Pasar de un modelo CAD a una pieza física no depende solamente de tener un diseño “terminado”. La calidad del archivo 3D, la claridad del dibujo técnico y la información que acompaña la cotización afectan directamente tiempos, costos, manufacturabilidad y repetibilidad en producción.
Un archivo STEP limpio con material, tolerancias y acabados definidos puede acelerar revisión de ingeniería, programación CAM y producción desde el primer contacto. Por el contrario, modelos incompletos, STL sin contexto o dibujos desactualizados generan retrasos, revisiones adicionales y riesgo de fabricar piezas incorrectas.
En esta guía explicamos cómo preparar archivos para maquinado CNC, qué formatos utilizan realmente los equipos de manufactura, qué información acelera cotizaciones y cómo PREMSA Industries revisa modelos CAD para prototipos y producción con cotización en línea.
Por qué la preparación correcta del archivo CAD acelera cotizaciones y producción
En manufactura CNC, el archivo CAD es la base de prácticamente todo el flujo de producción: revisión DFM, selección de proceso, programación CAM, definición de herramientas, inspección dimensional y planeación de setups.
Cuando un proveedor recibe un archivo incompleto, una malla STL sin especificaciones o un modelo sin material definido, la cotización se detiene para hacer preguntas técnicas adicionales. Eso genera correos, revisiones, versiones cruzadas y tiempo perdido antes incluso de comenzar a programar la pieza.
Un paquete CAD correctamente preparado permite evaluar manufacturabilidad desde el inicio, detectar geometrías complejas, validar tolerancias críticas y estimar tiempos de maquinado con mucha mayor precisión. El resultado es un flujo mucho más eficiente entre ingeniería, cotización y producción.
Además de acelerar tiempos de respuesta, una buena preparación CAD también reduce errores de manufactura, minimiza retrabajos y mejora la repetibilidad cuando el proyecto pasa de prototipo a producción.
Qué información necesitan realmente los proveedores de maquinado CNC
Un modelo 3D por sí solo rara vez contiene toda la información necesaria para fabricar una pieza correctamente. Los equipos de ingeniería y manufactura también necesitan contexto sobre función, tolerancias, acabados, cantidades y prioridades del proyecto.
Mientras más completo sea el paquete técnico desde el inicio, más rápida y precisa será la cotización. Esto también ayuda a evitar suposiciones incorrectas durante programación, inspección y producción.
- Archivo 3D sólido en formato manufacturable (preferentemente STEP o Parasolid).
- Material exacto y condición requerida, incluyendo aleación, temple o tratamiento térmico si aplica.
- Cantidad de piezas y contexto del proyecto: prototipo, piloto, validación o producción repetible.
- Tolerancias críticas y acabados superficiales únicamente donde sean funcionalmente necesarios.
- Roscas, insertos, hardware y notas especiales claramente documentadas en dibujo técnico o especificaciones.
- Prioridades del proyecto: menor costo, menor lead time, máxima precisión o escalabilidad futura.
- Dibujos técnicos actualizados con dimensiones críticas, datums, revisiones y criterios de inspección.
- Formato de entrega esperado: pieza individual, ensamble, kit o producción empaquetada.
En proyectos industriales complejos — especialmente en sectores como aeroespacial y defensa, robótica o electrónica y semiconductores — esta información puede impactar directamente la estrategia de manufactura, inspección y costo final.
Por eso, preparar correctamente el paquete CAD antes de solicitar cotización no solo acelera tiempos: también mejora manufacturabilidad, comunicación técnica y calidad final de las piezas.

¿Qué es un archivo CAD para manufactura CNC?
Un archivo CAD para manufactura es el modelo digital — y, cuando aplica, el dibujo técnico — que define geometría, dimensiones, tolerancias y requerimientos funcionales antes de fabricar una pieza. En maquinado CNC, estos archivos se utilizan para revisar manufacturabilidad, generar trayectorias CAM, planear setups y programar herramientas.
Más allá de “mostrar la pieza”, un archivo CAD bien preparado permite a ingeniería entender intención de diseño, seleccionar procesos correctos y reducir incertidumbre durante cotización y producción. Por eso, la calidad del archivo impacta directamente tiempo de respuesta, costo y repetibilidad.
Diferencia entre modelos 3D y dibujos técnicos
El modelo 3D define volumen, superficies, relaciones geométricas y forma general de la pieza. El dibujo técnico (PDF, DWG o equivalente) comunica información crítica que normalmente no existe dentro del sólido: tolerancias, acabados superficiales, datums, roscas, chaflanes, notas de material, criterios de inspección y requerimientos especiales.
En manufactura real, ambos trabajan juntos. El sólido permite programar y fabricar; el dibujo técnico define qué características son críticas y cómo debe validarse la pieza.
Lo ideal es enviar STEP + dibujo actualizado. Cuando solo se envía uno de los dos, el proveedor debe asumir valores por defecto o interpretar intención de diseño, lo que aumenta riesgo de errores, revisiones y retrasos en cotización.
Cómo se utilizan los archivos CAD en el flujo de manufactura
- Revisión DFM: detectar geometrías difíciles, cavidades profundas, radios imposibles o tolerancias poco realistas antes de programar producción.
- Selección de proceso: determinar si la pieza es más adecuada para fresado CNC, torneado CNC, fabricación de lámina, impresión 3D o procesos híbridos.
- Programación CAM: generar trayectorias de herramienta, estrategias de corte, velocidades y operaciones de maquinado a partir del sólido 3D.
- Planeación de producción: definir material, herramientas, fijación, setups, inspección dimensional y secuencia de operaciones.
- Inspección y calidad: validar dimensiones críticas, tolerancias y criterios funcionales definidos en dibujo técnico.
- Escalabilidad a producción: reutilizar geometría y procesos para pasar de prototipo a producción repetible con mayor consistencia.
Del modelo digital a la trayectoria de herramienta CNC
El software CAM no “adivina” intención de diseño ni interpreta automáticamente qué dimensiones son críticas. El sistema simplemente lee geometría, superficies, radios, profundidades y parámetros definidos dentro del archivo CAD.
Por eso, un sólido limpio en formato STEP o Parasolid — con unidades correctas, geometría cerrada y sin errores de importación — es fundamental para generar trayectorias confiables de herramienta, estrategias de corte y secuencias de maquinado repetibles.
Durante programación CAM, el modelo CAD se convierte en operaciones reales de manufactura: selección de herramientas, velocidades de corte, estrategias de desbaste, acabados, barrenado, roscado y múltiples setups de fijación. Cualquier problema en el archivo original puede traducirse en retrabajo, errores de programación o tiempos adicionales de ingeniería.
Esto es especialmente importante en procesos como fresado CNC, torneado CNC y manufactura multieje, donde la precisión del modelo impacta directamente calidad superficial, tolerancias y repetibilidad en producción. Para el flujo completo en piezas fresadas, consulta la guía de fresado CNC.

Formatos de Archivo Más Utilizados para Maquinado CNC
No todos los formatos CAD funcionan igual dentro de manufactura CNC. Algunos preservan geometría sólida exacta y se integran fácilmente con software CAM; otros están diseñados para mallas trianguladas, intercambio legacy o perfiles 2D específicos.
Elegir el formato correcto puede reducir errores de importación, acelerar revisión DFM y facilitar programación de herramientas. En entornos de producción industrial, esto impacta directamente tiempos de cotización, repetibilidad y calidad final de la pieza.
La siguiente tabla resume los formatos más utilizados en cotización y manufactura, así como cuándo conviene usar cada uno.
| Formato | Extensión | Uso principal | Recomendación PREMSA |
|---|---|---|---|
| STEP | .STEP / .STP | Intercambio de sólidos entre CAD, CAM y manufactura | Formato preferido para cotizar y programar CNC |
| Parasolid | .X_T / .X_B | Geometría sólida de alta compatibilidad entre sistemas CAD | Excelente para maquinado de precisión |
| SolidWorks | .SLDPRT | Archivo nativo de diseño paramétrico | Aceptado; recomendamos exportar STEP adicionalmente |
| IGES | .IGS / .IGES | Intercambio legacy basado en superficies | Usar únicamente si STEP no está disponible |
| DXF | .DXF | Perfiles 2D para corte y fabricación de lámina | Ideal para corte de lámina |
| STL | .STL | Malla triangular utilizada principalmente en impresión 3D | No recomendado como único archivo para CNC |
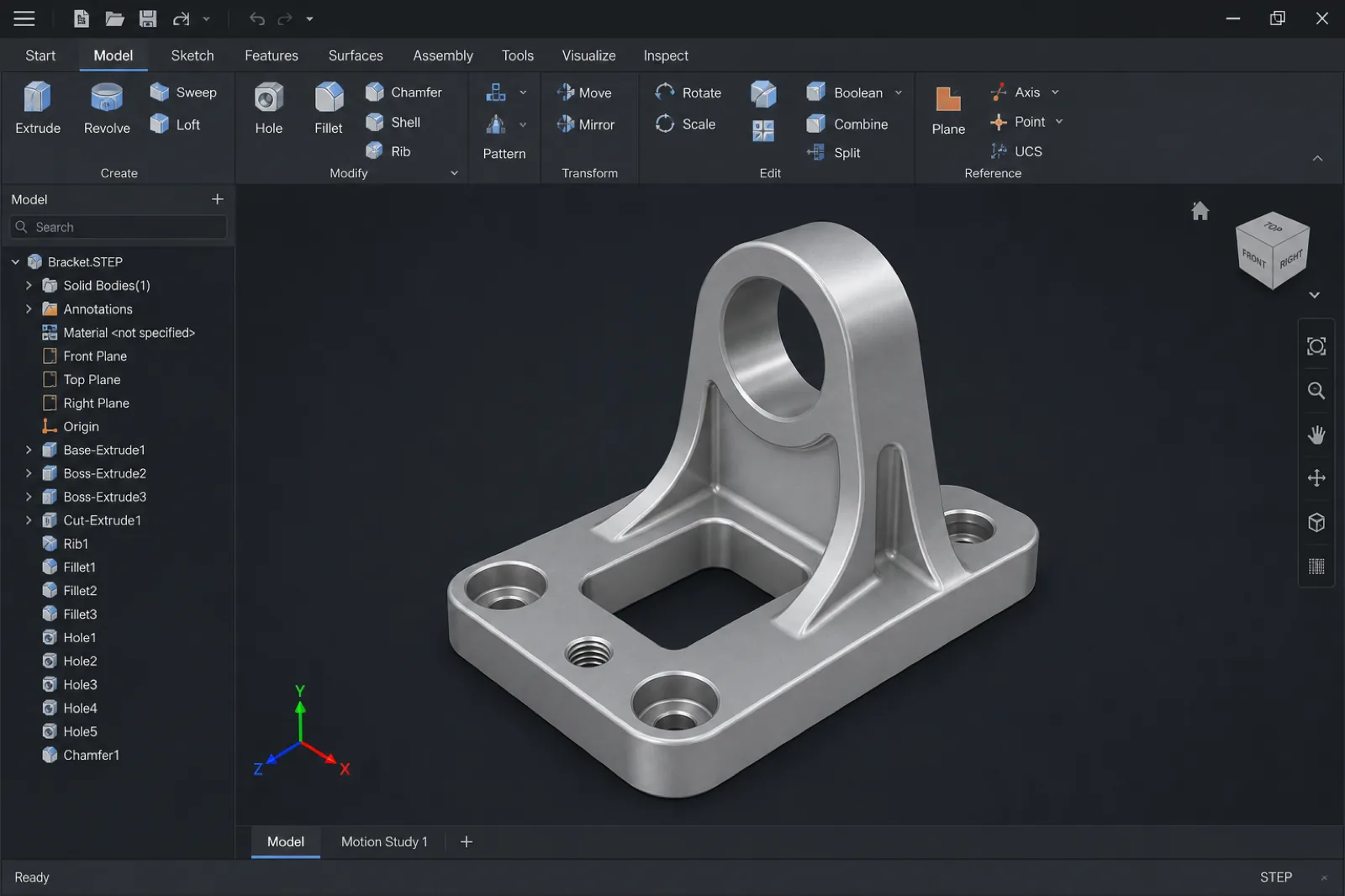
Archivos STEP (.STEP / .STP)
STEP (ISO 10303) es el formato estándar más utilizado para compartir modelos 3D entre software CAD, CAM e ingeniería de manufactura. Su principal ventaja es que conserva geometría sólida precisa y relaciones matemáticas complejas con mucha mayor fidelidad que formatos legacy o basados en malla.
En manufactura CNC, STEP es normalmente el formato preferido para cotización, revisión DFM y programación CAM porque reduce problemas de importación y facilita interoperabilidad entre distintos sistemas.
Ya sea que el modelo provenga de SolidWorks, Fusion 360, Inventor, CATIA o Siemens NX, exportar un STEP limpio permite a los equipos de manufactura abrir, revisar y programar la pieza con menos fricción técnica.
Por qué STEP es el estándar más usado en manufactura
- Preserva geometría sólida y precisa, no solamente superficies o mallas trianguladas.
- Tiene amplia compatibilidad entre software CAD, CAM, inspección y manufactura industrial.
- Reduce errores de importación, gaps y superficies corruptas comparado con formatos legacy.
- Facilita revisión DFM, programación CAM y cotizaciones más rápidas.
- Permite trabajar entre diferentes plataformas CAD sin depender de versiones específicas del software.
- Es ideal para procesos como fresado CNC, torneado CNC y manufactura multieje.
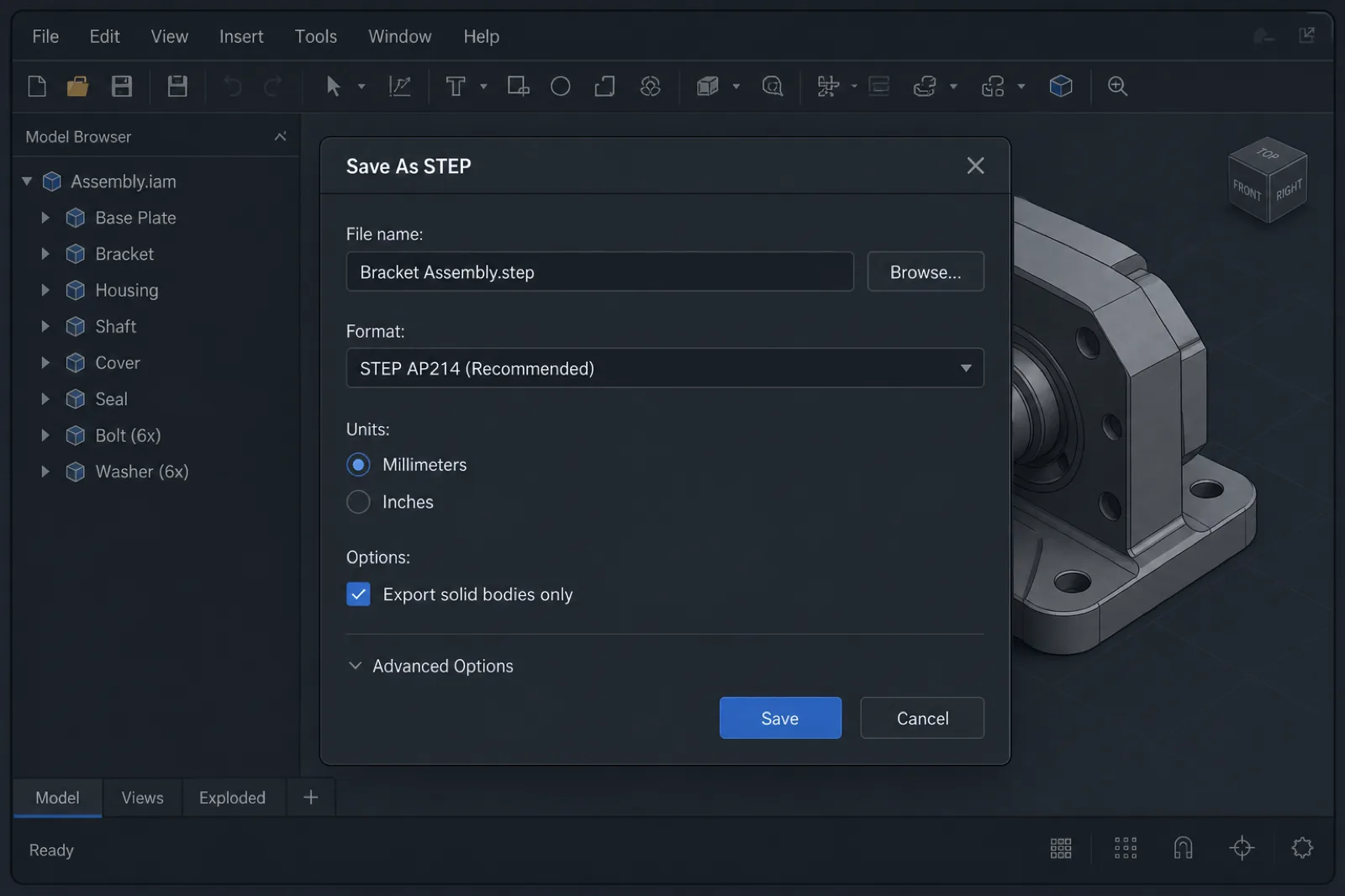
Cómo exportar STEP correctamente
Exportar un archivo STEP parece un paso simple, pero en manufactura CNC es una de las causas más comunes de retrasos en cotización, problemas de importación y pérdida de tiempo en revisión técnica.
Un STEP mal exportado puede contener superficies abiertas, errores de geometría, unidades incorrectas o información innecesaria que obliga al proveedor a reparar el archivo antes de comenzar programación CAM. En algunos casos, incluso puede generar piezas escaladas incorrectamente o geometrías imposibles de maquinar.
Si buscas términos como *“export STEP for CNC”*, *“Fusion 360 export STEP”* o *“SolidWorks export STEP machining”*, normalmente el problema no es el formato STEP en sí, sino la manera en que fue exportado desde CAD.
Preparar correctamente el export antes de enviarlo acelera revisión DFM, mejora compatibilidad entre sistemas CAD/CAM y reduce fricción durante cotización y producción.
| Paso | Qué hacer | Por qué importa |
|---|---|---|
| Unidades | Confirmar mm vs pulgadas antes de exportar | Evita piezas escaladas incorrectamente por factor 25.4× |
| Sólidos únicamente | Exportar cuerpos sólidos cerrados y no solo superficies | El software CAM necesita volumen sólido para programar |
| Limpiar el modelo | Ocultar sketches, planos y geometría innecesaria | Reduce ruido y posibles conflictos al importar |
| Validar geometría | Usar herramientas de check/heal/repair antes de enviar | Previene gaps, caras abiertas y errores de importación |
| Nombrar revisiones | Usar nombres claros como `pieza_revB.step` | Mejora trazabilidad y control documental |
| Verificar exportación | Abrir el STEP en otro visor o software CAM | Confirma que el archivo fue exportado correctamente |
Unidades: milímetros vs pulgadas
Definir correctamente las unidades antes de exportar es uno de los pasos más importantes al preparar archivos para manufactura CNC. Un error entre milímetros y pulgadas puede provocar piezas escaladas incorrectamente, cotizaciones erróneas o incluso producción completa fuera de especificación.
Aunque muchos sistemas CAD detectan unidades automáticamente, nunca debe asumirse que el archivo será interpretado correctamente al importarlo en otro software CAM o entorno de manufactura.
Si diseñas en pulgadas pero el proveedor interpreta el modelo en milímetros — o viceversa — la pieza puede importarse 25.4 veces más grande o más pequeña. Por eso, además de revisar las unidades en CAD, es recomendable indicarlas explícitamente en dibujo técnico, notas de ingeniería o durante la cotización en línea.
| Problema | Consecuencia | Cómo evitarlo |
|---|---|---|
| Modelo exportado en pulgadas | La pieza se interpreta en mm y aparece 25.4× más pequeña | Confirmar unidades antes de exportar STEP |
| Dibujo y CAD en unidades distintas | Dimensiones inconsistentes durante manufactura | Mantener el mismo sistema en 3D y 2D |
| Falta de notas de unidades | Suposiciones incorrectas en producción | Indicar mm o pulgadas en drawing y RFQ |
| Importación automática incorrecta | Escalado erróneo en CAM | Validar dimensiones al abrir el STEP |
Healing geometry y validación del sólido
Antes de enviar un archivo para manufactura, es recomendable validar que el sólido esté completamente cerrado y libre de errores geométricos. Pequeñas caras corruptas, gaps entre superficies o intersecciones inválidas pueden causar problemas al importar el modelo en CAM.
Herramientas como *Import Diagnostics* en SolidWorks, funciones de *Repair* en Fusion 360 o validadores integrados en software CAM ayudan a detectar geometría defectuosa antes de llegar a producción.
Corregir estos problemas directamente en CAD es mucho más rápido y económico que descubrirlos durante programación, inspección o maquinado.
| Problema | Impacto en manufactura | Recomendación |
|---|---|---|
| Superficies abiertas | El CAM no reconoce un sólido válido | Reparar y cerrar geometría antes de exportar |
| Caras pequeñas corruptas | Errores en toolpaths y superficies | Usar herramientas de healing geometry |
| Intersecciones inválidas | Fallos durante programación CAM | Validar cuerpos complejos antes de enviar |
| Bodies duplicados | Confusión en manufactura o cotización | Limpiar ensamblajes antes del export |
Suprimir sketches y exportar solo sólidos
Los archivos destinados a manufactura deben contener únicamente la información necesaria para fabricar la pieza. Sketches, planos de construcción, ejes auxiliares y geometría de referencia normalmente solo agregan ruido al importar el modelo en software CAM.
Cuando sea posible, exporta una sola pieza por archivo STEP y evita incluir componentes innecesarios dentro de ensamblajes complejos. Si el proyecto requiere múltiples piezas, identifica claramente qué componentes deben cotizarse o fabricarse.
Mantener archivos limpios también facilita revisión DFM, programación y trazabilidad documental durante producción.
- SolidWorks: File → Save As → STEP; exportar únicamente cuerpos seleccionados cuando aplique.
- Fusion 360: Save As → STEP; validar unidades en Document Settings antes del export.
- Inventor / CATIA / Creo / NX: exportar AP214 o AP242 según disponibilidad y confirmar sólido válido después de importar.
- Ensambles complejos: separar piezas individuales cuando el proveedor no necesita el ensamblaje completo para manufactura.
- Control documental: usar nombres claros como `housing_revC.step` o `bracket_assembly_revB.step`.
Qué software CAD usan los clientes para maquinado CNC
En manufactura CNC moderna, los archivos pueden provenir de prácticamente cualquier plataforma CAD profesional. Desde startups desarrollando prototipos rápidos hasta empresas aeroespaciales con ensamblajes complejos, lo importante no es el software específico que utilizas, sino la calidad del archivo exportado para manufactura.
En PREMSA Industries recibimos modelos de múltiples ecosistemas CAD industriales y normalmente trabajamos mediante archivos STEP para asegurar compatibilidad entre diseño, ingeniería y programación CAM.
No necesitas cambiar de software para cotizar piezas CNC. Lo importante es exportar un STEP limpio, validar geometría y acompañar el modelo con información clara sobre material, tolerancias y acabados.
Estas son algunas de las plataformas más utilizadas por equipos que trabajan con *SolidWorks machining*, *Fusion 360 CNC*, diseño mecánico industrial y manufactura en México.
| Software | Perfil típico | Tip para manufactura |
|---|---|---|
| SolidWorks | Diseño mecánico, fixtures, automatización y piezas de ensamble | Exportar STEP AP214/AP242; enviar SLDPRT solo cuando se solicite |
| Fusion 360 | Startups, prototipos rápidos y flujos CAD/CAM integrados | Excelente para iteración rápida; validar unidades antes del export STEP |
| Autodesk Inventor | Maquinaria industrial, herramentales y equipos mecánicos | Mantener revisiones claras en nombre de archivo y drawing |
| CATIA | Aeroespacial, automotriz y superficies complejas | Acompañar STEP con drawing técnico y CTQs críticos |
| Creo (PTC) | Productos industriales y ensamblajes grandes | Exportar piezas individuales cuando no se requiera ensamblaje completo |
| Siemens NX | Manufactura avanzada, moldes y herramentales complejos | Excelente integración CAD/CAM; STEP sigue siendo estándar universal |
| Onshape | Equipos colaborativos y desarrollo cloud-based | Verificar revisión correcta antes de compartir links o exports |
| Rhino / Grasshopper | Diseño complejo, superficies orgánicas y geometrías especiales | Validar sólidos cerrados antes de exportar STEP para CNC |
Aunque cada plataforma maneja herramientas distintas de modelado y exportación, el flujo de manufactura normalmente converge en formatos universales como STEP o Parasolid para programación CAM, revisión DFM e inspección.
En proyectos industriales complejos, especialmente en sectores como aeroespacial y defensa, hardware o robótica, mantener control de revisiones y trazabilidad entre CAD, drawing y producción es tan importante como el modelo 3D mismo.
Si diseñas en Fusion 360 para CNC o exportas desde SolidWorks para maquinado, el flujo más eficiente normalmente es el mismo: modelo validado → export STEP → drawing técnico → especificaciones de manufactura → cotización.
El software CAD es solo la herramienta de diseño. Lo que realmente necesita el proveedor de manufactura es información clara y manufacturable: geometría sólida correcta, material, tolerancias, acabados, revisiones y contexto del proyecto.
Un modelo bien preparado reduce tiempo de ingeniería, acelera programación CAM y evita múltiples iteraciones durante cotización y producción.
Archivos Parasolid (.X_T / .X_B)
Parasolid es uno de los kernels geométricos más utilizados dentro de software CAD/CAM industrial. Los formatos `.X_T` (texto) y `.X_B` (binario) conservan geometría sólida de alta calidad y suelen integrarse muy bien en flujos de manufactura CNC.
En muchos casos, Parasolid importa incluso más limpio que otros formatos neutros, especialmente en piezas complejas, superficies avanzadas o ensamblajes industriales.
Para procesos de precisión como fresado CNC, torneado CNC y manufactura multieje, Parasolid es una excelente alternativa cuando STEP no está disponible.
Archivos SolidWorks (.SLDPRT)
Los archivos `.SLDPRT` son el formato nativo de SolidWorks y son extremadamente comunes en manufactura mecánica, automatización industrial, fixtures y diseño de ensambles.
Aunque muchos talleres pueden abrir archivos nativos de SolidWorks, exportar un STEP paralelo sigue siendo la práctica más recomendable para manufactura. Esto evita incompatibilidades entre versiones, reduce dependencia del software original y facilita integración con distintos sistemas CAM.
Además, enviar STEP junto con drawing técnico normalmente acelera revisión DFM y cotización, especialmente cuando múltiples equipos participan en ingeniería y producción.
Archivos IGES (.IGS / .IGES)
IGES fue durante muchos años uno de los formatos estándar para intercambio CAD, especialmente en superficies complejas y flujos legacy de ingeniería. Sin embargo, comparado con STEP o Parasolid, suele generar más problemas de importación y geometría.
Los archivos IGES pueden contener superficies abiertas, gaps, caras desconectadas o sólidos inválidos después de importar en CAM. Por eso actualmente se recomienda usar IGES únicamente cuando STEP no esté disponible.
Si trabajas con IGES, es importante validar el sólido después de importar y confirmar que la geometría esté completamente cerrada antes de comenzar programación o cotización.
Archivos DXF para corte y fabricación de lámina
DXF es uno de los formatos más utilizados para geometría 2D dentro de procesos de corte y fabricación metálica. En lugar de describir sólidos 3D completos, DXF define perfiles, contornos, perforaciones y trayectorias planas.
Es el formato típico para fabricación de lámina metálica, corte de lámina, corte láser, waterjet y otros procesos donde el espesor y el perfil 2D determinan la pieza.
Cuando se trabaja con DXF, es importante limpiar geometría duplicada, splines innecesarios y líneas abiertas antes de enviar el archivo para manufactura.
Archivos STL y cuándo NO son ideales para CNC
STL representa geometría mediante una malla triangular y no como un sólido paramétrico real. Este formato es excelente para impresión 3D y visualización, pero tiene limitaciones importantes dentro de manufactura CNC.
En procesos como fresado o torneado, trabajar únicamente con STL normalmente obliga a reconstruir geometría, aproximar superficies o rehacer features críticos antes de programar CAM. Eso aumenta tiempo de ingeniería, riesgo dimensional y costo de manufactura.
Mientras más compleja sea la pieza, más problemático puede volverse depender solamente de una malla STL.
Si tu flujo está orientado a prototipos impresos, STL funciona perfectamente para manufactura aditiva. Pero para piezas mecanizadas en aluminio, acero, titanio o plásticos de ingeniería, STEP sigue siendo la opción más recomendable para manufactura CNC.
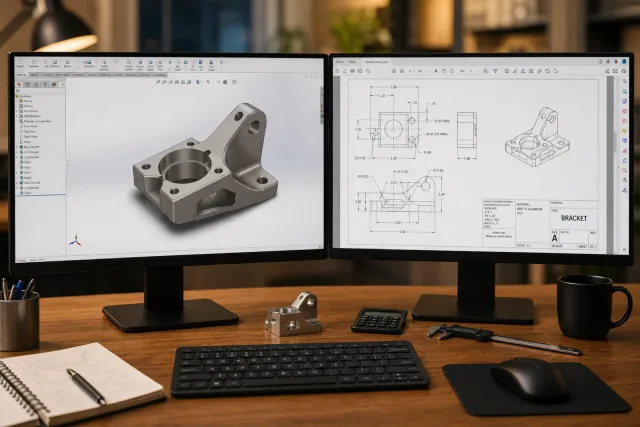
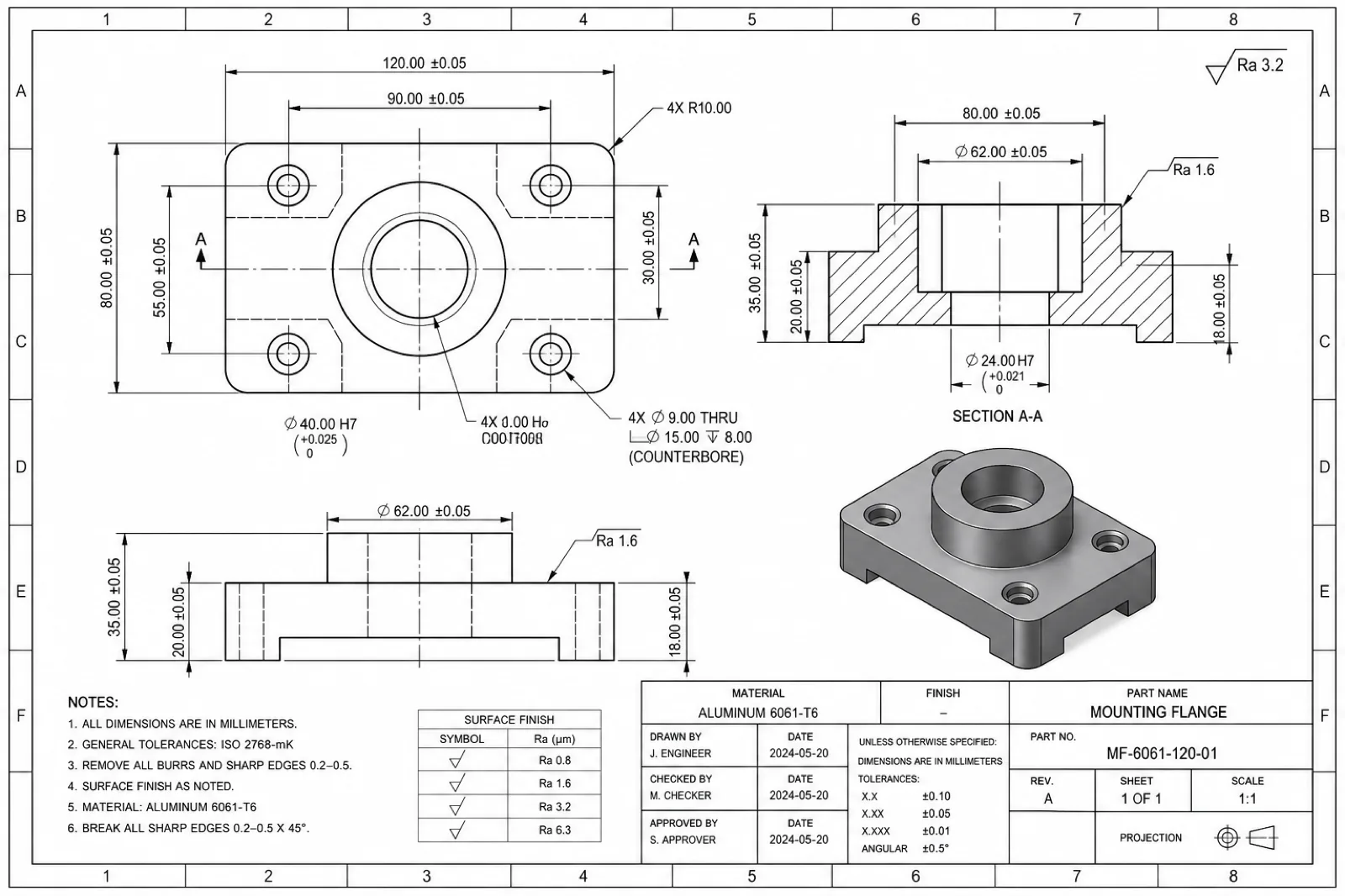
Referencias visuales: CAD, plano, CAM y calidad de documentación
La preparación de archivos para manufactura CNC no se entiende completamente solo con teoría. Comparar visualmente un sólido STEP limpio, una malla STL triangulada, un drawing técnico correctamente dimensionado y una trayectoria CAM ayuda a entender cómo ingeniería y manufactura interpretan realmente un proyecto.
En producción industrial, la calidad visual de la documentación también comunica nivel de preparación técnica. Un paquete CAD organizado transmite claridad, reduce ambigüedad y acelera revisión DFM, cotización y programación.
Por eso, este tipo de artículo funciona mejor acompañado de ejemplos reales: modelos sólidos bien preparados, drawings con CTQs claros, exportaciones correctas de STEP y referencias de toolpaths CAM.
| Elemento | Qué comunica | Impacto en manufactura |
|---|---|---|
| Modelo STEP | Geometría sólida y volumen real de la pieza | Base para programación CAM y manufactura |
| Malla STL | Forma aproximada mediante triángulos | Útil para impresión 3D, limitado para CNC |
| Plano técnico | Tolerancias, CTQs, roscas y acabados | Define criterios de inspección y aceptación |
| Trayectoria CAM | Estrategias de corte y movimientos de herramienta | Determina tiempos de maquinado y setups |
| Ensamble CAD | Relación funcional entre componentes | Ayuda a validar interferencias y contexto |
| Drawing revisionado | Control documental y trazabilidad | Reduce riesgo de fabricar revisiones incorrectas |
En proyectos complejos, especialmente en sectores como automotriz, hardware y manufactura industrial, la calidad de la documentación puede impactar directamente tiempo de cotización, precisión dimensional y repetibilidad en producción.
Mientras más claro y organizado sea el paquete CAD, menos tiempo se pierde interpretando intención de diseño y más rápido puede avanzar el proyecto hacia manufactura.
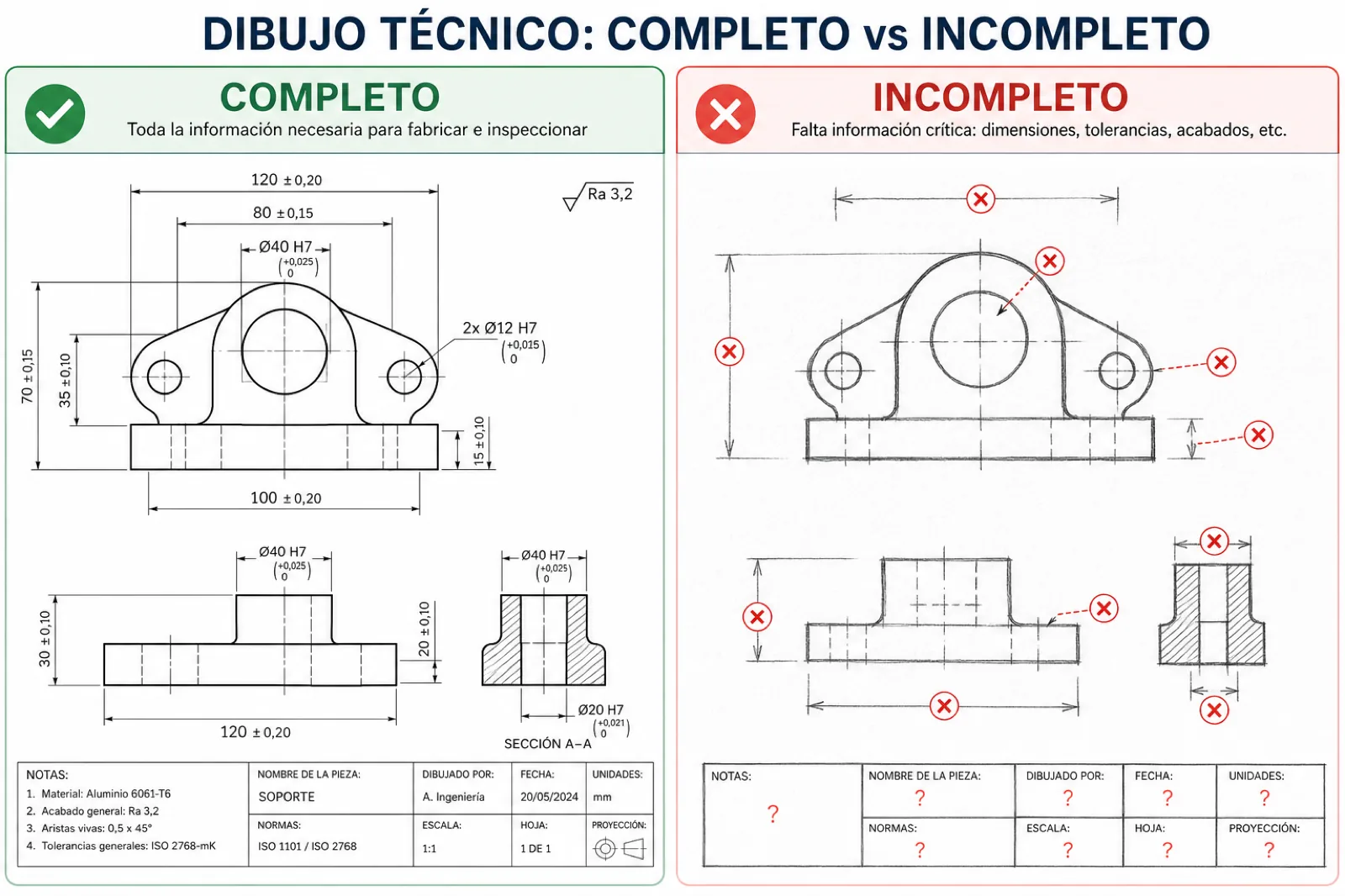
| Aspecto | Buen dibujo | Dibujo incompleto |
|---|---|---|
| Material | Aleación claramente definida (ej. Aluminio 6061-T6, 304 SS, PEEK) | Material ausente, ambiguo o “por definir” |
| Tolerancias | CTQs identificados + tolerancia general como ISO 2768 | Sin tolerancias o todo el plano con ±0.01 innecesario |
| Acabados | Ra, anodizado, pintura o proceso definido en caras funcionales | Notas ambiguas como “acabado fino” o “acabado comercial” |
| Roscas | Estándar, profundidad y callout completo (ej. M6×1.0-6H) | Solo agujero o círculo sin especificación |
| Revisión | STEP, PDF y BOM coinciden en misma revisión | Modelo 3D y drawing pertenecen a revisiones distintas |
| Unidades | mm o pulgadas claramente indicados | Sistema de unidades no especificado |
| Datums / referencias | Datums funcionales y referencias de inspección definidas | Sin referencias claras para inspección dimensional |
| Dimensiones críticas | Características funcionales claramente identificadas | El taller debe asumir qué dimensiones son importantes |
| Notas de manufactura | Tratamientos, inserts, hardware y requisitos especiales definidos | Información distribuida en correos o no documentada |
| Claridad visual | Drawing limpio, organizado y legible | Sobrecargado, desordenado o con cotas duplicadas |
STEP vs STL: ¿Cuál Debes Enviar para Maquinado CNC?
Aunque ambos formatos representan geometría 3D, STEP y STL están diseñados para flujos completamente distintos. Entender esta diferencia es clave para evitar problemas de manufactura, retrasos en cotización y errores durante programación CAM.
En manufactura CNC, el formato correcto puede impactar directamente precisión dimensional, calidad superficial, tiempos de ingeniería y costo final de producción.
Mientras STEP conserva geometría sólida precisa y editable, STL representa la pieza mediante una malla triangulada aproximada. Eso hace que STEP sea el estándar para programación CNC y STL una mejor opción para impresión 3D o visualización.
| Criterio | STEP (sólido) | STL (malla) |
|---|---|---|
| Tipo de geometría | Sólido preciso tipo B-Rep con superficies matemáticas | Malla triangulada aproximada |
| Precisión geométrica | Alta precisión para manufactura e inspección | Depende de densidad de triangulación |
| Programación CAM | Directa, estable y manufacturable | Limitada o requiere reconstrucción |
| Edición en CAD | Features editables y parametría conservada parcialmente | Difícil de editar o modificar |
| Tolerancias | Compatibles con drawings y CTQs | Difíciles de inferir desde la malla |
| Tamaño de archivo | Optimizado para sólidos complejos | Puede crecer muchísimo con alta resolución |
| Mejor aplicación | CNC, producción, prototipos funcionales y manufactura industrial | Impresión 3D, renderizado y visualización |
| Compatibilidad CAM | Excelente en manufactura industrial | Variable según software y complejidad |
| Riesgo de errores | Menor si el sólido está validado | Mayor riesgo de superficies defectuosas o imprecisas |
| Recomendación PREMSA | Enviar siempre para cotización CNC | Usar solo como referencia o complemento |
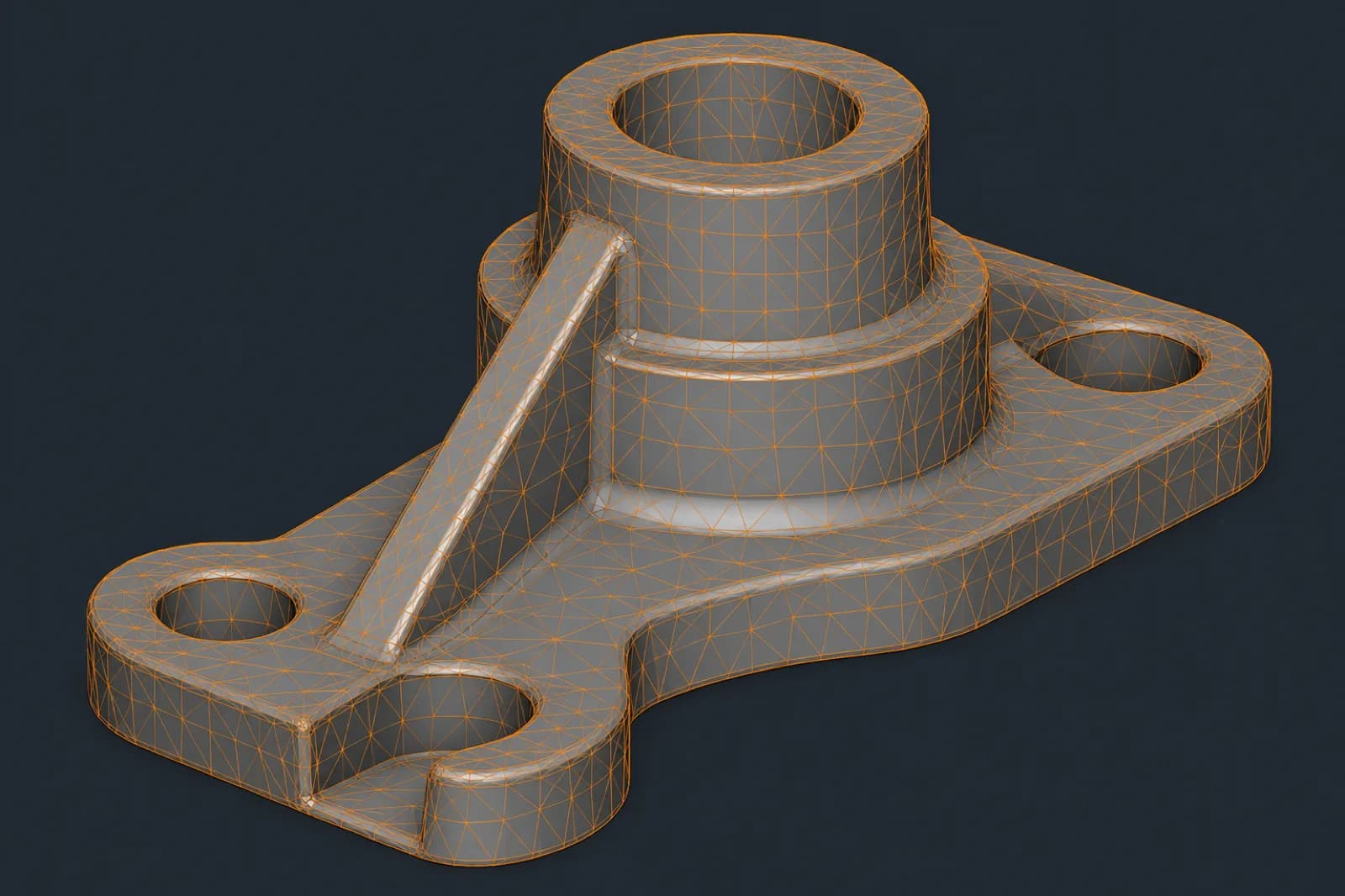
Diferencias entre geometría sólida y malla triangulada
Un archivo STEP conserva superficies matemáticas exactas, radios reales y geometría sólida precisa. Esto permite a software CAD/CAM interpretar correctamente cavidades, features, tolerancias y trayectorias de herramienta.
Por el contrario, STL representa la pieza mediante miles de triángulos planos que aproximan la forma original. Mientras más gruesa sea la triangulación, menos precisa será la geometría; mientras más fina, más pesado y complejo se vuelve el archivo.
Aunque visualmente ambos pueden parecer similares, para manufactura CNC la diferencia es enorme: STEP describe intención de diseño; STL solamente aproxima apariencia.
Problemas comunes al usar STL para manufactura
- Superficies curvas convertidas en facetas trianguladas visibles.
- Mayor tiempo de ingeniería para reconstruir geometría manufacturable.
- Imposibilidad de editar features paramétricos fácilmente.
- Dificultad para identificar tolerancias y dimensiones funcionales.
- Problemas de importación en software CAM industrial.
- Riesgo de cotizaciones conservadoras o más costosas debido a incertidumbre geométrica.
- Archivos extremadamente pesados cuando la resolución STL es muy alta.
Cuándo STL sí puede ser útil
Aunque STL no es ideal como formato principal para CNC, sigue siendo extremadamente útil en ciertos flujos de trabajo.
Es apropiado para impresión 3D, validación visual rápida, revisión conceptual y algunos procesos híbridos donde se utiliza junto con STEP y drawings técnicos.
También puede servir como referencia visual durante revisión de diseño o comparación dimensional después de manufactura.
Si el objetivo principal es manufactura aditiva, STL funciona perfectamente. Pero para piezas mecanizadas en aluminio, acero inoxidable, titanio o plásticos de ingeniería, STEP sigue siendo el formato más recomendable para manufactura CNC profesional.
Qué Debe Incluir una Cotización de Maquinado CNC
Una cotización precisa no depende únicamente del archivo 3D. En manufactura CNC, el contexto técnico del proyecto es igual de importante que la geometría.
Material, cantidad, tolerancias, acabados, lead time y requerimientos funcionales afectan directamente estrategia de manufactura, selección de herramientas, tiempos de programación y costo final.
Mientras más completo sea el paquete técnico desde el primer envío, más rápida y precisa será la cotización. También se reducen revisiones, correos adicionales y riesgo de fabricar piezas incorrectas.
Los equipos de ingeniería y producción normalmente necesitan esta información antes de comenzar revisión DFM y programación CAM.
| Elemento | Por qué importa | Ejemplo / nota |
|---|---|---|
| Material | Define maquinabilidad, costo, herramientas y lead time | Aluminio 6061-T6, 304 SS, Titanio Grado 5, PEEK |
| Cantidad | Impacta economía por pieza y estrategia de setup | 1 prototipo, 25 piloto, 1000 producción |
| Acabados | Agrega procesos secundarios e inspección adicional | Anodizado, bead blast, Ra 3.2 µm, powder coat |
| Tolerancias | Determinan tiempo de maquinado e inspección | ISO 2768-m, ±0.01 mm en CTQs |
| Roscas / insertos | Requieren herramientas, secuencia y validación | M6×1.0, helicoils, PEM inserts |
| Lead time | Prioriza capacidad y secuencia de producción | Rush, estándar o producción programada |
| Dibujo técnico | Define CTQs y criterios de aceptación | PDF actualizado con notas y revisiones |
| Revisión del proyecto | Evita fabricar versiones incorrectas | Rev A, Rev B, ECO actualizado |
| Aplicación funcional | Ayuda a priorizar precisión o costo | Fixture, ensamble crítico, housing, prototipo |
| Empaque / entrega | Puede afectar logística y protección | Piezas individuales, kits o ensamble |
Material requerido
El material afecta prácticamente todos los aspectos de manufactura: maquinabilidad, velocidad de corte, herramientas, acabado superficial, inspección y costo final.
Por eso es importante especificar aleación, condición y cualquier tratamiento requerido desde el inicio.
No es lo mismo cotizar aluminio 6061 que titanio grado 5, ni mecanizar acero inoxidable 304 que PEEK o ULTEM.
Si el material no está definido, el proveedor debe asumir valores por defecto — y la cotización puede cambiar significativamente cuando el material real se confirme.
Puedes explorar opciones en nuestra biblioteca de materiales.
Cantidad de piezas
La cantidad define completamente la estrategia de manufactura.
Una pieza única de prototipo normalmente prioriza flexibilidad y velocidad. En cambio, lotes repetitivos permiten optimizar programación, herramientas, fijación y tiempos de ciclo.
Cantidades mayores también ayudan a amortizar setups, inspección inicial y programación CAM, reduciendo costo unitario.
Por eso es importante indicar si el proyecto es prototipo, piloto, producción recurrente o validación de diseño.
Acabados superficiales
Los acabados superficiales pueden afectar apariencia, resistencia a corrosión, fricción, conductividad y desempeño funcional de la pieza.
Procesos como anodizado, bead blasting, pasivado, pintura o electropulido normalmente agregan operaciones secundarias, tiempo adicional e inspección específica.
También es importante indicar qué caras realmente requieren acabado crítico y cuáles pueden mantenerse con acabado estándar de maquinado.
Consulta también nuestros acabados industriales compatibles con aluminio, acero inoxidable, titanio y plásticos de ingeniería.
Tolerancias críticas
No todas las dimensiones requieren tolerancias extremadamente cerradas.
En manufactura CNC, tolerar toda la pieza innecesariamente aumenta tiempo de maquinado, complejidad de inspección y costo final.
Lo ideal es aplicar tolerancias estrictas únicamente en características funcionales como ajustes, alineaciones, sellos, rodamientos o interfaces críticas.
Para el resto de la geometría, estándares generales como ISO 2768 suelen ser suficientes y mucho más eficientes desde el punto de vista manufacturable.
Roscas, insertos y características especiales
Roscas, inserts, hardware prensado y features especiales deben documentarse claramente en drawing técnico o lista de requerimientos.
Es importante especificar estándar, profundidad, clase de ajuste y cualquier requisito funcional asociado.
Estas características normalmente requieren herramientas específicas, operaciones adicionales e inspección crítica durante producción.
En piezas de lámina o ensambles industriales, también conviene indicar si se utilizarán PEM inserts, helicoils, inserts térmicos u otros sistemas de fijación.
Tiempo de entrega esperado
El lead time esperado ayuda a priorizar capacidad, secuencia de producción y disponibilidad de material.
Un proyecto urgente puede requerir estrategias distintas de manufactura comparado con una orden flexible o programada.
Indicar desde el inicio si la prioridad es velocidad, costo o precisión ayuda a alinear expectativas entre ingeniería, producción y compras.
Dibujos técnicos y notas de ingeniería
El drawing técnico sigue siendo uno de los documentos más importantes dentro de manufactura CNC.
Ahí se definen CTQs, tolerancias, acabados, datums, notas de inspección, revisiones y requerimientos funcionales que normalmente no existen dentro del modelo 3D.
El PDF debe coincidir exactamente con la revisión del STEP enviado y mantenerse actualizado durante todo el flujo de cotización y producción.
Mientras más clara y organizada sea la documentación técnica, menos tiempo se pierde interpretando intención de diseño y más rápido puede avanzar el proyecto hacia manufactura.
Qué tolerancias son realmente necesarias
Uno de los factores que más impacta costo, tiempo de maquinado e inspección en maquinado CNC no suele ser el material: son las tolerancias mal definidas.
Aplicar tolerancias extremadamente cerradas a toda la pieza — por ejemplo ±0.02 mm o ±0.05 mm globalmente — puede aumentar significativamente tiempo de ciclo, complejidad de programación, inspección dimensional y desperdicio de producción sin aportar valor funcional real.
En manufactura industrial, la clave no es “hacer todo ultra preciso”; la clave es aplicar precisión únicamente donde el ensamble o la función realmente lo requieren.
Para optimizar cotización, manufacturabilidad y repetibilidad, normalmente conviene pensar las dimensiones en tres niveles: tolerancias generales, tolerancias funcionales y características críticas (CTQ).
| Nivel | Cuándo usarlo | Ejemplo típico |
|---|---|---|
| General (ISO 2768-m/k) | Dimensiones no críticas y geometría general | Contornos externos, cuerpos de pieza, features cosméticos |
| Funcional | Interfaces mecánicas y alineaciones | Ajustes H7/g6, localización de bearings o bushings |
| CTQ | Características críticas para desempeño o ensamble | Planitud, concentricidad, sellado o interfaces críticas |
| Cosmética | Superficies visibles pero no funcionales | Acabado visual o estética superficial |
| Producción repetitiva | Piezas que deben ensamblar consistentemente | Datums y features de localización repetibles |
Mientras más cerrada sea la tolerancia, más complejo se vuelve el proceso de manufactura. Dependiendo de la geometría, esto puede requerir herramientas especiales, estrategias de corte más lentas, rectificado, control térmico o inspección dimensional adicional.
En muchos casos, una tolerancia excesiva termina elevando costo sin mejorar realmente desempeño funcional de la pieza.
- No toleres lo que no se mide en ensamble: si una cara es cosmética, normalmente el acabado importa más que una tolerancia extrema.
- Relaciona tolerancia con función real: un agujero para bearing requiere más control que una cara exterior decorativa.
- Alinea tolerancia con el proceso: torneado suele controlar diámetros mejor que fresado en paredes delgadas o piezas flexibles.
- Define datums claros: ayudan a evitar acumulación de error y mejoran inspección dimensional.
- Evita tolerancias cerradas globales: tolerar todo el drawing innecesariamente incrementa costo rápidamente.
- Considera el material: aluminio, titanio, acero inoxidable y plásticos reaccionan distinto durante maquinado.
- Conecta tolerancia con costo: cada decimal adicional puede significar más tiempo de ciclo, más inspección y menor rendimiento.
| Tolerancia | Impacto típico | Consecuencia en costo |
|---|---|---|
| ±0.5 mm | Manufactura estándar rápida | Costo bajo |
| ±0.1 mm | Control dimensional moderado | Costo normal de producción |
| ±0.02 mm | Mayor control de proceso e inspección | Incremento notable en tiempo y costo |
| ±0.005 mm | Procesos avanzados, control térmico o rectificado | Costo muy alto y producción más lenta |
Si estás optimizando presupuesto o buscando reducir lead time, las tolerancias son uno de los primeros lugares donde ingeniería y manufactura pueden generar mejoras importantes.
También puedes revisar nuestro artículo sobre costo de maquinado CNC, donde explicamos cómo tolerancias, materiales y complejidad geométrica afectan precio final de producción.
Cómo Preparar un Modelo 3D para Manufactura CNC
Diseñar para manufactura (DFM) significa crear piezas pensando no solo en cómo deben verse, sino en cómo realmente serán fabricadas.
En maquinado CNC, cada geometría interactúa con herramientas reales: fresas, brocas, insertos, portaherramientas, mordazas y sistemas de fijación. Ignorar estas limitaciones puede aumentar costo, tiempo de programación y riesgo de errores durante producción.
Un modelo optimizado para manufactura normalmente reduce setups, simplifica programación CAM, mejora repetibilidad y acelera cotización.
Estos principios ayudan a preparar modelos 3D más manufacturables y eficientes para producción CNC.
| Concepto | Problema común | Recomendación DFM |
|---|---|---|
| Acceso de herramienta | Cavidades profundas o inaccesibles | Diseñar geometrías alcanzables con herramientas estándar |
| Radios internos | Esquinas internas perfectamente cuadradas | Usar radios compatibles con diámetro de herramienta |
| Espesores de pared | Paredes muy delgadas o flexibles | Mantener espesores manufacturables según material |
| Setups | Piezas que requieren múltiples re-montajes | Reducir orientaciones y cambios de fijación |
| Tolerancias | Todo el modelo con precisión extrema | Aplicar tolerancias cerradas solo en CTQs |
| Fijación y datums | Falta de referencias para sujetar o inspeccionar | Diseñar superficies estables y referencias claras |
| Profundidad de cavidades | Relación profundidad/diámetro excesiva | Evitar pockets demasiado profundos y estrechos |
| Roscas pequeñas | Threads difíciles de maquinar o inspeccionar | Usar tamaños estándar cuando sea posible |
Muchas veces, pequeños cambios en el modelo CAD pueden generar reducciones enormes en tiempo de maquinado y costo de producción.
Por ejemplo, aumentar ligeramente un radio interno, simplificar una cavidad profunda o reducir tolerancias innecesarias puede permitir herramientas más rígidas, menos setups y trayectorias CAM mucho más eficientes.
- Evitar geometrías imposibles de maquinar: cavidades cerradas, undercuts sin estrategia o features inaccesibles para herramientas estándar.
- Diseñar radios internos adecuados: las fresas tienen diámetro real; esquinas perfectamente cuadradas normalmente requieren EDM o procesos secundarios.
- Mantener espesores de pared manufacturables: paredes demasiado delgadas pueden vibrar, deformarse o romperse durante corte.
- Considerar accesibilidad de herramienta: minimizar setups y permitir aproximación estable de la herramienta.
- Evitar tolerancias innecesariamente estrictas: tolerar únicamente características funcionales y CTQs.
- Diseñar pensando en fijación y sujeción: incluir superficies estables, referencias y datums claros para manufactura e inspección.
- Reducir profundidad extrema de pockets: cavidades profundas incrementan deflexión de herramienta y tiempo de ciclo.
- Usar tamaños estándar de barrenos y roscas: simplifica herramientas, inspección y disponibilidad.
En sectores como automatización industrial, robótica y hardware, aplicar principios DFM desde CAD puede acelerar muchísimo la transición de prototipo a producción.
Mientras más manufacturable sea el diseño desde el inicio, más rápido puede avanzar el proyecto hacia programación CAM, cotización y fabricación repetible.

Cómo reducir costo desde CAD
Una gran parte del costo de una pieza CNC se define mucho antes de que la máquina empiece a cortar material.
Geometrías complejas, tolerancias excesivas, cavidades profundas o setups innecesarios normalmente incrementan tiempo de programación, desgaste de herramienta, inspección y riesgo de scrap.
La buena noticia es que muchas de estas decisiones pueden optimizarse directamente desde CAD, antes de enviar la cotización.
Modificar un modelo digital suele tomar minutos; corregir problemas después de programar, fabricar o inspeccionar puede costar horas o incluso días.
Aplicar principios DFM desde diseño ayuda a reducir costo, acelerar producción y mejorar repetibilidad tanto en prototipos como en manufactura repetitiva.
| Práctica | Por qué encarece si se ignora | Alternativa DFM |
|---|---|---|
| Evitar bolsillos profundos | Herramientas largas generan vibración y ciclos lentos | Mantener profundidad menor a 3–4× diámetro de herramienta |
| Evitar radios internos diminutos | Requiere micro-fresas, EDM o herramientas especiales | Usar radios compatibles con herramientas estándar |
| Evitar tolerancias excesivas | Más inspección, más pases y mayor scrap | Aplicar ISO 2768 y CTQs únicamente donde importa |
| Simplificar setups | Cada re-montaje agrega tiempo y posibilidad de error | Diseñar usando menos orientaciones y datums consistentes |
| Roscas estándar | Herramientas especiales y ciclos largos de maquinado | Preferir métricas o UNC comerciales |
| Evitar paredes ultradelgadas | Deflexión, vibración y deformación durante corte | Mantener espesores compatibles con material y rigidez |
| Reducir geometría innecesaria | Más tiempo CAM y trayectorias complejas | Simplificar features no funcionales |
| Usar herramientas estándar | Herramientas especiales aumentan tiempo y costo | Diseñar around diámetros comerciales |
| Minimizar cavidades inaccesibles | Requiere setups adicionales o procesos secundarios | Diseñar acceso directo para herramienta |
| Controlar relación altura/espesor | Piezas flexibles son difíciles de maquinar | Agregar rigidez o soporte geométrico |
Muchas veces, pequeños cambios geométricos generan reducciones enormes en costo de manufactura.
Por ejemplo, aumentar ligeramente un radio interno, reducir una profundidad extrema o eliminar una tolerancia innecesaria puede permitir herramientas más rígidas, trayectorias CAM más agresivas y tiempos de ciclo mucho menores.
En producción repetitiva, estas optimizaciones se multiplican rápidamente en ahorro de tiempo, desgaste de herramienta y capacidad de máquina.
- Diseña para herramientas reales: fresas, brocas e insertos tienen diámetros estándar y limitaciones físicas.
- Reduce cambios de setup: menos orientaciones normalmente significa menor costo y mejor repetibilidad.
- Evita over-engineering: no todas las caras necesitan acabado premium o tolerancias de precisión.
- Prioriza features funcionales: concentra precisión donde realmente afecta ensamble o desempeño.
- Considera inspección desde CAD: piezas difíciles de medir también suelen ser más costosas de fabricar.
- Piensa en escalabilidad: un diseño fácil de prototipar no siempre es eficiente para producción.
Cuando el objetivo es obtener una cotización rápida y competitiva, enviar un STEP optimizado y explicar qué características son críticas — y cuáles son negociables — permite al proveedor proponer estrategias de manufactura más eficientes.
Eso facilita revisión DFM, acelera programación CAM y abre oportunidades para reducir costo sin comprometer funcionalidad.
Errores Comunes al Enviar Archivos para CNC
Muchos retrasos en cotización y problemas de manufactura no vienen del proceso CNC en sí, sino de errores en la preparación del paquete CAD.
Archivos incompletos, revisiones cruzadas, geometría inválida o drawings ambiguos pueden generar correos adicionales, retrasos en programación CAM y riesgo de fabricar piezas incorrectas.
La mayoría de estos problemas son fáciles de evitar si el modelo, drawing y documentación se revisan antes de enviar la cotización.
Estos son algunos de los errores más comunes que aparecen en flujos de manufactura industrial.
| Error | Consecuencia | Cómo evitarlo |
|---|---|---|
| Modelo sin material definido | Cotización ambigua o cambios tardíos de precio | Especificar aleación y condición desde el inicio |
| Archivo corrupto o inválido | Retrasos en importación y programación CAM | Validar y re-exportar STEP antes de enviar |
| Faltan dimensiones críticas | Suposiciones incorrectas durante manufactura | Incluir drawing PDF con CTQs claramente marcados |
| Tolerancias excesivas globales | Sobrecosto y tiempos de maquinado innecesarios | Aplicar precisión solo en features funcionales |
| Geometría incompatible con el proceso | Rediseño o cambio de estrategia de manufactura | Revisar DFM antes de congelar diseño |
| Drawing y STEP en revisiones distintas | Riesgo de fabricar versión incorrecta | Mantener misma revisión en 3D y 2D |
| Unidades no especificadas | Piezas escaladas incorrectamente | Indicar mm o pulgadas claramente |
| Ensambles enviados sin contexto | Confusión sobre qué piezas fabricar | Separar componentes o indicar alcance claramente |
| STL como único archivo para CNC | Reconstrucción geométrica y retrasos | Enviar STEP como archivo principal |
| Notas técnicas distribuidas por correo | Pérdida de información crítica | Centralizar requisitos en drawing o RFQ |
En muchos proyectos, los errores más costosos no son necesariamente complejos desde ingeniería. A veces basta con una revisión equivocada, una tolerancia mal interpretada o un material no especificado para generar retrabajo, scrap o retrasos de producción.
Por eso, revisar el paquete CAD antes de enviarlo es una de las formas más simples y efectivas de acelerar cotización y reducir riesgo manufacturable.
- Verifica el STEP antes de enviarlo: abrir el archivo en otro visor ayuda a detectar problemas de exportación.
- Mantén control de revisiones: el drawing y el modelo 3D deben coincidir exactamente.
- Centraliza notas críticas: evita depender de instrucciones distribuidas en múltiples correos.
- No asumas tolerancias por defecto: documenta CTQs y requerimientos funcionales claramente.
- Define el proceso esperado: especialmente si la pieza puede fabricarse por múltiples tecnologías.
- Valida manufacturabilidad desde CAD: pequeños cambios tempranos evitan rediseños costosos.
Cómo Reducir Tiempos de Cotización y Producción
En manufactura CNC, la velocidad no depende únicamente de la capacidad de las máquinas. Muchas veces, los mayores retrasos ocurren antes de fabricar la primera pieza: archivos incompletos, revisiones cruzadas, dudas de ingeniería o documentación ambigua.
Un paquete CAD bien preparado permite acelerar revisión DFM, programación CAM, planeación de producción y cotización desde el primer contacto.
Mientras menos tiempo tenga que invertir el proveedor interpretando intención de diseño o corrigiendo información faltante, más rápido puede avanzar el proyecto hacia manufactura.
| Práctica | Cómo ayuda | Resultado típico |
|---|---|---|
| Archivos limpios y organizados | Reduce tiempo de revisión e interpretación | Cotizaciones más rápidas |
| STEP + drawing actualizado | Evita dudas entre geometría y tolerancias | Menos correos y revisiones |
| Material definido desde inicio | Permite validar disponibilidad y proceso | Menos cambios de precio |
| CTQs claramente identificados | Facilita inspección y manufactura | Menor riesgo dimensional |
| Revisiones controladas | Evita fabricar versiones incorrectas | Mayor trazabilidad |
| Prioridades definidas | Permite optimizar costo vs velocidad | Mejor estrategia de producción |
| Geometría manufacturable | Reduce programación y setups complejos | Menores tiempos de ciclo |
| Una pieza por archivo | Evita confusión en ensamblajes | Flujo más limpio de producción |
- Enviar archivos limpios y organizados: usar nombres claros, revisiones visibles y una pieza por archivo cuando sea posible.
- Incluir toda la información desde el inicio: material, cantidad, acabados, tolerancias y lead time esperado.
- Definir prioridades del proyecto: menor costo, menor tiempo o máxima precisión requieren estrategias distintas.
- Agrupar correctamente revisiones y assemblies: evitar mezclar Rev A y Rev B dentro del mismo paquete.
- Usar STEP como formato principal: mejora compatibilidad entre CAD, CAM e ingeniería.
- Marcar CTQs claramente: ayuda a priorizar manufactura e inspección dimensional.
- Evitar notas distribuidas en correos separados: centralizar requerimientos dentro del drawing o RFQ.
- Validar manufacturabilidad antes de enviar: pequeños cambios CAD pueden acelerar muchísimo producción.
En proyectos complejos, especialmente en sectores como automatización industrial, robótica y hardware, un flujo CAD organizado puede ahorrar días completos entre revisión técnica, cotización y liberación de producción.
La mejor manera de acelerar manufactura CNC no siempre es “trabajar más rápido”; muchas veces es eliminar incertidumbre antes de comenzar.
Cómo PREMSA Industries Procesa Archivos CAD para Manufactura
En PREMSA Industries, cada proyecto pasa por una revisión técnica estructurada antes de programar máquinas o liberar producción.
El objetivo no es solamente fabricar la pieza “como viene en el STEP”, sino validar manufacturabilidad, detectar riesgos tempranos y asegurar que el diseño pueda producirse de forma repetible y funcional.
Este flujo ayuda a reducir errores, acelerar cotización y alinear expectativas entre ingeniería, compras y manufactura desde el inicio.
| Etapa | Qué revisamos | Objetivo |
|---|---|---|
| Recepción de archivos | STEP, drawings, revisiones y especificaciones | Confirmar información completa |
| Revisión DFM | Geometría, tolerancias, accesibilidad y manufacturabilidad | Detectar riesgos antes de producción |
| Selección de proceso | CNC, lámina, impresión 3D o moldeo | Elegir estrategia manufacturable |
| Planeación CAM | Herramientas, setups y secuencia de operaciones | Optimizar producción y repetibilidad |
| Inspección y calidad | CTQs, datums y tolerancias críticas | Asegurar conformidad dimensional |
| Cotización final | Costo, lead time y alcance | Entregar propuesta clara y trazable |
Revisión de manufacturabilidad (DFM)
Antes de fabricar una pieza, evaluamos manufacturabilidad desde perspectiva real de producción.
Esto incluye radios internos, profundidad de cavidades, accesibilidad de herramienta, tolerancias críticas, riesgo de deformación, rigidez del material y complejidad de setups.
Si detectamos oportunidades de optimización o posibles problemas durante manufactura, los comunicamos antes de comenzar programación CAM o producción.
El objetivo del DFM no es cambiar el diseño innecesariamente, sino reducir riesgo, tiempo y costo sin comprometer funcionalidad.
Evaluación de materiales y procesos
Cada geometría y volumen de producción requiere procesos distintos.
Durante revisión técnica evaluamos si la pieza debe fabricarse mediante fresado CNC, torneado CNC, fabricación metálica, impresión 3D o moldeo por inyección.
También analizamos compatibilidad entre material, tolerancias, acabados y volumen de producción para seleccionar la estrategia manufacturable más eficiente.
Planeación de maquinado y producción
Una vez validado el modelo CAD, definimos la secuencia de operaciones, herramientas, fijación, orientación de setups y criterios de inspección.
La planeación de producción busca minimizar re-montajes, mejorar repetibilidad y asegurar estabilidad dimensional durante manufactura.
En piezas complejas, también se consideran trayectorias multieje, accesibilidad de herramienta, deformación del material y control de características críticas.
Cotización para prototipos y producción
Con archivos completos y documentación clara, podemos entregar cotizaciones más rápidas y precisas para prototipos, lotes piloto y producción repetitiva.
Esto incluye evaluación de manufacturabilidad, materiales, procesos secundarios, inspección y tiempos de entrega.
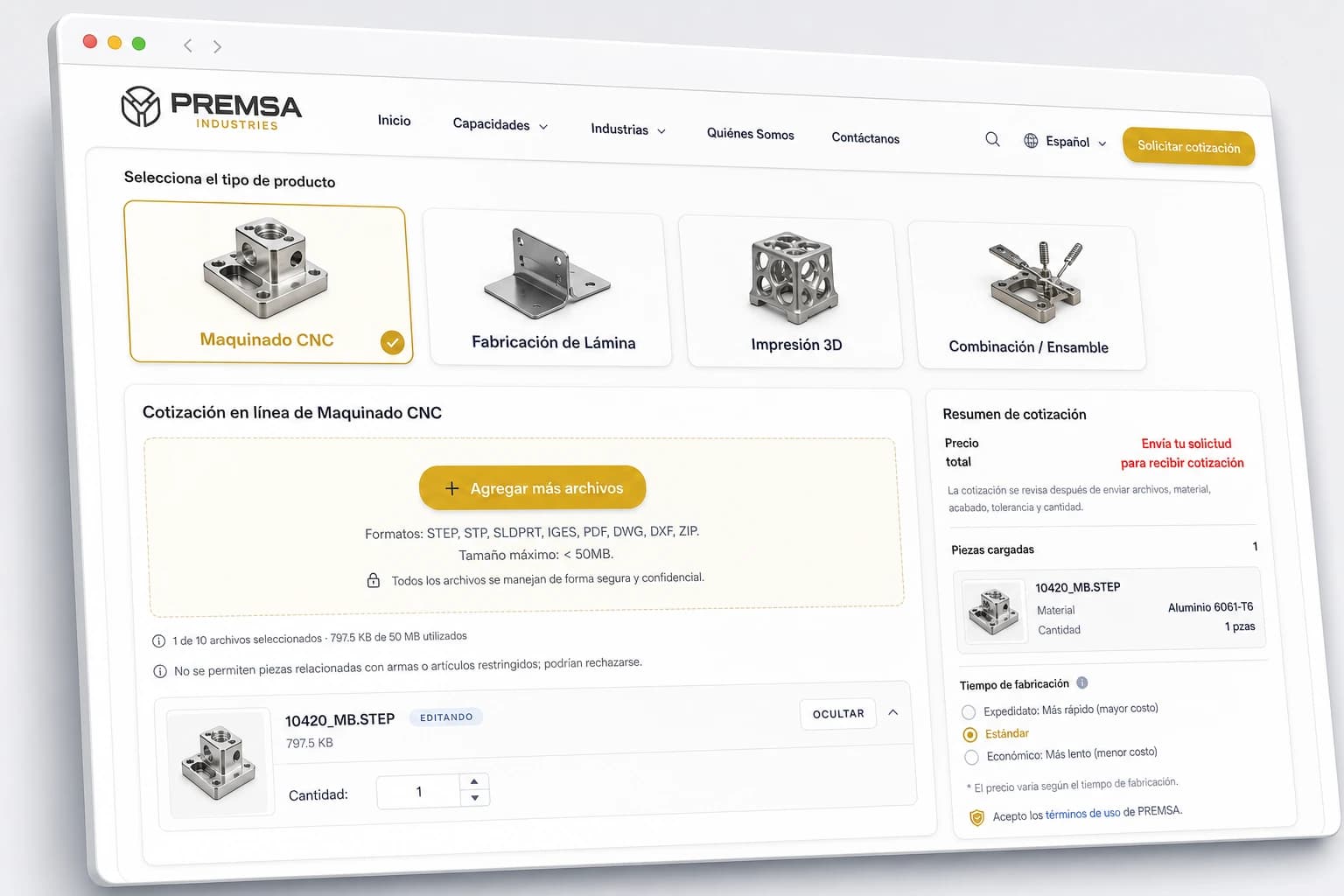
Puedes iniciar el proceso mediante nuestra cotización en línea enviando archivos STEP, drawings técnicos y especificaciones de manufactura.
Materiales y Procesos Compatibles con Archivos CAD
Un mismo archivo CAD puede fabricarse mediante procesos completamente distintos dependiendo de geometría, material, tolerancias, volumen de producción y objetivo funcional.
Por ejemplo, una pieza puede comenzar como prototipo impreso en 3D, pasar a maquinado CNC para validación funcional y finalmente migrar a producción mediante moldeo por inyección.
En PREMSA Industries, utilizamos archivos CAD como base para evaluar qué proceso ofrece la mejor combinación entre precisión, velocidad, escalabilidad y costo.
Estas son algunas de las capacidades que integramos frecuentemente a partir de modelos 3D y drawings técnicos.
| Proceso | Ideal cuando… | Enlace |
|---|---|---|
| Maquinado CNC | Necesitas precisión dimensional, tolerancias cerradas y materiales de ingeniería | Ver servicios CNC |
| Fresado CNC | La pieza tiene geometría prismática, cavidades, caras múltiples o features complejos | Fresado CNC |
| Torneado CNC | La geometría es cilíndrica o de revolución | Torneado CNC |
| CNC Mill-Turn | Se requiere combinar operaciones de torneado y fresado en una sola configuración | CNC Mill-Turn |
| Mecanizado tipo suizo | Las piezas son pequeñas, largas o de alta precisión repetitiva | Mecanizado Tipo Suizo |
| Fabricación de lámina | La pieza parte de geometría 2D doblada o cortada en chapa metálica | Lámina metálica |
| Corte de lámina | El perfil 2D define la pieza principal | Corte de lámina |
| Doblez de lámina | Se necesitan piezas formadas a partir de chapa | Doblez de lámina |
| Impresión 3D | Buscas prototipos rápidos o geometrías difíciles de maquinar | Impresión 3D |
| Producción de partes plásticas | Necesitas escalabilidad y producción repetitiva | Producción plástica |
| Moldeo por inyección | El volumen de producción justifica herramental y repetibilidad alta | Moldeo por inyección |
La selección del proceso correcto normalmente depende de múltiples factores: cantidad de piezas, material, geometría, tolerancias, acabado superficial y costo objetivo.
Por eso, durante revisión técnica evaluamos distintas rutas de manufactura antes de definir la estrategia final de producción.
En muchos proyectos industriales, especialmente en sectores como automotriz, robótica y manufactura industrial, combinar múltiples procesos dentro del mismo flujo puede acelerar desarrollo y optimizar costos.
Preguntas frecuentes sobre archivos CAD y cotizaciones CNC
Respuestas directas sobre formatos CAD, exportación STEP, SolidWorks machining, Fusion 360 CNC, tolerancias, DFM y cotización de piezas mecanizadas con PREMSA Industries.
- ¿Qué formato de archivo es mejor para CNC?
- STEP (.STEP / .STP) es el formato preferido para manufactura CNC porque transfiere geometría sólida precisa entre software CAD y CAM con excelente compatibilidad. También aceptamos Parasolid, SolidWorks, Inventor, CATIA, Creo, Siemens NX e IGES cuando es necesario.
- ¿Puedo cotizar solamente con un STL?
- Sí puedes adjuntar STL como referencia visual, pero para maquinado CNC recomendamos enviar STEP como archivo principal. STL utiliza una malla triangulada y normalmente requiere reconstrucción geométrica para programación CAM.
- ¿Necesito enviar dibujos técnicos?
- No siempre es obligatorio, pero sí es altamente recomendable cuando existen tolerancias críticas, roscas, acabados, datums o requerimientos funcionales. El drawing técnico reduce ambigüedad y acelera cotización e inspección.
- ¿Qué tolerancias debo especificar?
- Aplica tolerancias cerradas únicamente en características funcionales y CTQs. Para geometría general, estándares como ISO 2768 suelen ser suficientes y mucho más eficientes desde el punto de vista manufacturable.
- ¿Qué software CAD es compatible?
- Trabajamos regularmente con SolidWorks, Fusion 360, Inventor, CATIA, Creo, Siemens NX, Onshape y otros sistemas CAD industriales. Exportar un STEP limpio normalmente es suficiente para cotizar.
- ¿Cómo exporto STEP desde Fusion 360 o SolidWorks para CNC?
- Valida unidades (mm o pulgadas), exporta únicamente sólidos, revisa geometría, suprime sketches innecesarios y verifica el archivo importándolo nuevamente antes de enviarlo. También recomendamos incluir revisión en el nombre del archivo.
- ¿Puedo cotizar proyectos de Fusion 360 CNC o SolidWorks machining con PREMSA?
- Sí. Recibimos archivos provenientes de prácticamente cualquier plataforma CAD profesional. Para acelerar revisión y manufactura recomendamos enviar STEP + PDF con material, cantidad, acabados y tolerancias críticas.
- ¿Qué tolerancias debo colocar en el drawing técnico?
- Usa tolerancias generales como ISO 2768 para dimensiones no críticas y define CTQs únicamente donde existan ajustes, alineaciones, sellado o interfaces funcionales. Evita aplicar ±0.01 mm globalmente si no es realmente necesario.
- ¿Puedo enviar ensamblajes completos?
- Sí. Puedes enviar ensamblajes completos para contexto funcional, pero recomendamos identificar claramente qué piezas deben cotizarse, fabricarse o ensamblarse. Separar componentes individuales normalmente acelera revisión.
- ¿Qué pasa si mi modelo necesita cambios para manufactura?
- Durante revisión DFM podemos detectar oportunidades para mejorar manufacturabilidad, reducir costo o simplificar producción. Si identificamos riesgos o mejoras potenciales, las comunicamos antes de fabricar.
- ¿Cómo sé si mi pieza es manufacturable?
- Factores como acceso de herramienta, profundidad de cavidades, tolerancias, radios internos y material afectan manufacturabilidad. Por eso revisamos cada proyecto antes de liberar programación CAM o producción.
STEP (.STEP / .STP) es el formato preferido para manufactura CNC porque transfiere geometría sólida precisa entre software CAD y CAM con excelente compatibilidad. También aceptamos Parasolid, SolidWorks, Inventor, CATIA, Creo, Siemens NX e IGES cuando es necesario.
Sí puedes adjuntar STL como referencia visual, pero para maquinado CNC recomendamos enviar STEP como archivo principal. STL utiliza una malla triangulada y normalmente requiere reconstrucción geométrica para programación CAM.
No siempre es obligatorio, pero sí es altamente recomendable cuando existen tolerancias críticas, roscas, acabados, datums o requerimientos funcionales. El drawing técnico reduce ambigüedad y acelera cotización e inspección.
Aplica tolerancias cerradas únicamente en características funcionales y CTQs. Para geometría general, estándares como ISO 2768 suelen ser suficientes y mucho más eficientes desde el punto de vista manufacturable.
Trabajamos regularmente con SolidWorks, Fusion 360, Inventor, CATIA, Creo, Siemens NX, Onshape y otros sistemas CAD industriales. Exportar un STEP limpio normalmente es suficiente para cotizar.
Valida unidades (mm o pulgadas), exporta únicamente sólidos, revisa geometría, suprime sketches innecesarios y verifica el archivo importándolo nuevamente antes de enviarlo. También recomendamos incluir revisión en el nombre del archivo.
Sí. Recibimos archivos provenientes de prácticamente cualquier plataforma CAD profesional. Para acelerar revisión y manufactura recomendamos enviar STEP + PDF con material, cantidad, acabados y tolerancias críticas.
Usa tolerancias generales como ISO 2768 para dimensiones no críticas y define CTQs únicamente donde existan ajustes, alineaciones, sellado o interfaces funcionales. Evita aplicar ±0.01 mm globalmente si no es realmente necesario.
Sí. Puedes enviar ensamblajes completos para contexto funcional, pero recomendamos identificar claramente qué piezas deben cotizarse, fabricarse o ensamblarse. Separar componentes individuales normalmente acelera revisión.
Durante revisión DFM podemos detectar oportunidades para mejorar manufacturabilidad, reducir costo o simplificar producción. Si identificamos riesgos o mejoras potenciales, las comunicamos antes de fabricar.
Factores como acceso de herramienta, profundidad de cavidades, tolerancias, radios internos y material afectan manufacturabilidad. Por eso revisamos cada proyecto antes de liberar programación CAM o producción.
Conclusión
Cómo una buena preparación CAD mejora costos, tiempos y manufacturabilidad
Un archivo CAD bien preparado no es simplemente un requisito administrativo: es la base para una cotización rápida, una producción más eficiente y piezas que realmente funcionen en ensamble.
STEP limpio, drawings actualizados, materiales definidos, CTQs claros y documentación organizada reducen fricción en prácticamente todo el flujo de manufactura: revisión DFM, programación CAM, inspección dimensional y producción repetitiva.
Mientras más claro sea el paquete técnico desde el inicio, menos tiempo se pierde interpretando intención de diseño y más rápido puede avanzar el proyecto hacia manufactura.
Si también estás evaluando costos y estrategias de producción, revisa nuestras guías sobre costo de maquinado CNC y cómo mandar a hacer piezas CNC.
Próximos pasos para cotizar piezas CNC con PREMSA Industries
Sube tu archivo STEP, agrega especificaciones de manufactura y recibe revisión técnica para prototipos o producción repetitiva mediante nuestra cotización en línea.
En PREMSA Industries fabricamos componentes para industrias como aeroespacial y defensa, robótica, hardware y manufactura industrial, integrando procesos como maquinado CNC, fabricación metálica, manufactura aditiva y producción de partes plásticas.
Trabajamos con prototipos, lotes piloto y producción en México con soporte para cadenas de suministro en Norteamérica.
Si estás preparando o optimizando diseños, revisa nuestra guía de diseño para maquinado CNC.

Escrito por
Adrian Cavazos y el Equipo de Ingeniería de PREMSA
Adrian Cavazos, fundador de PREMSA Industries, lidera un equipo de ingenieros de manufactura especializado en maquinado CNC, fabricación metálica y soluciones listas para producción. El equipo trabaja de cerca con los clientes para optimizar diseños, mejorar la manufacturabilidad (DFM) y asegurar una producción confiable y escalable desde prototipos hasta producción en volumen.


