
Muchas personas utilizan maquinado CNC como un término general para describir cualquier pieza fabricada en una máquina controlada numéricamente. Sin embargo, en la práctica industrial, fresado CNC y torneado CNC son los dos procesos más comunes — y cada uno está optimizado para geometrías, tiempos de ciclo y niveles de costo muy distintos.
Elegir el proceso incorrecto desde el inicio puede aumentar el costo por pieza, extender el tiempo de fabricación y añadir complejidad innecesaria en setups, programación CAM e inspección. Por ello, comparar fresado y torneado no es un ejercicio teórico: es una decisión de ingeniería que impacta directamente manufacturabilidad, lead time y viabilidad económica del proyecto.
En PREMSA Industries integramos fresado CNC, torneado CNC y mill-turn CNC para prototipos, bajo volumen y producción repetitiva. Si necesitas contexto previo, consulta qué es el maquinado CNC, qué es el fresado CNC y qué es el torneado CNC.
- Qué es el fresado CNC — principio de corte, geometrías ideales y ventajas del proceso
- Qué es el torneado CNC — funcionamiento, piezas típicas y fortalezas del torno
- Diferencias clave — tabla comparativa de movimiento, costo, precisión y volumen
- Qué piezas van con cada proceso — ejemplos industriales de fresado y torneado
- Costo y selección de proceso — cuándo cada tecnología suele ser más económica
- Procesos híbridos — mill-turn, herramienta viva y operaciones secundarias
- DFM y casos prácticos — cómo decidir desde diseño con ejemplos reales
¿Qué es el Fresado CNC?
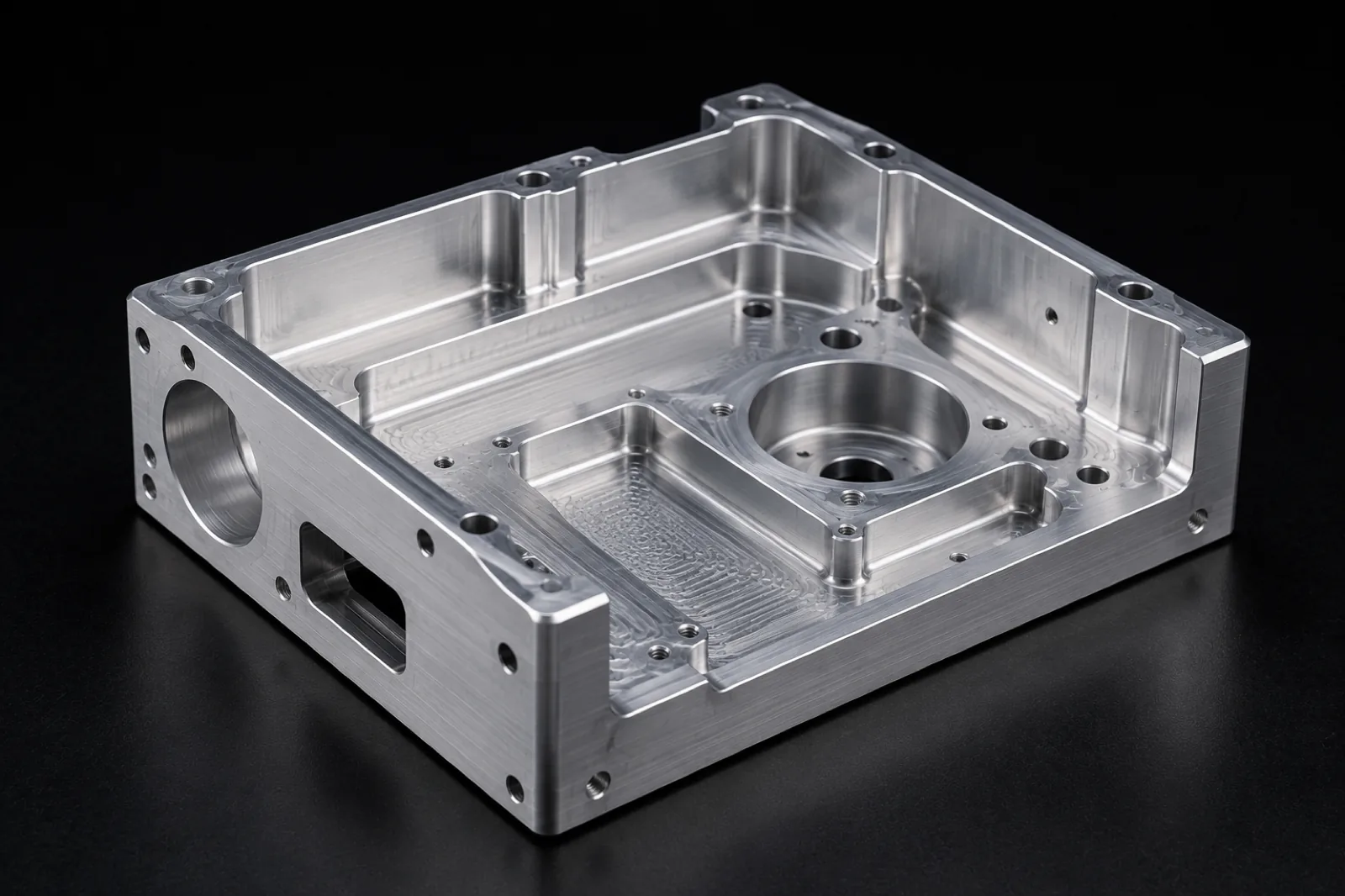
El fresado CNC es un proceso de manufactura sustractiva en el que una herramienta de corte rotativa remueve material de una pieza fija para generar caras planas, cavidades, agujeros, contornos y superficies tridimensionales. Es la base de la fabricación de componentes prismáticos en industrias como automatización, robótica, dispositivos médicos, aeroespacial y manufactura general.
Para profundizar en operaciones, máquinas de 3/4/5 ejes, materiales y DFM específico de fresado, revisa la guía completa de qué es el fresado CNC.
Cómo funciona el fresado CNC
- La herramienta gira — fresas, brocas y herramientas indexables rotan a alta velocidad para generar el corte.
- La pieza permanece fija — se sujeta con mordazas, fixtures o sistemas de vacío mientras la herramienta se desplaza.
- Movimiento en múltiples ejes — la máquina coordina X, Y y Z (y ejes rotativos adicionales en centros de 4 o 5 ejes) para acceder a distintas caras y geometrías.
Geometrías ideales para fresado CNC
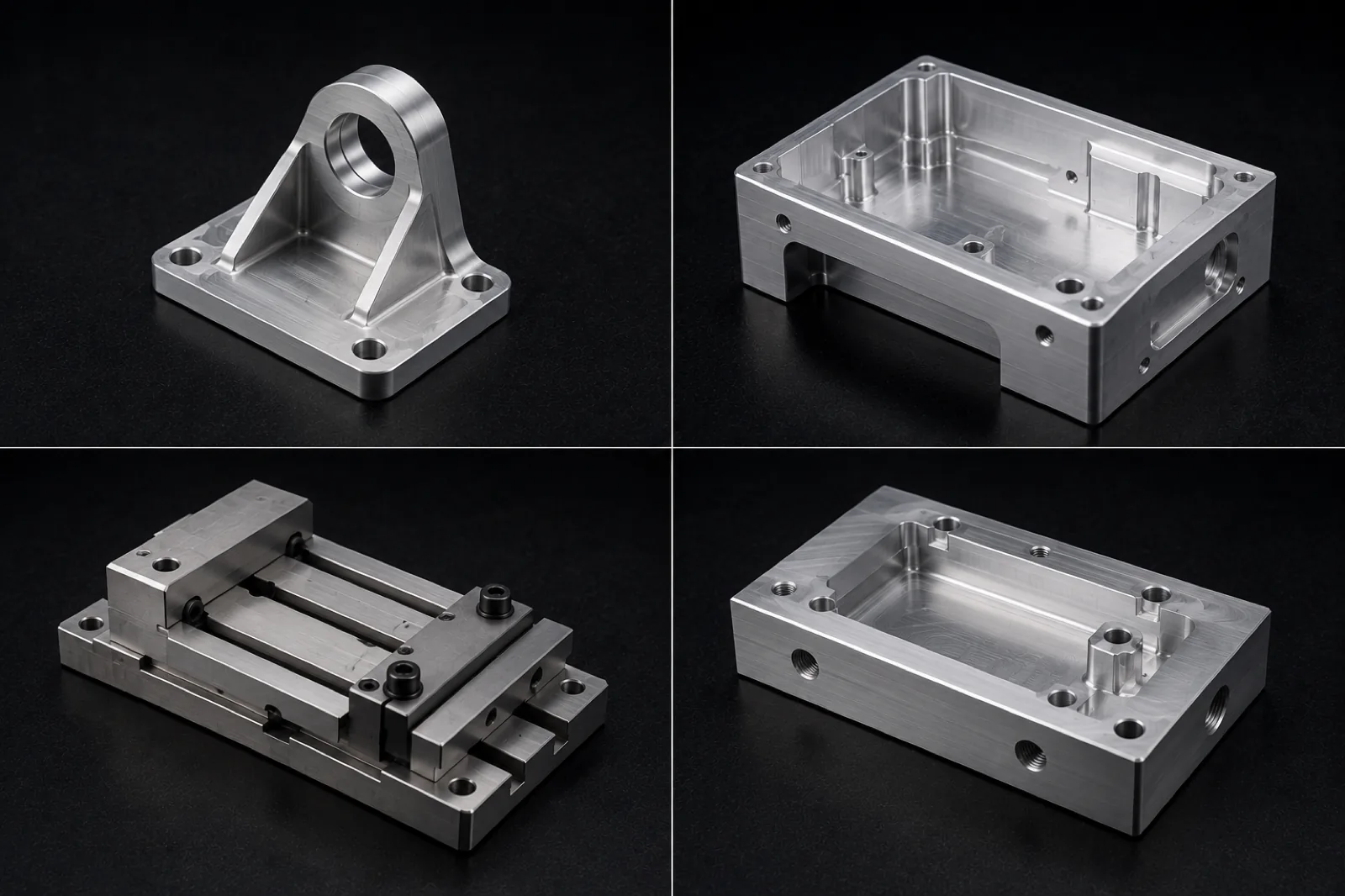
- Placas — bases, tapas, paneles y superficies mecanizadas con agujeros y rasgos.
- Brackets — soportes estructurales con múltiples caras y interfaces de montaje.
- Carcasas — housings con cavidades internas, paredes y features de ensamble.
- Manifolds — distribuidores de fluido con canales, puertos y geometría interna compleja.
- Componentes prismáticos — piezas no rotacionales con varias caras funcionales mecanizadas.
Ventajas del fresado CNC
- Geometrías complejas — contornos, relieves y transiciones entre superficies.
- Cavidades — bolsillos, alojamientos y espacios internos funcionales.
- Bolsillos — ranuras, pockets y áreas de alivio con control dimensional.
- Superficies 3D — perfiles curvos, superficies de contacto y acabados funcionales.
- Múltiples caras — acceso a distintas orientaciones en un mismo setup o con reorientaciones controladas.
¿Qué es el Torneado CNC?
El torneado CNC es un proceso en el que la pieza gira sobre su eje mientras una herramienta de corte remueve material para generar diámetros, caras, ranuras, roscas y geometrías de revolución. Es especialmente eficiente cuando la funcionalidad del componente depende de la concentricidad, el ajuste dimensional y la repetibilidad entre piezas.
Para operaciones, tolerancias, materiales y buenas prácticas de diseño en torno, consulta la guía de qué es el torneado CNC.
Cómo funciona el torneado CNC
- La pieza gira — el husillo rota el material a alta velocidad mientras la herramienta avanza.
- La herramienta permanece fija — insertos de torneado, barrenos y herramientas de ranurado se posicionan en la torreta.
- Movimiento principalmente sobre X y Z — el corte ocurre en el plano radial y longitudinal, ideal para geometrías cilíndricas.
Geometrías ideales para torneado CNC
- Ejes — shafts escalonados, espigas y componentes de transmisión.
- Bujes — sleeves y alojamientos cilíndricos con tolerancias de ajuste.
- Casquillos — bushings, espaciadores y elementos de guía.
- Adaptadores — conectores mecánicos con diámetros, hombros y roscas.
- Conectores — nipples, fittings y piezas de interfaz hidráulica o neumática.
Ventajas del torneado CNC
- Altísima productividad — ciclos rápidos en geometrías rotacionales con pocos setups.
- Excelente concentricidad — diámetros coaxiales y relaciones radiales consistentes.
- Menor costo en piezas cilíndricas — aprovecha barras y tubos comerciales con mínima remoción de material.

Diferencias Entre Fresado CNC y Torneado CNC
Aunque ambos procesos remueven material de forma controlada y pueden alcanzar tolerancias estrechas, su mecánica de corte, geometría ideal y economía de fabricación son distintas. La tabla siguiente resume las diferencias más relevantes para ingeniería, compras y diseño de producto.
| Característica | Fresado CNC | Torneado CNC |
|---|---|---|
| Movimiento principal | Herramienta rotativa; pieza fija | Pieza rotativa; herramienta fija |
| Geometría ideal | Prismática, multifaz, con cavidades | Cilíndrica y de revolución |
| Forma típica | Placas, brackets, carcasas, manifolds | Ejes, bujes, adaptadores, conectores |
| Complejidad geométrica | Alta en superficies 3D, bolsillos y múltiples caras | Alta en perfiles escalonados, roscas y ranuras coaxiales |
| Productividad | Variable según setups y número de caras | Muy alta en piezas cilíndricas repetitivas |
| Costo por pieza | Suele ser más eficiente en geometrías no simétricas | Suele ser más económico en componentes rotacionales |
| Precisión | Excelente en planitud, paralelismo y relaciones entre caras | Excelente en concentricidad, circularidad y diámetros |
| Materiales compatibles | Aluminio, aceros, inoxidable, latón, titanio, plásticos de ingeniería | Aluminio, aceros, inoxidable, latón, titanio, plásticos de ingeniería |
| Volumen recomendado | Prototipos, bajo volumen y producción repetitiva con geometría prismática | Prototipos, bajo volumen y corridas repetitivas de piezas cilíndricas |
No existe un proceso CNC universalmente mejor: existe el proceso adecuado para la geometría dominante, el stock disponible y el volumen de producción.
¿Qué Tipo de Piezas se Fabrican Mejor con Fresado CNC?
Componentes prismáticos
Cuando la pieza se define por caras planas, ángulos y interfaces de montaje en distintas orientaciones, el fresado suele ser el camino más directo. Bloques, bases y soportes mecánicos encajan naturalmente en centros de maquinado de 3, 4 o 5 ejes.
Piezas con múltiples caras mecanizadas
Brackets, fixtures y adaptadores con agujeros, contrahuellas y superficies de contacto en varias caras se benefician del acceso multifaz del fresado. Cada setup adicional incrementa costo, por lo que el diseño debe minimizar reorientaciones innecesarias.
Componentes con cavidades internas
Carcasas, housings y manifolds con alojamientos internos, canales y paredes delgadas requieren herramientas rotativas con estrategias de desbaste y acabado. El fresado permite controlar profundidad, radios internos y acabado superficial en zonas funcionales.
Geometrías 3D complejas
Superficies curvas, relieves y transiciones entre planos y radios son más naturales en fresado — especialmente con máquinas de 4 o 5 ejes. Para piezas donde la estética, el flujo de fluido o el contacto mecánico dependen de superficies no cilíndricas, el fresado domina.
¿Qué Tipo de Piezas se Fabrican Mejor con Torneado CNC?
Ejes
Shafts con diámetros escalonados, hombros, espigas y zonas de rodamiento se fabrican con alta repetibilidad en torno CNC. La rotación continua del material permite ciclos cortos y excelente control de concentricidad.
Casquillos
Bushings, sleeves y espaciadores cilíndricos — con diámetros interior y exterior críticos — son candidatos naturales para torneado. Un solo setup puede combinar cilindrado exterior, barrenado interior y acabado.
Espaciadores
Distanciadores y elementos de stack-up con longitud y diámetro controlados se producen eficientemente desde barra o tubo comercial, reduciendo material desperdiciado y tiempo de ciclo.
Adaptadores roscados
Nipples, fittings y adaptadores con roscas, hombros y diámetros de sellado se fabrican en torno con operaciones de roscado integradas. Para conexiones hidráulicas o neumáticas, la concentricidad del torno es una ventaja directa.

¿Cuál es Más Económico?
Esta es una de las preguntas más frecuentes en ingeniería y compras — y la respuesta honesta es: depende de la geometría, el stock y el número de operaciones. Ni el fresado ni el torneado son universalmente más baratos; cada proceso es económico cuando la pieza está diseñada para aprovechar sus fortalezas.
Para entender los factores que más mueven el precio, revisa qué afecta más el costo de una pieza maquinada por CNC y cómo reducir costos de maquinado CNC con diseño.
Cuando el torneado CNC suele ser más económico
- Geometrías cilíndricas — la pieza se maquina desde barra o tubo con mínima remoción de material.
- Producción repetitiva — ciclos cortos y setups estandarizados diluyen el costo fijo de programación.
- Altas cantidades — el tiempo de ciclo bajo por pieza hace que el costo unitario caiga rápidamente en corridas.
Cuando el fresado CNC suele ser más económico
- Geometrías prismáticas — placas y bloques comerciales son stock natural para centros de maquinado.
- Múltiples características — agujeros, cavidades, contornos y superficies en distintas caras en una sola familia de proceso.
- Piezas no simétricas — forzar una geometría prismática en torno requiere operaciones secundarias costosas.
Cómo una mala selección del proceso puede aumentar el costo
Un error común es fabricar una pieza con el proceso equivocado y pagar el precio en material desperdiciado, setups adicionales y tiempo de ciclo extendido. Dos ejemplos frecuentes:
- Eje fabricado desde placa — un shaft cilíndrico cortado de bloque prismático requiere remover la mayor parte del volumen en fresado, cuando bastaría una barra en torno.
- Bloque fabricado desde barra redonda — un bracket o carcasa partida de material cilíndrico obliga a torneado inicial más fresado secundario para generar caras planas y cavidades.

¿Se Pueden Combinar Fresado y Torneado en la Misma Pieza?
Sí — y en la manufactura moderna esto es cada vez más común. Muchas piezas combinan geometría cilíndrica con caras planas, agujeros radiales o cavidades que un solo proceso no puede resolver de forma eficiente. Aquí es donde las máquinas multitarea y las operaciones secundarias aportan valor real.
Máquinas multitarea y torno con herramienta viva
Los tornos con herramienta viva (live tooling) y las máquinas mill-turn integran fresado y torneado en un solo setup. Esto reduce reorientaciones, mejora la relación entre características coaxiales y planas, y disminuye el riesgo de error de acumulación entre operaciones.
En PREMSA Industries ofrecemos mill-turn CNC para piezas que requieren ambas familias de operaciones sin transferir entre máquinas.
Operaciones secundarias comunes
- Flats — caras planas milled en piezas cilíndricas para llave o interfaz de montaje.
- Barrenos radiales — agujeros transversales en ejes y adaptadores.
- Roscas — roscas axiales y radiales en torno o fresadora según accesibilidad.
- Ranuras — keyways, grooves y canales funcionales en piezas de revolución.
Cuándo conviene combinar ambos procesos
Combina fresado y torneado cuando la pieza tiene geometría híbrida — por ejemplo, un adaptador cilíndrico con flats, barrenos transversales y una cara de montaje plana. En estos casos, un enfoque integrado en mill-turn o una secuencia planificada de torneado + fresado secundario suele ser más económico que forzar todo en un solo proceso.

Cómo Elegir el Proceso Correcto Desde la Etapa de Diseño
La mejor decisión de proceso se toma antes de liberar el plano — no después de recibir una cotización con sorpresas. El diseño para manufactura (DFM) alinea la geometría del CAD con procesos reales, stock comercial y capacidades del taller.
Diseñar alrededor de la geometría dominante
Identifica si la pieza es principalmente cilíndrica o principalmente prismática. Si más del 70 % de la funcionalidad depende de diámetros coaxiales, el torno probablemente sea el proceso base. Si la pieza se define por caras, cavidades y contornos multifaz, el fresado es el punto de partida.
Aprovechar stock comercial
Seleccionar barras redondas, tubos, placas o bloques comerciales que se acerquen a la geometría final reduce material desperdiciado y tiempo de ciclo. Un diseño que requiere stock no estándar o preformados costosos impacta precio y lead time desde el inicio.
Reducir operaciones innecesarias
Cada setup, transferencia entre máquinas y operación secundaria añade costo fijo y variación dimensional. Consolidar características en la misma orientación, evitar tolerancias más estrechas de lo necesario y simplificar accesos de herramienta son decisiones de diseño con impacto directo en manufacturabilidad.
Consultar manufactura antes de liberar el diseño
Una revisión temprana con el equipo de manufactura puede revelar que un pequeño cambio de geometría — un radio interno más grande, un espesor de pared más generoso o un datum más accesible — reduce significativamente el costo sin afectar la función.
Recursos recomendados:
- Guía de diseño para mecanizado CNC — principios DFM para fresado, torneado y procesos combinados.
- Cómo reducir costos de maquinado CNC con diseño — optimización geométrica antes de cotizar.
- Qué afecta más el costo de una pieza maquinada por CNC — factores técnicos que mueven el precio.
Casos Prácticos
Los ejemplos siguientes ilustran cómo la geometría dominante y los requisitos funcionales determinan el proceso más eficiente. Cada caso refleja escenarios frecuentes en proyectos de prototipo, automatización industrial y producción de bajo volumen.
Ejemplo 1: Eje hidráulico
Un eje hidráulico con diámetros escalonados, hombros de sellado, ranuras y rosca en un extremo es predominantemente cilíndrico. La concentricidad entre diámetros es crítica para el funcionamiento del sello.
Resultado: Torneado CNC — fabricado desde barra con cilindrado, ranurado y roscado en un solo setup o secuencia corta en torno.
Ejemplo 2: Bracket de aluminio
Un bracket de montaje con cara base plana, agujeros en tres caras, contrahuellas y una cavidad para alojar un sensor es claramente prismático. Requiere acceso a múltiples orientaciones.
Resultado: Fresado CNC — mecanizado desde placa o bloque de aluminio en centro de maquinado con 3 o 4 ejes.
Ejemplo 3: Adaptador con flats y barrenos transversales
Un adaptador cilíndrico con diámetro exterior roscado, dos flats para llave, barrenos transversales y una cara de contacto plana combina geometría rotacional y características fresadas.
Resultado: Torneado + herramienta viva — cilindrado y roscado en torno, con flats y barrenos radiales mediante herramienta viva o mill-turn en el mismo setup.
Conclusión: No Existe un Proceso Mejor, Existe un Proceso Adecuado
El fresado CNC y el torneado CNC no compiten entre sí — se complementan. Cada proceso está optimizado para familias de geometría distintas, y la manufactura moderna frecuentemente combina ambos en piezas híbridas o máquinas multitarea.
Elegir correctamente desde la etapa de diseño reduce costos, acorta tiempos de entrega y evita retrabajos en programación, setups e inspección. Consultar manufactura temprano — antes de congelar el plano — es una de las inversiones con mejor retorno en cualquier proyecto CNC.
Solicita una cotización con archivos STEP y especificaciones para recibir recomendaciones de manufactura antes de iniciar producción. En PREMSA Industries revisamos geometría, material, tolerancias y volumen para recomendar fresado, torneado o un enfoque combinado con el menor costo y riesgo posible.
Preguntas frecuentes sobre fresado CNC vs torneado CNC
Respuestas directas para ingenieros, diseñadores y equipos de compras que necesitan elegir el proceso CNC correcto.
- ¿Cuál es la diferencia principal entre fresado CNC y torneado CNC?
- La principal diferencia es que en el fresado la herramienta gira mientras la pieza permanece fija, mientras que en el torneado la pieza gira y la herramienta realiza el corte. Esto define qué geometrías son naturales para cada proceso.
- ¿Qué piezas son mejores para torneado CNC?
- Ejes, bujes, adaptadores, conectores, espaciadores y cualquier componente con geometría predominantemente cilíndrica. Consulta la guía de qué es el torneado CNC para más detalle.
- ¿Qué piezas son mejores para fresado CNC?
- Brackets, placas, carcasas, manifolds, fixtures y piezas prismáticas con múltiples caras mecanizadas. Revisa qué es el fresado CNC para operaciones y DFM específico.
- ¿Es más barato el torneado CNC que el fresado CNC?
- No siempre. El torneado suele ser más económico para piezas cilíndricas fabricadas desde barra, mientras que el fresado suele ser más eficiente para geometrías prismáticas con múltiples características. Ver qué afecta el costo de una pieza CNC.
- ¿Puede una misma pieza requerir fresado y torneado CNC?
- Sí. Muchas piezas modernas combinan características cilíndricas y prismáticas, por lo que pueden requerir ambos procesos o fabricarse en máquinas mill-turn con herramienta viva.
- ¿Qué proceso CNC ofrece mayor precisión?
- Ambos pueden alcanzar tolerancias muy estrechas. La elección depende más de la geometría de la pieza y los requisitos funcionales — concentricidad en torno, planitud y relaciones entre caras en fresado — que del proceso en sí.
- ¿Cómo saber si mi pieza debe fabricarse mediante fresado o torneado CNC?
- La forma más sencilla es identificar la geometría dominante. Si la pieza es principalmente cilíndrica suele ser candidata para torneado; si es prismática o tiene múltiples caras mecanizadas normalmente se fabrica mediante fresado CNC. Una revisión DFM temprana confirma la mejor ruta.
La principal diferencia es que en el fresado la herramienta gira mientras la pieza permanece fija, mientras que en el torneado la pieza gira y la herramienta realiza el corte. Esto define qué geometrías son naturales para cada proceso.
Ejes, bujes, adaptadores, conectores, espaciadores y cualquier componente con geometría predominantemente cilíndrica. Consulta la guía de qué es el torneado CNC para más detalle.
Brackets, placas, carcasas, manifolds, fixtures y piezas prismáticas con múltiples caras mecanizadas. Revisa qué es el fresado CNC para operaciones y DFM específico.
No siempre. El torneado suele ser más económico para piezas cilíndricas fabricadas desde barra, mientras que el fresado suele ser más eficiente para geometrías prismáticas con múltiples características. Ver qué afecta el costo de una pieza CNC.
Sí. Muchas piezas modernas combinan características cilíndricas y prismáticas, por lo que pueden requerir ambos procesos o fabricarse en máquinas mill-turn con herramienta viva.
Ambos pueden alcanzar tolerancias muy estrechas. La elección depende más de la geometría de la pieza y los requisitos funcionales — concentricidad en torno, planitud y relaciones entre caras en fresado — que del proceso en sí.
La forma más sencilla es identificar la geometría dominante. Si la pieza es principalmente cilíndrica suele ser candidata para torneado; si es prismática o tiene múltiples caras mecanizadas normalmente se fabrica mediante fresado CNC. Una revisión DFM temprana confirma la mejor ruta.

Escrito por
Adrian Cavazos y el Equipo de Ingeniería de PREMSA
Adrian Cavazos, fundador de PREMSA Industries, lidera un equipo de ingenieros de manufactura especializado en maquinado CNC, fabricación metálica y soluciones listas para producción. El equipo trabaja de cerca con los clientes para optimizar diseños, mejorar la manufacturabilidad (DFM) y asegurar una producción confiable y escalable desde prototipos hasta producción en volumen.


