
En desarrollo de producto, el tiempo entre un modelo CAD y una pieza física puede definir si un prototipo llega a una competencia, si una startup valida su idea antes que la competencia o si una línea de producción evita días — o semanas — de retraso.
El maquinado CNC rápido no se trata solamente de fabricar piezas más rápido. Se trata de reducir fricción: menos tiempo esperando cotizaciones, menos cuellos de botella en programación y setups, menos retrabajos y mejor comunicación entre diseño y manufactura.
Hoy, la manufactura digital permite pasar de un archivo STEP a piezas funcionales en cuestión de días cuando el diseño, el material y el proceso están optimizados correctamente. En esta guía explicamos qué es el lead time en maquinado CNC, por qué algunos talleres tardan semanas, qué factores aceleran o retrasan un proyecto y cómo diseñar piezas que puedan fabricarse más rápido sin comprometer calidad.
De la pantalla a tus manos en tiempo récord
Por qué el tiempo importa en prototipos y producción
Cada día perdido esperando una pieza mecanizada puede retrasar ensambles, pruebas funcionales, validaciones con clientes o lanzamientos completos de producto. En prototipos, el lead time determina cuántas iteraciones puedes probar antes de congelar diseño. En producción piloto, puede definir si alcanzas una fecha de entrega, una auditoría o una ventana comercial.
Los equipos que reducen tiempos de fabricación suelen desarrollar mejores productos porque aprenden más rápido con piezas reales — no solamente con simulaciones, renders o modelos digitales.
Cómo la manufactura rápida cambió la industria
Durante años, fabricar piezas personalizadas implicaba procesos lentos: visitar talleres físicamente, esperar cotizaciones manuales, depender de mínimos de compra altos y tener poca visibilidad sobre el estado real del proyecto.
La manufactura digital cambió ese modelo. Hoy es posible cotizar piezas CNC desde cualquier lugar, subir archivos CAD en línea y fabricar prototipos o lotes pequeños sin necesidad de producción masiva.
Esto abrió acceso a manufactura industrial para estudiantes, makers, startups, departamentos de ingeniería y empresas que necesitan validar geometría, ensamble y funcionalidad de forma rápida antes de escalar producción.
Fabricación CNC para estudiantes, makers, startups y empresas
- Estudiantes y makers: prototipos funcionales, fixtures y piezas personalizadas sin mínimos de compra industriales.
- Startups y desarrollo de producto: iteraciones rápidas antes de herramental o producción masiva.
- Empresas y manufactura: piezas urgentes, bridge production y componentes de bajo volumen.
- Equipos de ingeniería y compras: menor tiempo entre RFQ, validación y piezas listas para producción.
¿Qué es el lead time en maquinado CNC?
Definición de lead time en manufactura
El lead time (tiempo de entrega de manufactura) es el tiempo total que transcurre entre la aprobación de un proyecto y la salida de piezas terminadas de producción.
En maquinado CNC, el lead time incluye revisión técnica, programación CAM, setups, maquinado, inspección y acabados. Aunque el envío también impacta cuándo recibes las piezas, normalmente se considera un proceso separado del lead time de manufactura.
Qué incluye el tiempo de entrega de una pieza CNC
| Etapa | Qué ocurre | Impacto en tiempo |
|---|---|---|
| Revisión CAD | DFM, material, tolerancias, procesos | Retrasos si faltan datos o hay geometría difícil |
| Cotización y planeación | Precio, capacidad, secuencia de ops | Manual = más lento; digital = más rápido |
| Setup | Fijación, herramientas, programa CAM | Crítico en prototipos (una pieza) |
| Maquinado | Corte, desbaste, acabado | Depende de material y complejidad |
| Inspección | CTQs, reportes, ajustes | Más tiempo con tolerancias cerradas |
| Acabados | Anodizado, pintura, etc. | Puede sumar días fuera del taller |
| Liberación final | Empaque interno, validación y salida de producción | Última etapa antes de envío o recolección |

¿Por qué algunos talleres CNC tardan tanto?
Cuando un proyecto CNC se retrasa, muchas veces el problema no es la velocidad de la máquina. El verdadero cuello de botella suele estar antes del primer corte: cotizaciones lentas, procesos manuales, falta de capacidad o problemas de comunicación.
En proyectos urgentes, incluso pequeños retrasos administrativos pueden convertirse en días completos perdidos antes de empezar producción.
Esto es especialmente común en prototipos, lotes pequeños o proyectos de bajo volumen, donde algunos talleres priorizan órdenes grandes y dejan piezas urgentes esperando en cola.
- Cotizaciones manuales y lentas: correos, revisiones técnicas extensas y procesos poco automatizados antes de aprobar producción.
- Prioridad a producción masiva: muchos talleres dejan prototipos o lotes pequeños al final de la fila.
- Material sin disponibilidad inmediata: ciertas aleaciones, espesores o plásticos especiales pueden retrasar todo el proyecto.
- Cuellos de botella en capacidad: depender de una sola máquina, operador o turno limita tiempos de respuesta.
- Procesos externos: anodizado, tratamientos térmicos, rectificado o EDM pueden agregar días adicionales fuera del taller.
- Retrabajos y errores de manufactura: diferencias entre dibujo, STEP o tolerancias ambiguas generan ajustes y piezas repetidas.
- Falta de visibilidad del proyecto: muchos clientes no saben si su pieza está en revisión, setup, producción o inspección.
Por eso los flujos modernos de manufactura digital buscan reducir fricción desde el inicio: revisión DFM temprana, mejor comunicación técnica, planeación más rápida y procesos más transparentes.
Cuando diseño, ingeniería y manufactura están mejor conectados, los tiempos de entrega pueden reducirse significativamente incluso en piezas complejas o proyectos urgentes.

Cómo se calcula el tiempo de fabricación de una pieza CNC
Cuando una pieza entra a producción, el tiempo total de fabricación no depende solamente de cuánto tarda la máquina en cortar material. Antes del primer corte existen etapas de ingeniería, preparación y validación que impactan directamente el lead time.
En proyectos de prototipos y low-volume manufacturing, muchas veces el mayor tiempo no está en el maquinado en sí, sino en todo lo necesario para preparar correctamente el proyecto desde el inicio.
Revisión del diseño y manufacturabilidad
Antes de generar programas CAM o montar material en máquina, ingeniería evalúa si la pieza realmente puede fabricarse de forma eficiente con los procesos disponibles.
Aquí se revisan factores como acceso de herramienta, profundidad de cavidades, radios internos, tolerancias, material, orientación de maquinado y estrategia general de manufactura.
Un buen análisis DFM (Design for Manufacturability) puede reducir días completos de retrabajos, aclaraciones técnicas y cambios de programación antes de entrar a producción.
El setup: la parte más lenta del proceso
Uno de los mayores mitos sobre el maquinado CNC es pensar que la mayor parte del tiempo ocurre mientras la máquina está cortando.
En realidad, especialmente en prototipos o piezas únicas, gran parte del tiempo se invierte en preparación: montar mordazas, cargar herramientas, ajustar offsets, fijar ceros, validar programas CAM y asegurar que todo esté listo antes del primer ciclo.
Por eso fabricar una sola pieza puede requerir casi el mismo setup que producir diez o veinte. En producción repetitiva, ese tiempo se distribuye entre más piezas y el proceso se vuelve mucho más eficiente.
Tiempo real de maquinado
El tiempo real de corte depende de múltiples variables: volumen de material a remover, complejidad geométrica, herramientas utilizadas, estrategias CAM y maquinabilidad del material.
Materiales como Aluminio 6061-T6 o algunos plásticos de ingeniería suelen maquinarse mucho más rápido que acero inoxidable o titanio debido a velocidades de corte más altas y menor desgaste de herramienta.
También influyen factores como cavidades profundas, thin walls, tolerancias críticas o acabados superficiales finos, ya que normalmente requieren más pasadas, herramientas especiales y estrategias de corte más conservadoras.
Inspección y acabados finales
Después del maquinado, muchas piezas requieren inspección dimensional, validación de CTQs o procesos secundarios antes de liberarse de producción.
Aunque estas etapas agregan tiempo al proyecto, también reducen riesgo durante ensamble, validación o producción final.
Por eso conviene definir desde la cotización qué características realmente necesitan inspección formal y qué acabados son críticos para la aplicación.
Liberación de producción
Una vez terminadas las operaciones de manufactura, las piezas pasan por validación final, limpieza, protección y preparación interna antes de salir de planta.
En proyectos urgentes, una buena planeación desde la cotización ayuda a reducir tiempos muertos entre ingeniería, producción y liberación final de las piezas.
Factores que afectan los tiempos de entrega en maquinado CNC
El material seleccionado tiene un impacto directo en velocidad de manufactura, disponibilidad, desgaste de herramienta y tiempo total de producción.
Algunos materiales son extremadamente comunes y fáciles de maquinar, mientras que otros requieren herramientas especiales, velocidades de corte más bajas o incluso tiempos de espera por disponibilidad.
| Material | Maquinabilidad | Impacto típico en lead time |
|---|---|---|
| Aluminio 6061-T6 | Alta | Uno de los materiales más rápidos y comunes para prototipos y producción |
| Acero 1018 | Alta | Muy utilizado en piezas mecánicas y estructurales; normalmente disponible en stock |
| Acero inoxidable 304 | Media | Más lento de maquinar y con mayor desgaste de herramienta |
| Acero inoxidable 316 | Media-Baja | Común en aplicaciones corrosivas e industriales; requiere tiempos de maquinado mayores |
| Aluminio 7075-T6 | Alta | Muy usado en fixtures, aerospace y piezas de alto desempeño |
| Acetal / Delrin | Alta | Plástico de ingeniería rápido de maquinar y muy común en prototipos funcionales |
| Nylon / Nylamid | Media-Alta | Muy utilizado en componentes industriales; algunas geometrías pueden deformarse fácilmente |
| Titanio grado 5 | Baja | Material de alto desempeño con tiempos de maquinado considerablemente más largos |
Complejidad geométrica de la pieza
La geometría de una pieza tiene un impacto enorme en tiempo de programación, setup y maquinado. Mientras más compleja sea la geometría, más herramientas, estrategias CAM y configuraciones de máquina suelen requerirse.
En muchos casos, pequeños cambios de diseño pueden reducir horas completas de programación y fabricación.
- Cavidades profundas: requieren herramientas largas, estrategias más conservadoras y tiempos de corte mayores.
- Paredes delgadas: aumentan vibración, deformación y riesgo de scrap durante el maquinado.
- Undercuts y geometrías difíciles: normalmente requieren herramientas especiales, múltiples setups o procesos secundarios.
- Múltiples configuraciones de maquinado: cada re-montaje agrega tiempo de setup y aumenta riesgo de variación dimensional.
- Features muy pequeñas: barrenados diminutos, radios internos cerrados o detalles finos suelen reducir velocidades de corte.
- Piezas multi-cara: componentes que requieren mecanizarse desde varios lados normalmente necesitan más tiempo de preparación.
Tolerancias y acabados
Tolerancias extremadamente cerradas y acabados secundarios pueden aumentar significativamente el lead time de manufactura.
Mientras más precisión requiere una pieza, más lento suele ser el proceso: herramientas más conservadoras, inspecciones adicionales y mayor control dimensional.
Lo mismo ocurre con acabados externos como anodizado, pintura electrostática, bead blasting o tratamientos superficiales, ya que normalmente agregan procesos fuera de máquina antes de liberar producción.
Cuando sea posible, conviene definir CTQs (Critical to Quality) únicamente en dimensiones críticas y dejar el resto bajo tolerancias generales como ISO 2768.
También puedes consultar nuestros acabados industriales compatibles con distintos materiales y procesos.
Cantidad de piezas y volumen de producción
La estrategia ideal de manufactura cambia completamente dependiendo si necesitas una sola pieza, un prototipo funcional o producción repetitiva.
En proyectos de una pieza o low-volume manufacturing, normalmente se prioriza velocidad de respuesta y flexibilidad. En producción repetitiva, el enfoque cambia hacia optimización de ciclo, reducción de tiempos por pieza y estabilidad de proceso.
Por eso es importante comunicar desde la cotización si el proyecto es un prototipo, una corrida piloto o producción continua. Esto permite optimizar setups, herramientas y estrategia general de fabricación.
Tips de diseño para fabricar piezas más rápido y reducir costos
Muchas veces, pequeños cambios de diseño pueden reducir significativamente tiempos de fabricación, complejidad de maquinado y costo total del proyecto.
Diseñar pensando en manufacturabilidad desde el inicio ayuda a reducir setups, simplificar programación CAM y evitar procesos innecesarios.
- Evita esquinas internas perfectamente cuadradas: las herramientas de corte son redondas; usar radios internos adecuados acelera el maquinado.
- Usa espesores de pared razonables: paredes extremadamente delgadas aumentan vibración, deformación y riesgo de scrap.
- Simplifica geometrías innecesarias: menos detalles complejos generalmente significan menos tiempo CAM y ciclos más rápidos.
- Diseña radios internos compatibles con herramientas estándar: radios demasiado pequeños requieren herramientas especiales y velocidades más lentas.
- Aplica tolerancias cerradas solo donde realmente importan: muchas dimensiones pueden mantenerse bajo estándares generales como ISO 2768.
- Selecciona materiales comunes y fáciles de conseguir: materiales ampliamente disponibles suelen reducir tiempos de espera y costos.
- Reduce operaciones secundarias cuando sea posible: menos acabados o procesos adicionales normalmente significan entregas más rápidas.
- Aplica principios DFM desde CAD: revisar manufacturabilidad antes de cotizar ayuda a evitar cambios costosos durante producción.

Cómo los acabados afectan los tiempos de entrega
En muchos proyectos CNC, la pieza puede estar completamente maquinada en uno o dos días… pero los acabados secundarios son lo que realmente extiende el lead time.
Procesos como anodizado, pintura o recubrimientos especiales normalmente requieren preparación adicional, validación visual y, en muchos casos, proveedores externos fuera del taller de maquinado.
Qué es el acabado as-machined
El acabado as-machined (tal como sale de máquina) es normalmente la opción más rápida para fabricar piezas CNC.
La pieza se entrega directamente después de maquinado e inspección, conservando las marcas naturales de herramienta generadas durante el proceso.
Este acabado suele ser ideal para prototipos funcionales, fixtures, validaciones de ensamble, piezas internas o proyectos donde velocidad y funcionalidad son más importantes que la apariencia estética.
Por qué los acabados secundarios agregan tiempo
Muchos acabados requieren procesos adicionales después del maquinado: limpieza, preparación superficial, masking, curado, inspección visual o incluso envío a proveedores externos especializados.
Por eso, aunque el tiempo de maquinado sea corto, el lead time total de manufactura puede aumentar significativamente dependiendo del acabado seleccionado.
| Acabado | Impacto típico en lead time | Aplicaciones comunes |
|---|---|---|
| Anodizado | Puede agregar varios días por preparación, proceso y cola de producción | Protección contra corrosión y acabado estético en aluminio |
| Pintura electrostática | Requiere preparación superficial, aplicación y curado en horno | Piezas visibles, industriales o expuestas a humedad |
| Bead blasting / sand blast | Proceso relativamente rápido, pero agrega preparación adicional | Acabado uniforme y reducción de marcas de herramienta |
| Pulido | Puede requerir trabajo manual o múltiples etapas de acabado | Superficies cosméticas o componentes visibles |
| Pasivado | Generalmente rápido, pero depende de capacidad externa | Acero inoxidable con mayor resistencia a corrosión |
| Recubrimientos especiales | Tiempo altamente variable según especificación y proveedor | Aplicaciones químicas, médicas o industriales críticas |
Cuándo conviene dejar una pieza en acabado estándar
Si el objetivo principal es validar geometría, ensamble o funcionalidad lo más rápido posible, normalmente conviene mantener la pieza en acabado as-machined durante etapas tempranas del proyecto.
Muchos equipos agregan acabados estéticos o superficiales únicamente después de validar el diseño final y estabilizar producción.
Cuándo conviene dejar una pieza en acabado estándar
En muchas etapas de desarrollo de producto, velocidad y funcionalidad son más importantes que la apariencia estética final.
Si la pieza se utilizará para validación dimensional, pruebas funcionales, ensambles internos o iteraciones rápidas de diseño, normalmente conviene mantener un acabado estándar as-machined para reducir tiempos de manufactura y evitar procesos adicionales.
Muchos equipos dejan anodizado, pintura o acabados cosméticos para etapas posteriores, una vez que el diseño está validado y listo para producción final o presentación al cliente.
Maquinado CNC rápido vs talleres tradicionales
Durante años, fabricar piezas personalizadas significaba depender de procesos lentos y poco transparentes: llamadas, correos interminables, cotizaciones manuales y tiempos de respuesta difíciles de predecir.
La manufactura digital cambió ese modelo. Hoy, plataformas modernas de maquinado CNC permiten acelerar cotización, manufactura y validación técnica mediante flujos más rápidos, conectados y orientados a prototipos y producción low-volume.
| Aspecto | Taller tradicional | Manufactura CNC digital |
|---|---|---|
| Cotización | Correos, llamadas y revisiones manuales durante días | Procesos más rápidos con archivos CAD y revisión técnica centralizada |
| Comunicación | Información dispersa entre llamadas, PDFs y cadenas de correo | Mayor visibilidad del proyecto y flujo técnico más organizado |
| Cantidad mínima (MOQ) | Muchos talleres priorizan volúmenes altos | Posibilidad de fabricar desde prototipos hasta low-volume manufacturing |
| Prototipos y desarrollo | Frecuentemente quedan detrás de órdenes grandes | Procesos optimizados para iteraciones rápidas y validación |
| Velocidad de respuesta | Dependiente de capacidad manual y carga del taller | Planeación más flexible y tiempos de respuesta más ágiles |
| Visibilidad del proyecto | Seguimiento limitado una vez aprobada la orden | Mayor claridad sobre etapas de ingeniería, producción e inspección |
| Escalabilidad | Difícil pasar de prototipo a producción repetitiva | Flujos más preparados para evolucionar de validación a producción |
La diferencia no está únicamente en tener máquinas más rápidas. El verdadero cambio ocurre cuando ingeniería, manufactura y comunicación trabajan en un flujo mucho más conectado desde el inicio del proyecto.
Fabricación bajo demanda y tiempos rápidos
La manufactura bajo demanda cambió la forma en que se desarrollan productos, prototipos y piezas personalizadas.
Antes, acceder a capacidad industrial normalmente implicaba mínimos de compra altos, procesos lentos de cotización y talleres enfocados únicamente en producción masiva. Hoy, es posible fabricar desde una sola pieza utilizando flujos digitales mucho más rápidos y flexibles.
Este modelo permite pasar de un archivo CAD a piezas reales sin necesidad de comprometerse desde el inicio a grandes volúmenes de producción.
Para estudiantes, makers, startups, departamentos de ingeniería y empresas, esto significa validar diseños, probar ensambles y acelerar desarrollo de producto con tiempos de respuesta mucho más ágiles.
La fabricación bajo demanda también facilita acceso a procesos industriales como fresado CNC, torneado CNC, sheet metal y manufactura low-volume sin depender de cadenas tradicionales de producción masiva.
En otras palabras: fabricar piezas reales dejó de ser exclusivo de grandes empresas con órdenes enormes y ciclos largos de manufactura.
Cómo funciona un servicio moderno de maquinado CNC rápido
Los servicios modernos de manufactura CNC ya no funcionan como el modelo tradicional de "mandar un dibujo y esperar días por respuesta".
Hoy, los flujos digitales permiten acelerar revisión técnica, cotización, programación y producción para reducir fricción entre diseño y manufactura.
El objetivo no es únicamente fabricar piezas más rápido, sino reducir tiempos muertos entre cada etapa del proyecto.
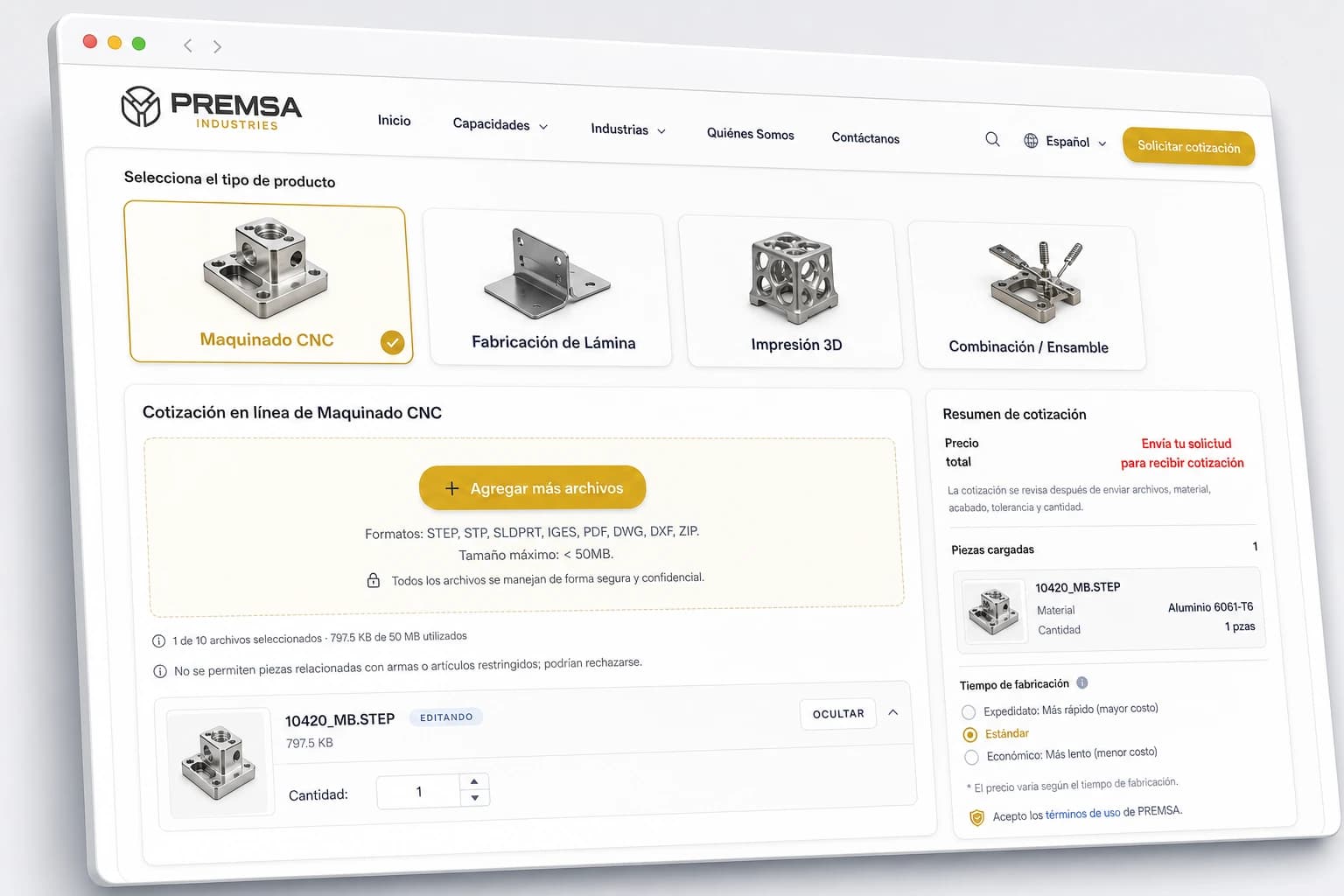
- Subida de archivos CAD: normalmente en formato STEP para facilitar revisión y manufacturabilidad.
- Análisis DFM: validación de geometría, tolerancias, materiales y estrategia de fabricación.
- Cotización técnica: definición de material, cantidad, acabados y proceso de manufactura.
- Planeación y programación CAM: selección de herramientas, setups y estrategia de maquinado.
- Producción CNC: fresado, torneado, multi-axis y operaciones complementarias.
- Inspección dimensional: validación de características críticas y control de calidad.
- Liberación de producción: limpieza, protección y preparación final antes de salida de planta.
Cuando ingeniería, manufactura e inspección trabajan en un flujo más conectado, los tiempos de respuesta pueden reducirse significativamente incluso en proyectos complejos o de bajo volumen.
Rapid prototyping y producción low-volume
No todos los proyectos CNC tienen el mismo objetivo. Algunos buscan validar una idea lo más rápido posible; otros necesitan estabilidad, repetibilidad y transición gradual hacia producción.
Por eso prototipos, low-volume manufacturing y producción repetitiva normalmente requieren estrategias diferentes de manufactura.
Diferencias entre prototipos y producción
El objetivo principal de un prototipo es aprender rápido.
En etapas tempranas de desarrollo, velocidad, flexibilidad y capacidad de iterar suelen ser más importantes que optimizar costo por pieza.
En cambio, producción repetitiva busca estabilidad de proceso, repetibilidad dimensional y reducción de tiempos de ciclo.
Por eso un diseño que funciona bien para una sola pieza muchas veces requiere ajustes DFM antes de escalar a lotes más grandes.
Cómo acelerar iteraciones de diseño
Los equipos que desarrollan productos rápido normalmente reducen tiempo entre iteraciones.
Mantener archivos CAD organizados, usar modelos STEP limpios y priorizar acabados as-machined en etapas tempranas ayuda a acelerar validación, reducir retrabajos y simplificar manufactura.
Cada ciclo corto de diseño y validación acerca más rápido a un diseño congelado listo para producción.
Producción puente antes de fabricación masiva
La producción puente (bridge production) cubre el espacio entre un prototipo validado y la fabricación masiva.
Muchas empresas utilizan maquinado CNC para fabricar decenas o cientos de piezas mientras se desarrollan moldes, herramentales o procesos de producción de mayor escala.
Esto permite validar mercado, ensamblaje y desempeño real antes de invertir en tooling costoso.
Ventajas del low-volume manufacturing
- Menor inversión inicial y menor riesgo financiero.
- Mayor flexibilidad para cambios de diseño y mejoras rápidas.
- Validación de producto en condiciones reales antes de escalar producción.
- Tiempos de entrega más rápidos comparados con procesos de tooling masivo.
- Capacidad de fabricar piezas complejas sin necesidad de moldes o herramentales dedicados.
- Mejor control de inventario y reducción de piezas obsoletas.

Cómo PREMSA ayuda a acelerar proyectos CNC
Reducir tiempos de entrega no depende únicamente de tener máquinas rápidas. También requiere mejor comunicación técnica, revisión temprana de manufacturabilidad y procesos capaces de adaptarse a prototipos, low-volume manufacturing y producción urgente.
En PREMSA Industries, buscamos reducir fricción entre diseño y manufactura para ayudar a que los proyectos avancen más rápido desde la etapa de cotización hasta la liberación de producción.
- Soporte técnico e ingeniería desde el inicio: revisión de archivos CAD, materiales y manufacturabilidad antes de entrar a producción.
- Manufactura flexible para prototipos y producción: desde piezas únicas hasta corridas low-volume y bridge production.
- Análisis DFM para reducir tiempos y costos: identificación temprana de geometrías complejas, tolerancias innecesarias y procesos que pueden retrasar el proyecto.
- Capacidad para piezas urgentes: soporte para proyectos donde tiempos de entrega y velocidad de respuesta son críticos.
- Comunicación y seguimiento técnico más claros: mejor visibilidad entre ingeniería, manufactura e inspección.
- Manufactura bajo demanda: acceso a capacidad industrial para empresas, startups, estudiantes, makers y desarrollo de producto.
También integramos procesos como maquinado CNC, fabricación metálica y manufactura aditiva para elegir la ruta de fabricación más eficiente según geometría, material, cantidad y prioridad del proyecto.
Si todavía estás preparando archivos para cotización, también puedes consultar nuestra guía de archivo CAD a maquinado CNC.

Preguntas frecuentes sobre maquinado CNC rápido
Respuestas rápidas sobre tiempos de entrega, prototipos, materiales, archivos CAD y manufactura CNC bajo demanda.
- ¿Puedo fabricar solo una pieza?
- Sí. En PREMSA Industries trabajamos desde prototipos únicos hasta producción low-volume. No necesitas volúmenes industriales para fabricar piezas CNC funcionales.
- ¿Qué materiales suelen tener tiempos de entrega más rápidos?
- Materiales comunes como Aluminio 6061-T6, Acero 1018 y plásticos de ingeniería como acetal o nylon normalmente permiten tiempos de respuesta más rápidos cuando existe disponibilidad en stock.
- ¿Cómo puedo reducir el lead time de mi proyecto CNC?
- Usar archivos STEP limpios, aplicar tolerancias razonables, elegir materiales comunes y evitar acabados secundarios innecesarios en etapas tempranas normalmente ayuda a acelerar manufactura y reducir retrabajos.
- ¿Qué archivo necesito para cotizar una pieza CNC?
- El formato preferido es STEP (.step / .stp) porque facilita revisión de geometría y manufacturabilidad. También es recomendable incluir cantidad, material, acabados y dibujo PDF si existen tolerancias críticas.
- ¿Qué acabados suelen aumentar más el tiempo de fabricación?
- Procesos como anodizado, pintura electrostática, pulido o recubrimientos especiales normalmente agregan tiempo porque requieren preparación adicional y, en algunos casos, proveedores externos.
- ¿PREMSA trabaja con estudiantes, makers y startups?
- Sí. Trabajamos con estudiantes, makers, startups, desarrollo de producto y empresas industriales utilizando el mismo flujo de ingeniería y manufactura.
- ¿Qué pasa si mi diseño tiene problemas de manufacturabilidad?
- Durante la revisión DFM identificamos posibles riesgos relacionados con geometría, tolerancias o procesos antes de entrar a producción para ayudar a reducir retrasos y retrabajos.
- ¿Qué diferencia hay entre prototipo y producción low-volume?
- Los prototipos normalmente priorizan velocidad y validación rápida de diseño, mientras que low-volume manufacturing busca mayor repetibilidad y estabilidad para lotes pequeños o producción puente.
Sí. En PREMSA Industries trabajamos desde prototipos únicos hasta producción low-volume. No necesitas volúmenes industriales para fabricar piezas CNC funcionales.
Materiales comunes como Aluminio 6061-T6, Acero 1018 y plásticos de ingeniería como acetal o nylon normalmente permiten tiempos de respuesta más rápidos cuando existe disponibilidad en stock.
Usar archivos STEP limpios, aplicar tolerancias razonables, elegir materiales comunes y evitar acabados secundarios innecesarios en etapas tempranas normalmente ayuda a acelerar manufactura y reducir retrabajos.
El formato preferido es STEP (.step / .stp) porque facilita revisión de geometría y manufacturabilidad. También es recomendable incluir cantidad, material, acabados y dibujo PDF si existen tolerancias críticas.
Procesos como anodizado, pintura electrostática, pulido o recubrimientos especiales normalmente agregan tiempo porque requieren preparación adicional y, en algunos casos, proveedores externos.
Sí. Trabajamos con estudiantes, makers, startups, desarrollo de producto y empresas industriales utilizando el mismo flujo de ingeniería y manufactura.
Durante la revisión DFM identificamos posibles riesgos relacionados con geometría, tolerancias o procesos antes de entrar a producción para ayudar a reducir retrasos y retrabajos.
Los prototipos normalmente priorizan velocidad y validación rápida de diseño, mientras que low-volume manufacturing busca mayor repetibilidad y estabilidad para lotes pequeños o producción puente.
Conclusión: Haz realidad tu proyecto más rápido
Cómo reducir lead times acelera el desarrollo de productos
Reducir tiempos de manufactura significa acelerar aprendizaje, validación y desarrollo de producto.
Mientras menos tiempo existe entre una iteración y la siguiente, más rápido pueden detectarse problemas, validar ensambles y mejorar diseños antes de pasar a producción.
La importancia de la manufactura rápida en proyectos modernos
Hoy, velocidad y flexibilidad son ventajas competitivas reales.
Equipos que pueden fabricar, probar y ajustar piezas rápidamente suelen desarrollar productos mejores y llegar antes al mercado.
La manufactura digital permitió que ese nivel de acceso industrial ya no dependa exclusivamente de grandes empresas o volúmenes masivos.
Del diseño CAD a piezas reales en menos tiempo
Ya sea un prototipo funcional, una pieza urgente o una corrida low-volume, reducir fricción entre diseño y manufactura puede acelerar significativamente cualquier proyecto.
En PREMSA Industries combinamos ingeniería, manufactura CNC, fabricación metálica y manufactura aditiva para ayudar a convertir archivos CAD en piezas reales con tiempos de respuesta más ágiles.
Solicita una cotización y pon en marcha tu proyecto.
Si estás preparando o optimizando diseños, revisa nuestra guía de diseño para maquinado CNC.

Escrito por
Adrian Cavazos y el Equipo de Ingeniería de PREMSA
Adrian Cavazos, fundador de PREMSA Industries, lidera un equipo de ingenieros de manufactura especializado en maquinado CNC, fabricación metálica y soluciones listas para producción. El equipo trabaja de cerca con los clientes para optimizar diseños, mejorar la manufacturabilidad (DFM) y asegurar una producción confiable y escalable desde prototipos hasta producción en volumen.


