables.
Lo que vuelve costosos estos diseños no es que sean imposibles de fabricar. Es que contienen pequeños detalles que obligan al proceso a trabajar fuera de una zona eficiente. El resultado suele ser más tiempo de máquina, más setups, más inspección, mayor desgaste de herramienta y una cotización considerablemente más alta de lo esperado.
Estos son algunos de los hallazgos más frecuentes que aparecen una y otra vez durante revisiones DFM de piezas CNC.
Radios internos más pequeños que la herramienta disponible
Probablemente es el error DFM más común en fresado CNC. En CAD resulta sencillo dibujar esquinas internas cerradas, pero las máquinas no cortan con líneas infinitamente delgadas; cortan con herramientas que tienen diámetro real.
Cuando el radio interno es demasiado pequeño, el proveedor se ve obligado a utilizar fresas de menor diámetro, menos rígidas y considerablemente más lentas. Esto aumenta tiempo de ciclo, riesgo de vibración, deflexión de herramienta y variación dimensional.
En muchos casos, aumentar un radio interno unos cuantos milímetros permite utilizar herramientas más robustas y puede reducir significativamente el tiempo de maquinado sin afectar la función de la pieza.
Como regla práctica, el radio interno debería ser igual o mayor al radio de la herramienta que mecanizará esa zona, idealmente dejando margen adicional para mejorar rigidez y acabado superficial. Para recomendaciones detalladas consulta la guía de diseño para mecanizado CNC.
Cavidades profundas y barrenos con relaciones profundidad-diámetro agresivas
Otro error frecuente es asumir que una cavidad más profunda simplemente requiere unos segundos adicionales de maquinado. En realidad, conforme aumenta la relación profundidad-diámetro, el proceso se vuelve progresivamente más complejo.
La evacuación de viruta empeora, la herramienta pierde rigidez, los parámetros de corte deben reducirse y aumenta el riesgo de desviación, chatter o acabado inconsistente. El problema no es que la característica sea imposible de fabricar; el problema es que deja de comportarse como una operación estándar.
Como referencia general, relaciones cercanas a 4×D o 6×D suelen requerir atención especial. Por encima de 8×D–10×D, es común que entren en juego herramientas específicas, estrategias de maquinado más conservadoras y tiempos de ciclo considerablemente mayores.
Paredes delgadas y geometrías con baja rigidez
Las paredes delgadas suelen verse excelentes en CAD porque permiten diseños ligeros y compactos. Sin embargo, durante el maquinado esas mismas paredes pueden comportarse como pequeños resortes.
Conforme se elimina material, la pieza pierde rigidez y se vuelve más susceptible a vibración, deformación térmica y deflexión por fuerzas de corte. Esto afecta acabado superficial, precisión dimensional y repetibilidad entre piezas.
En prototipos unitarios el problema puede ser manejable. En producción repetitiva, la variación acumulada suele convertirse en una fuente constante de ajustes e inspección adicional.
Una revisión DFM efectiva puede proponer refuerzos localizados, espesores mínimos más robustos o estrategias de fijación diferentes sin alterar la función real de la pieza.
Tolerancias, acabados y detalles que no agregan valor funcional
Uno de los errores más caros no está en la geometría, sino en la especificación. Es común encontrar piezas donde todas las superficies reciben tolerancias cerradas, acabados exigentes o requisitos cosméticos aunque solo una pequeña parte del componente sea funcionalmente crítica.
Cada tolerancia adicional obliga a controlar el proceso con mayor precisión. Cada acabado innecesario agrega tiempo. Cada requisito cosmético incrementa riesgo de retrabajo. El resultado es una pieza más costosa sin que necesariamente sea una pieza mejor.
La manufactura eficiente consiste en aplicar precisión donde realmente genera valor y evitar sobreespecificar características que no afectan función, ensamble ni desempeño.
| Hallazgo DFM | Consecuencia típica | Mejora recomendada |
|---|---|---|
| Radio interno de 1 mm en cavidad profunda | Fresa pequeña, menor rigidez y ciclo largo | Aumentar radio a 3–6 mm cuando la función lo permita |
| Cavidad profunda y estrecha | Evacuación de viruta deficiente y herramienta larga | Reducir profundidad o aumentar ancho de bolsillo |
| Pared de 1–1.5 mm en aluminio | Vibración, deformación y chatter | Incrementar espesor o añadir refuerzos |
| ±0.01 mm en toda la pieza | Inspección extensa y costo elevado | Aplicar tolerancias críticas solo en interfaces funcionales |
| Plano y modelo CAD inconsistentes | Retrasos, aclaraciones y errores de interpretación | Sincronizar documentación antes del RFQ |
DFM no siempre reduce el costo. Casi siempre reduce el riesgo.
Uno de los conceptos erróneos más comunes sobre DFM es asumir que su única función consiste en abaratar piezas. En realidad, una buena revisión de manufacturabilidad tiene un objetivo mucho más importante: eliminar incertidumbre antes de que se convierta en un problema operativo.
Hay ocasiones donde la geometría, la tolerancia o incluso el material seleccionado son absolutamente necesarios para que la pieza cumpla su función. Si una superficie debe mantenerse dentro de una tolerancia específica, si un material determinado es indispensable por temperatura, desgaste o corrosión, o si una característica compleja responde a un requisito real de diseño, DFM no intentará simplificarla artificialmente.
Lo que sí hará es identificar la mejor forma de fabricar esa pieza, anticipar riesgos y construir un proceso estable desde el principio. La meta no es fabricar más barato a cualquier costo. La meta es fabricar correctamente desde la primera corrida.
Cuando una tolerancia crítica no puede negociarse
Las mejores revisiones DFM entienden la diferencia entre una especificación costosa y una especificación necesaria. Cuando una tolerancia crítica debe mantenerse, el análisis se desplaza desde el diseño hacia la estrategia de manufactura.
En lugar de sugerir eliminar la tolerancia, la revisión puede proponer cambios en la forma de fabricar la pieza para alcanzar el resultado de manera más consistente y controlada. La función permanece intacta; lo que mejora es la probabilidad de lograrla de forma repetitiva.
- Optimización de fixtures y sujeción — aumentar estabilidad donde la precisión es crítica para ensamble o funcionamiento.
- Reordenamiento de operaciones — mecanizar características críticas antes de eliminar material que aporta rigidez temporal.
- Stock adicional estratégico — conservar superficies de agarre para operaciones finales de precisión.
- Procesos secundarios planificados — rectificado, EDM o broaching cuando la función realmente lo justifica.
Para compras, menos incertidumbre significa mejores decisiones
El beneficio para ingeniería suele ser técnico. El beneficio para compras suele ser económico.
Cuando una pieza ha pasado por una revisión DFM adecuada, las cotizaciones se vuelven más comparables porque existe menos ambigüedad en torno al proceso real de fabricación. Ya no se está evaluando un modelo aparentemente simple que oculta complejidades importantes. Se está evaluando una especificación depurada donde materiales, tolerancias, acabados y estrategia de manufactura son entendidos de forma consistente.
Eso reduce diferencias artificiales entre proveedores, acorta ciclos de negociación y evita un escenario extremadamente común en manufactura: descubrir después de emitir la orden que el precio inicial estaba basado en una interpretación incorrecta del diseño.
DFM no siempre produce la pieza más barata. Produce algo más valioso: una pieza cuyo costo, tiempo de entrega y proceso son mucho más predecibles.
Cómo reconocer una retroalimentación DFM que realmente aporta valor
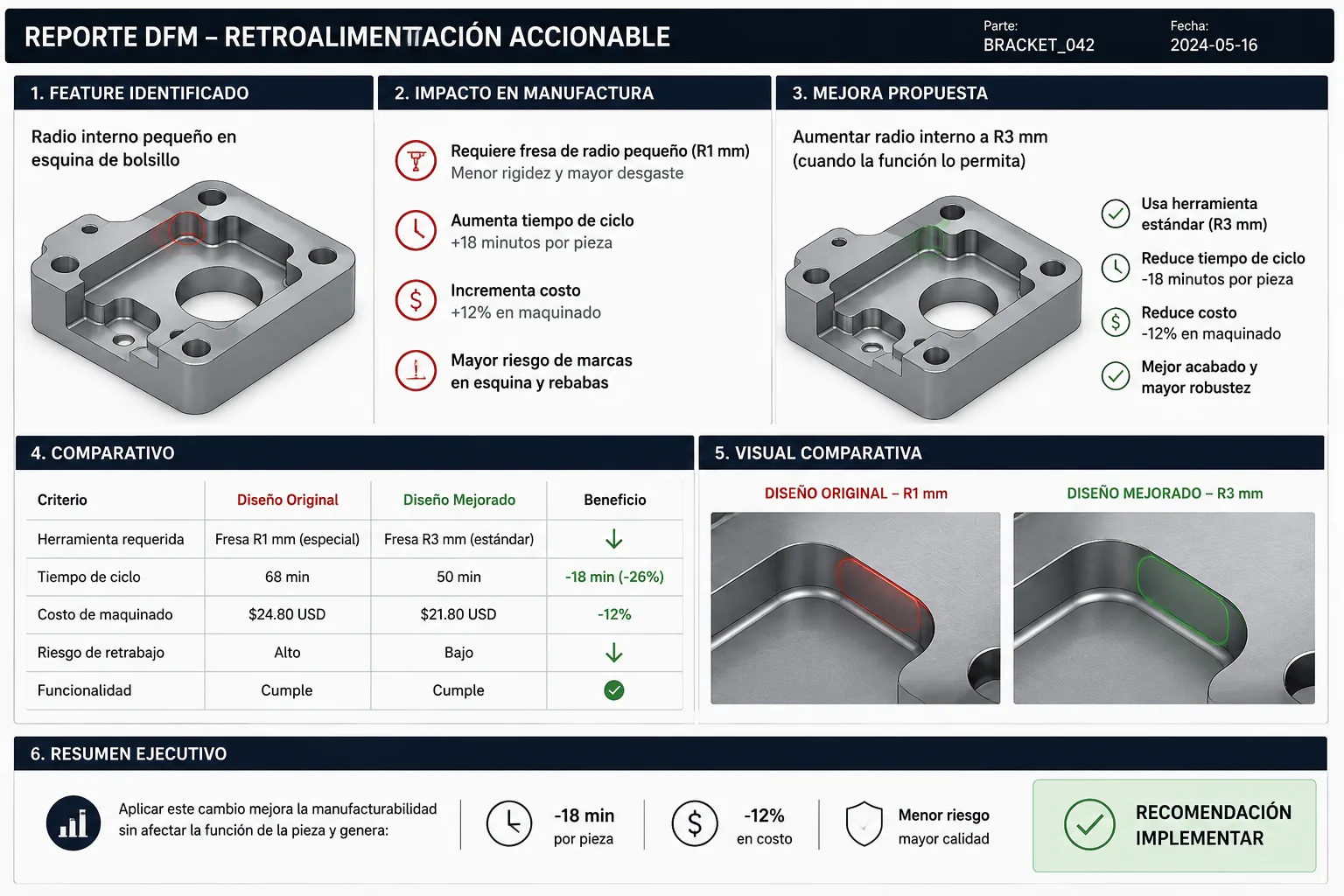
La diferencia entre una revisión superficial y una revisión DFM útil está en el nivel de especificidad. Comentarios como "la pieza es compleja" o "conviene revisar el diseño" aportan poco valor porque no ayudan a tomar decisiones.
La retroalimentación verdaderamente útil identifica exactamente qué característica genera el problema, explica cómo afecta el proceso de manufactura y propone una alternativa concreta que preserve la función original de la pieza. El objetivo no es producir más comentarios. El objetivo es generar decisiones accionables. Cuando la retroalimentación está bien estructurada, ingeniería puede evaluar rápidamente el impacto funcional, compras puede entender el efecto económico y manufactura puede validar la viabilidad del cambio.
Por ejemplo, una observación como *"Aumentar radio interno de 1 mm a 3 mm en cavidad P-04 para permitir fresa de Ø6 mm, reducir tiempo de ciclo estimado ~35% y mejorar acabado superficial sin afectar la interfaz de ensamble"* aporta contexto técnico, impacto económico y una propuesta específica. El equipo puede aceptar el cambio, rechazarlo con una justificación funcional válida o desarrollar una tercera alternativa. La decisión deja de basarse en opiniones y pasa a basarse en información.
| Retroalimentación genérica | Retroalimentación DFM útil |
|---|---|
| “La pieza es compleja.” | “La cavidad P-04 obliga a utilizar una fresa Ø2 mm por el radio interno actual; aumentar el radio a 3 mm permitiría una herramienta Ø6 mm y reduciría significativamente el tiempo de ciclo.” |
| “Conviene revisar tolerancias.” | “La tolerancia ±0.02 mm en la cara B no afecta ensamble; una tolerancia general ISO 2768-mK sería suficiente excepto en el diámetro Ø32 H7.” |
| “El material es difícil de maquinar.” | “El cambio de aluminio 6061 a acero inoxidable 304 incrementa el tiempo de ciclo estimado aproximadamente 40%; confirmar si la resistencia a corrosión exige inoxidable.” |
| “La pieza requiere 5 ejes.” | “La cara inclinada a 37° puede mecanizarse mediante estrategia 3+2 con un setup adicional, evitando maquinado simultáneo de 5 ejes.” |
Cambios obligatorios y recomendaciones no son lo mismo
Otro rasgo de una buena revisión DFM es la capacidad de priorizar hallazgos. No todos los comentarios tienen el mismo peso. Algunas observaciones son bloqueantes y deben resolverse antes de fabricar. Otras representan oportunidades de optimización que pueden evaluarse según costo, lead time o preferencia del diseñador.
Cuando todo se presenta con el mismo nivel de urgencia, el equipo pierde tiempo discutiendo detalles secundarios mientras problemas críticos permanecen sin resolver. Una revisión efectiva ayuda a enfocar la atención donde realmente importa.
- Bloqueante — la pieza no puede fabricarse de forma confiable sin modificar diseño, aclarar especificaciones o cambiar proceso.
- Alto impacto — la pieza es fabricable, pero el costo, el tiempo de entrega o el riesgo operativo aumentan significativamente.
- Recomendación — oportunidad de mejorar eficiencia, reducir costo o simplificar manufactura sin afectar función.
- Informativo — observación relacionada con inspección, capacidad de proceso o comportamiento esperado durante producción.
El contexto de manufactura también forma parte de DFM
Una revisión DFM sólida no analiza únicamente la geometría. También considera cómo se fabricará realmente la pieza. La misma característica puede tener implicaciones completamente distintas dependiendo del proceso, el volumen de producción y la estrategia de manufactura seleccionada.
No se evalúa igual una pieza diseñada para torneado CNC que un componente destinado a fresado CNC. Tampoco se revisa de la misma manera un prototipo unitario que un lote repetitivo de cientos o miles de piezas. El volumen afecta fixtures, herramientas, estrategias de inspección y rentabilidad de ciertas optimizaciones.
Por esa razón, una buena revisión DFM siempre conecta el diseño con el proceso real que se utilizará para producirlo. La manufacturabilidad no depende únicamente de la geometría. Depende de la combinación entre geometría, proceso, volumen y objetivo de producción.
Qué debería validar ingeniería antes de enviar una pieza a cotización o producción
Una revisión DFM es mucho más efectiva cuando el diseño ya llega con ciertos fundamentos claros. Cuanto menos tiempo se invierte interpretando la intención del diseñador, más tiempo puede dedicarse a optimizar manufacturabilidad, costo y tiempo de entrega.
Antes de liberar un archivo CAD para cotización o producción, conviene validar cuatro capas fundamentales. Cuando estas áreas están correctamente definidas, la conversación técnica se vuelve más rápida, las cotizaciones son más precisas y la transición hacia manufactura ocurre con mucha menos fricción.
- Geometría — radios internos, accesibilidad de herramienta, profundidades, espesores mínimos y estrategia lógica de maquinado.
- Especificaciones — tolerancias, acabados superficiales, roscas, datums, GD&T y notas críticas de fabricación.
- Material — grado exacto, tratamiento requerido, forma de suministro y justificación funcional del material seleccionado.
- Contexto funcional — identificación clara de superficies críticas para ensamble, alineación, sellado, desgaste o desempeño.
| Elemento | Pregunta clave | Evidencia recomendada |
|---|---|---|
| Modelo CAD | ¿El STEP está limpio, sólido y libre de errores geométricos? | Archivo STEP actualizado y control de revisión |
| Plano técnico | ¿Coincide completamente con el modelo 3D? | PDF con tolerancias, notas y referencias críticas |
| Interfaces funcionales | ¿Están identificadas las superficies que controlan el ensamble? | Dimensiones críticas o GD&T explícitamente definidos |
| Material | ¿El grado y condición del material están definidos? | Especificación incluida en plano o RFQ |
| Acabados | ¿Son requisitos funcionales o únicamente cosméticos? | Ra, anodizado, pasivado, pintura o tratamiento especificado |
| Volumen y aplicación | ¿Se trata de prototipo, validación o producción repetitiva? | Cantidad requerida y contexto de uso |
El modelo 3D y el plano deben contar la misma historia
Parece obvio, pero una cantidad sorprendente de retrasos proviene de discrepancias entre el modelo CAD y el plano técnico. Una cota modificada en el dibujo, una geometría actualizada únicamente en el STEP o una revisión desalineada pueden detener una cotización completa mientras el equipo intenta determinar cuál es la fuente correcta de información.
Cuando el modelo 3D y el plano comunican cosas distintas, el proveedor tiene dos opciones: detenerse para solicitar aclaraciones o asumir una interpretación. Ninguna de las dos acelera el proyecto.
Para preparar correctamente la documentación desde el inicio, consulta la guía de archivo CAD a maquinado CNC y los principios descritos en cómo reducir el costo de una pieza CNC mediante cambios simples de diseño.
Cómo DFM impacta directamente el tiempo de entrega
Existe la percepción de que el lead time depende únicamente de la disponibilidad de máquina. En la práctica, gran parte del tiempo se pierde mucho antes de que el material llegue al husillo.
Cada aclaración técnica, cada revisión de plano, cada interpretación incorrecta de una tolerancia o cada discusión sobre manufacturabilidad agrega fricción al proceso. Una pieza bien definida avanza más rápido porque elimina incertidumbre. Programación, fijación, inspección y producción pueden comenzar con criterios claros desde el primer día.
| Etapa | Sin revisión DFM | Con revisión DFM |
|---|---|---|
| Evaluación técnica | Preguntas abiertas y supuestos | Observaciones concretas y priorizadas |
| Programación CAM | Cambios e iteraciones frecuentes | Trayectorias basadas en geometría validada |
| Primer artículo (FAI) | Mayor riesgo de desviaciones | Expectativas dimensionales alineadas |
| Producción repetitiva | Correcciones y ajustes continuos | Proceso estable desde la primera corrida |
Esto se vuelve especialmente importante en proyectos urgentes y ciclos rápidos de desarrollo. Un día perdido aclarando una rosca, una tolerancia o un acabado superficial puede costar más que cualquier ahorro obtenido al omitir una revisión DFM.
Por esa razón, las plataformas modernas de manufactura integran la validación técnica dentro del proceso de cotización. En PREMSA, la revisión DFM forma parte del flujo precisamente porque la velocidad real no proviene de saltarse pasos. Proviene de resolver los problemas correctos antes de que entren a producción.
Si el objetivo es reducir tiempos de entrega sin sacrificar calidad ni previsibilidad, la combinación más efectiva sigue siendo la misma: diseño validado, revisión DFM temprana y un proveedor capaz de conectar ingeniería, cotización y manufactura dentro del mismo proceso.
Conclusión: la manufactura empieza mucho antes de que la máquina corte material
La diferencia entre una pieza que simplemente puede fabricarse y una pieza que fluye correctamente a través de producción suele definirse mucho antes de que comience el maquinado. Se define durante el diseño, en la forma en que se especifican tolerancias, se seleccionan materiales y se toman decisiones que afectan manufacturabilidad.
La retroalimentación DFM no existe para corregir malos diseños. Existe para identificar oportunidades, reducir incertidumbre y asegurar que el diseño llegue a producción con la mayor claridad posible. Cuando eso ocurre, las cotizaciones son más precisas, los tiempos de entrega más confiables y el proceso completo requiere menos correos, menos aclaraciones y menos retrabajo.
Si vas a fabricar una pieza CNC, la pregunta más importante no es únicamente si puede hacerse. La pregunta correcta es si está diseñada para fabricarse de forma eficiente, repetible y económicamente razonable. Para profundizar en los factores que impactan el precio final, consulta qué afecta más el costo de una pieza maquinada por CNC. Si buscas optimizar el diseño antes de solicitar precio, la guía de diseño para mecanizado CNC y el proceso de cotización con revisión DFM completan el siguiente paso.
En CNC, la manufactura comienza en CAD. DFM es la conversación que permite resolver en diseño lo que de otro modo terminaría convirtiéndose en costo, retraso o retrabajo durante producción.
Preguntas frecuentes sobre retroalimentación DFM antes de fabricar
Respuestas rápidas para ingenieros, compradores y equipos de manufactura que buscan reducir costo, riesgo y tiempo de entrega antes de liberar una pieza CNC a producción.
- ¿Qué es exactamente una revisión DFM antes de fabricar?
- DFM (Design for Manufacturability) es un análisis técnico que evalúa si una pieza puede fabricarse de forma eficiente, repetible y económicamente razonable. Revisa geometría, tolerancias, materiales, acabados y estrategia de manufactura para identificar riesgos antes de que se conviertan en retrasos, retrabajo o sobrecostos.
- ¿Cuándo debería solicitar una revisión DFM?
- Lo ideal es realizarla antes de liberar la orden de compra y preferentemente durante la etapa de cotización. Un cambio realizado en CAD puede tomar minutos; el mismo cambio después de comprar material o programar la pieza puede representar días de retraso y costos adicionales.
- ¿DFM siempre reduce el costo de una pieza CNC?
- No necesariamente. Algunas geometrías, materiales o tolerancias son requisitos funcionales que deben mantenerse. En esos casos, DFM no busca abaratar a toda costa; busca definir el proceso correcto desde el inicio, reducir incertidumbre y generar una cotización más confiable.
- ¿Cuáles son los problemas que DFM detecta con mayor frecuencia?
- Los hallazgos más comunes incluyen radios internos demasiado pequeños, cavidades profundas, paredes delgadas, tolerancias excesivas en superficies no críticas, roscas especiales innecesarias, acabados sobredimensionados y discrepancias entre el modelo CAD y el plano técnico.
- ¿Qué información debo enviar para obtener una revisión DFM útil?
- Idealmente un archivo STEP sólido, plano PDF con tolerancias y notas críticas, especificación de material, acabados requeridos, cantidad y contexto de aplicación. Cuanto más completo sea el paquete técnico, más precisa y accionable será la retroalimentación.
- ¿Cuál es la diferencia entre DFM y CAM?
- DFM evalúa cómo debería fabricarse una pieza y propone mejoras antes de producir. CAM toma el diseño aprobado y genera las trayectorias de herramienta necesarias para mecanizarlo. DFM ocurre antes de comprometer producción; CAM ocurre cuando la ruta de manufactura ya fue definida.
- ¿DFM es igual de importante para prototipos y producción?
- Sí, aunque los objetivos cambian. En prototipos ayuda a acelerar iteraciones y evitar complejidades innecesarias. En producción repetitiva ayuda a estabilizar procesos, reducir variación, minimizar retrabajo y controlar costo total a largo plazo.
- ¿Cómo puedo saber si la retroalimentación DFM de un proveedor es realmente buena?
- Una revisión útil identifica features específicos, explica el impacto técnico de cada observación y propone alternativas concretas. Comentarios vagos como 'la pieza es compleja' aportan poco valor. La buena retroalimentación permite tomar decisiones rápidas basadas en datos y no en opiniones.
- ¿DFM solo aplica al fresado CNC?
- No. Los principios DFM aplican a fresado, torneado CNC, operaciones mill-turn, EDM, rectificado y prácticamente cualquier proceso de manufactura. Lo que cambia son las restricciones técnicas que se evalúan en cada caso.
- ¿PREMSA incluye revisión DFM en sus cotizaciones CNC?
- Sí. En PREMSA Industries la revisión de manufacturabilidad forma parte del proceso de validación técnica y cotización. El objetivo es identificar riesgos, aclarar especificaciones y asegurar que costo, proceso y lead time reflejen la realidad de fabricación antes de liberar producción.
DFM (Design for Manufacturability) es un análisis técnico que evalúa si una pieza puede fabricarse de forma eficiente, repetible y económicamente razonable. Revisa geometría, tolerancias, materiales, acabados y estrategia de manufactura para identificar riesgos antes de que se conviertan en retrasos, retrabajo o sobrecostos.
Lo ideal es realizarla antes de liberar la orden de compra y preferentemente durante la etapa de cotización. Un cambio realizado en CAD puede tomar minutos; el mismo cambio después de comprar material o programar la pieza puede representar días de retraso y costos adicionales.
No necesariamente. Algunas geometrías, materiales o tolerancias son requisitos funcionales que deben mantenerse. En esos casos, DFM no busca abaratar a toda costa; busca definir el proceso correcto desde el inicio, reducir incertidumbre y generar una cotización más confiable.
Los hallazgos más comunes incluyen radios internos demasiado pequeños, cavidades profundas, paredes delgadas, tolerancias excesivas en superficies no críticas, roscas especiales innecesarias, acabados sobredimensionados y discrepancias entre el modelo CAD y el plano técnico.
Idealmente un archivo STEP sólido, plano PDF con tolerancias y notas críticas, especificación de material, acabados requeridos, cantidad y contexto de aplicación. Cuanto más completo sea el paquete técnico, más precisa y accionable será la retroalimentación.
DFM evalúa cómo debería fabricarse una pieza y propone mejoras antes de producir. CAM toma el diseño aprobado y genera las trayectorias de herramienta necesarias para mecanizarlo. DFM ocurre antes de comprometer producción; CAM ocurre cuando la ruta de manufactura ya fue definida.
Sí, aunque los objetivos cambian. En prototipos ayuda a acelerar iteraciones y evitar complejidades innecesarias. En producción repetitiva ayuda a estabilizar procesos, reducir variación, minimizar retrabajo y controlar costo total a largo plazo.
Una revisión útil identifica features específicos, explica el impacto técnico de cada observación y propone alternativas concretas. Comentarios vagos como 'la pieza es compleja' aportan poco valor. La buena retroalimentación permite tomar decisiones rápidas basadas en datos y no en opiniones.
No. Los principios DFM aplican a fresado, torneado CNC, operaciones mill-turn, EDM, rectificado y prácticamente cualquier proceso de manufactura. Lo que cambia son las restricciones técnicas que se evalúan en cada caso.
Sí. En PREMSA Industries la revisión de manufacturabilidad forma parte del proceso de validación técnica y cotización. El objetivo es identificar riesgos, aclarar especificaciones y asegurar que costo, proceso y lead time reflejen la realidad de fabricación antes de liberar producción.
Recursos relacionados
Si estás preparando una RFQ, optimizando un diseño o buscando reducir riesgo antes de fabricar, estos recursos complementan directamente esta guía:
- Solicitar cotización CNC — carga archivos STEP, materiales y cantidades para revisión técnica y manufacturabilidad.
- Guía de diseño para mecanizado CNC — principios DFM para reducir costo, complejidad y tiempo de fabricación.
- De archivo CAD a maquinado CNC — cómo preparar correctamente modelos, planos y documentación para cotización.
- Cómo reducir el costo de una pieza CNC mediante cambios de diseño — mejoras de alto impacto antes de enviar una RFQ.
- Qué afecta el costo de una pieza maquinada por CNC — tiempo de máquina, geometría, setups, materiales e inspección.
- Tolerancias de maquinado CNC — especificar precisión donde realmente agrega valor.
- Tabla ISO 2768 — referencia rápida para tolerancias generales de fabricación.
- Cómo comparar cotizaciones CNC correctamente — evitar errores al evaluar proveedores.
- Cómo reducir tiempos de entrega en manufactura — eliminar fricción técnica antes de producción.
- Maquinados CNC en Monterrey — capacidades de manufactura bajo demanda para prototipos y producción.

Escrito por
Adrian Cavazos y el Equipo de Ingeniería de PREMSA
Adrian Cavazos, fundador de PREMSA Industries, lidera un equipo de ingenieros de manufactura especializado en maquinado CNC, fabricación metálica y soluciones listas para producción. El equipo trabaja de cerca con los clientes para optimizar diseños, mejorar la manufacturabilidad (DFM) y asegurar una producción confiable y escalable desde prototipos hasta producción en volumen.


