Many buyers assume material is the main component of CNC part price. If the part is larger, heavier, or uses a high-performance alloy, it seems logical to conclude that raw stock determines most of the quote.
However, in many projects the opposite is true. Material cost often represents only a fraction of final price, while factors such as machine time, setups, tools, CAM programming, inspection, and geometric complexity absorb a much larger share of the budget.
For this reason, two parts made from exactly the same material can have radically different prices. What usually changes is not the raw stock, but the difficulty of producing the part consistently, accurately, and repeatably.
Most CNC parts are not quoted on material value, but on the effort required to transform it.
Understanding how much raw stock really contributes lets you evaluate quotes with technical judgment, spot optimization opportunities before the RFQ, and focus effort where real savings exist. In this guide we cover when material dominates cost, when it is a small fraction of the quote, and strategies to lower final price without sacrificing performance or quality.
What percentage of total cost is material?
There is no universal percentage valid for every CNC part. Raw stock share depends on geometry, material removed, production volume, process used, and overall component complexity.
Still, one trend is clear: the more complex the part, the lower material's relative share in the quote tends to be. As cycle times, setups, and manufacturing operations increase, transformation cost begins to dominate.
- Simple parts — basic geometries, few operations, and wide tolerances: material can represent 40% to 70% of total cost.
- Complex parts — multiple operations, tight tolerances, or several setups: material can fall to just 5%–20% of final price.
- Prototypes and small batches — programming, preparation, and machine time usually matter more than raw stock.
- Production runs — as setup costs spread across more parts, material gains share within the cost structure.
| Part type | Material | Machining |
|---|---|---|
| Complex prototype | 10% | 90% |
| General part | 25% | 75% |
| High-volume production | 50% | 50% |
| Simple turned part | 60% | 40% |
These ranges should be read as general references, not absolute rules. The same part can show very different cost splits depending on alloy selected, material supply form, production volume, and manufacturing strategy.
The important point is that price per kilogram rarely tells the whole story. To learn about the other factors that drive a CNC quote, also see what affects CNC machined part cost most.
How raw material cost is calculated
One of the most common mistakes when estimating CNC part cost is assuming raw stock is calculated only from finished part weight. In practice, shops buy and quote enough material to clamp the part, establish references, allow machining operations, and remove stock until final geometry is reached.
For this reason, true raw material cost is usually higher than simply multiplying finished part weight by material price.
Before a part reaches final dimensions, extra material volume is part of the manufacturing process. That material may become chips, remnant, or zones needed for clamping, but it still represents cost that must be included in the quote.
- Gross weight — total material purchased to make the part, including excess required for manufacturing.
- Stock dimensions — bar diameter, plate thickness, block size, or commercially available tube dimensions.
- Chips and removed material — volume removed during milling, turning, boring, and other cutting operations.
- Remnants — leftover material after machining that cannot always be reused on the same project.
- Blank preparation — prior cuts, material prep, and operations required before the first setup.
The formula used to estimate raw material cost is relatively simple:
Material cost = Stock weight × Price per kilogram
What makes estimation complex is not the formula, but determining how much material must actually be purchased to make the part. Two components with the same finished weight can require very different stock quantities depending on geometry, process selected, and available commercial form.
Also, price per kilogram is rarely a fixed number. Local availability, commercial form, purchase volume, certifications, heat treatments, and market conditions can create large variation even within the same material family.
Raw stock is not calculated from finished part weight. It is calculated from the material that must actually be purchased to make the part.
That is why a solid CNC quote does not consider only final component geometry. It also accounts for stock needed to make the part safely, efficiently, and repeatably. Ignoring this often produces unrealistic estimates and large gaps between expected and actual production cost.
Why purchased material does not always match part material
When analyzing CNC part cost, it is easy to assume purchased material will be almost the same as what ends up in the final product. In practice, that rarely happens.
Most parts are made from a material volume considerably larger than what remains in finished geometry. That excess allows clamping, establishing references, performing machining operations, and reaching final dimensions accurately.
The difference between purchased and utilized material depends largely on commercial form. It is not the same to make from bar, plate, solid block, or tube. Each form shapes initial material required, manufacturing strategy, and volume that will be removed during the process.
Material is not purchased to match part shape. It is purchased to allow the part to be made.
A common milling example starts with a block several times heavier than the finished part. Much of that volume disappears during machining until final geometry is reached. In some projects, removed material can far exceed the weight that remains in the product.

Even in efficient processes such as turning from bar, material does not all end up in the final part. Clamp lengths, initial cuts, facing, and remnants are normal in manufacturing. For this reason, two parts with exactly the same finished weight can have very different raw material costs depending on how they are made.
This explains why design directly affects material cost. Geometry that uses standard commercial forms usually needs less initial stock than one that forces oversized blocks or uncommon formats. In many cases, optimizing material utilization saves more than negotiating a few cents per kilogram.
Economical CNC materials
When the goal is to minimize raw material cost without compromising function in general industrial applications, certain alloys stand out for availability, machinability, and competitive price. Beyond lower cost per kilogram, many enable faster production cycles and less tool wear, generating additional savings beyond material cost.
| Material | Main advantage | Common applications |
|---|---|---|
| 1018 Steel | Low cost and wide availability | Brackets, structural components, and general-purpose parts |
| 12L14 Steel | Excellent machinability | Turned parts production and repetitive components |
| 6061-T6 Aluminum | Balance of cost, strength, and productivity | Prototypes, automation, and industrial components |
| Acetal | Dimensional stability and low processing cost | Guides, bushings, and motion components |
The advantage of these materials is not only purchase price. They are also easy to find in standard commercial forms, have good market availability, and support highly productive manufacturing strategies. As a result, they help lower both raw material cost and transformation cost.
- 1018 Steel — one of the most used references when minimizing cost in structural and general-purpose applications.
- 12L14 Steel — known for excellent machinability and its ability to reduce cycle times in production.
- 6061-T6 Aluminum — one of the most popular materials for prototypes and industrial parts thanks to its balance of cost and performance.
- Acetal — efficient alternative when metal mechanical properties are not required.
Selecting an economical alloy does not always mean choosing the cheapest material available. The best decision usually offers the right balance of price, availability, ease of manufacturing, and performance required by the application.
Mid-range cost materials
Between the most economical materials and high-performance alloys is a mid-range category that accounts for much of industrial work. These materials offer better mechanical properties, wear resistance, or corrosion resistance without premium material cost levels.
For many applications, they represent the best balance of performance, availability, and total manufacturing cost.
Beyond price per kilogram, these alloys often benefit from wide availability in bar, plate, and other commercial forms. This reduces lead times, eases raw material purchasing, and helps keep production costs more predictable.
- 1045 Steel — common option when more mechanical strength than low-carbon steel is needed while keeping good availability and reasonable cost.
- 4140 Steel — widely used alloy steel for components subjected to high loads, wear, or requiring heat treatment.
- 304 Stainless Steel — balance of corrosion resistance, availability, and ease of sourcing.
- Nylon — engineering plastic used where wear resistance, low weight, and noise reduction are needed.
- Acetal — dimensionally stable material with excellent behavior in motion and sliding contact components.
The most economical material does not always produce the lowest quote. Availability and ease of manufacturing often matter as much as price per kilogram.
Local availability can have a surprisingly large impact on final cost. Material in stock and standard commercial forms usually yields lower costs and lead times than an apparently cheaper alternative that requires import, special orders, or non-stock sizes.
For this reason, many engineering decisions should consider not only mechanical properties, but also ease of sourcing and processing within the supply chain.
Premium and high-cost materials
When an application demands maximum mechanical strength, high-temperature performance, chemical resistance, or specialized properties, raw material cost begins to rise significantly. However, purchase price is rarely the only factor that increases project cost.
Many of these alloys also require more conservative cutting speeds, specialized tools, more careful CAM strategies, and longer machining cycles, which simultaneously increase transformation cost.
| Material | Purchase cost | Machining difficulty |
|---|---|---|
| Grade 5 Titanium | Very high | Very high |
| Inconel and superalloys | Very high | Extreme |
| 17-4PH Stainless Steel | High | High |
| PEEK | High | Medium to high |
Unlike general-purpose materials, premium alloys often affect the quote from two fronts: stock cost and machining cost. This means even small variations in geometry, production volume, or cycle time can create large differences in final price.
- Grade 5 Titanium — combines high mechanical strength with low weight, but requires more conservative cutting strategies and suitable tools.
- Inconel and superalloys — materials used in high-temperature applications where machining productivity is usually considerably lower.
- 17-4PH Stainless Steel — offers high mechanical strength and excellent structural performance, though it demands more machining effort than conventional stainless grades.
- PEEK — high-performance engineering plastic used when thermal, chemical, or mechanical properties justify the added cost.
For premium materials, cost per kilogram is only part of the story. Manufacturing productivity often has equal or greater impact on the quote.
For this reason, evaluating only material purchase price can lead to wrong conclusions. An apparently more economical alloy can end up producing a more expensive part if it requires significantly longer cycle times, special tools, or additional processes to meet required specifications.
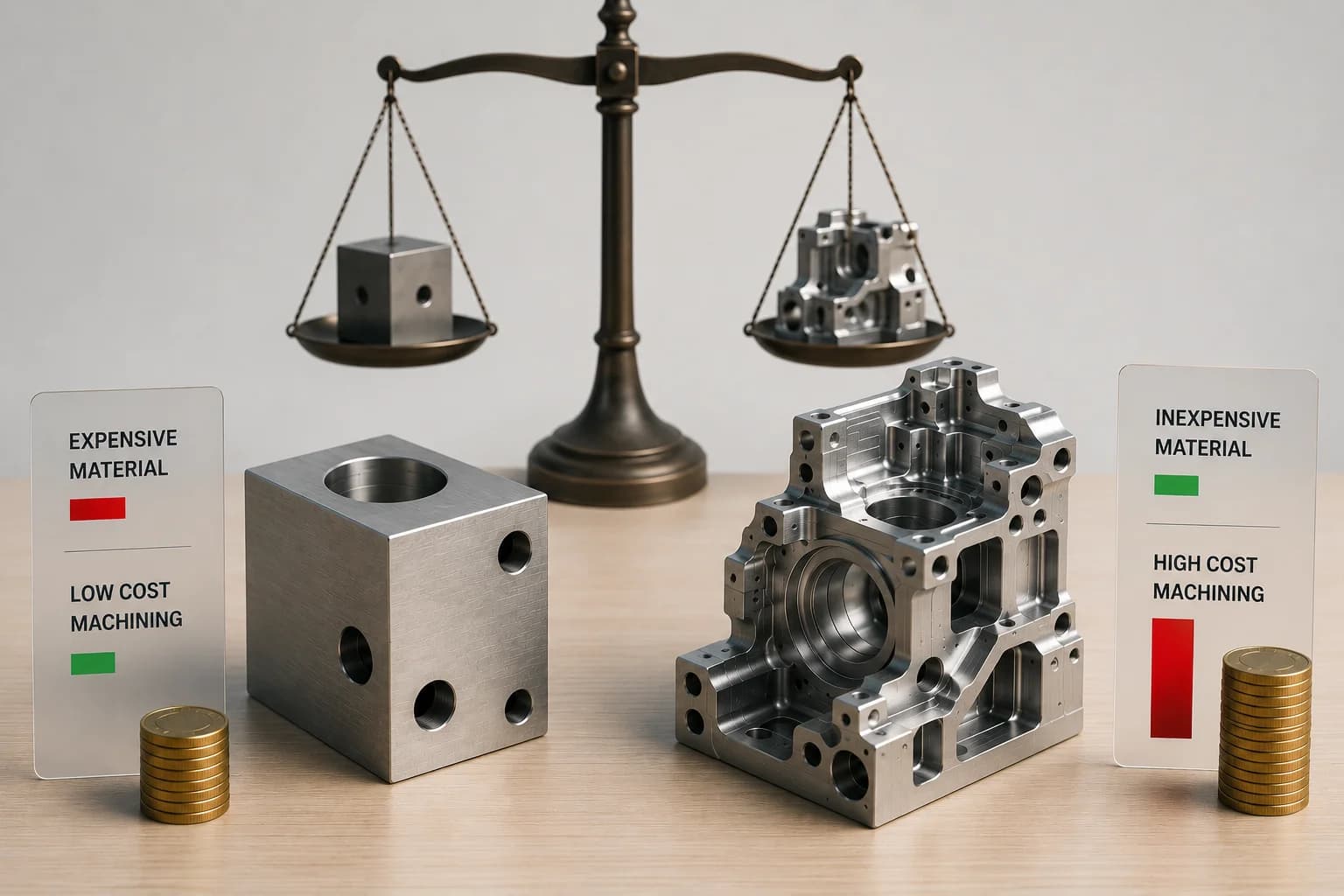
When material is cheap but the part is expensive
This is one of the situations that causes the most confusion when reviewing CNC quotes. Often the buyer identifies an economical alloy and assumes final price should be low. When the quote comes in much higher than expected, the first reaction is usually to question material cost.
However, in many projects material represents a relatively small share of total budget. What really determines price is the time, operations, and resources needed to transform that material into a finished part.
A part can be made from affordable raw stock and still be expensive if it requires multiple setups, deep pockets, demanding tolerances, special tools, extra inspection, or long cycle times. In these cases, manufacturing cost far exceeds the value of material used.
| Item | Part A | Part B |
|---|---|---|
| Material | $80 | $120 |
| Machining | $900 | $1,500 |
| Main cost driver | Machine time | Machine time |
In both examples, raw stock represents a relatively small fraction of the quote. Even if material cost were cut significantly, impact on final price would be limited because most of the budget is tied to the manufacturing process.
Most of the time it is not material that makes a CNC part expensive. It is the time required to make it.
For this reason, switching to a slightly more economical alloy rarely produces the savings many buyers expect. Much larger opportunities often exist in design optimization, fewer setups, simpler geometry, or removing hard-to-machine features.
Before changing material specification, analyze what is actually consuming machine hours. Internal radii that are too small, deep pockets, unnecessarily tight tolerances, multiple machining orientations, or complex features usually affect the quote far more than a few cents per kilogram difference in raw stock.
A simple part made from expensive material can cost less than a complex part made from cheap material.
So when the goal is to reduce cost, it usually pays more to review part manufacturability before hunting for the cheapest alloy available. To go deeper, see our guide on how to reduce CNC part cost with simple design changes, where we cover engineering decisions with the greatest impact on final price.
When material does dominate cost
Although machine time is the main cost driver in many CNC projects, there are situations where raw stock becomes the dominant factor in the quote. This happens when material value is high, required stock volume is large, or manufacturing complexity is relatively low compared with material purchase cost.
In these scenarios, small changes in stock utilization, supply form, or price per kilogram can matter much more than saving a few minutes of cycle time.
- High-value alloys — materials whose cost per kilogram is significantly above the industrial average.
- Advanced engineering plastics — materials where stock cost can represent a large share of the quote even on relatively simple parts.
- Metals with high market volatility — materials whose price can fluctuate significantly with availability and global conditions.
- Parts made from large blocks — components that require buying large material volumes to achieve relatively simple geometry.
- High-volume repetitive production — as programming and setups spread across many parts, raw stock gains share within unit cost.
When machine time is no longer the bottleneck, material begins to become the main cost driver.
In these cases it often makes sense to optimize supply form, review stock dimensions, reduce waste, or evaluate alternatives that better use available material. Sometimes changing commercial stock form saves more than changing the entire alloy.
It is also important to consider that raw material prices change constantly. Variations in availability, industrial demand, energy, logistics, or imports can significantly affect production quotes, especially when material represents a large share of total cost.
How to reduce material cost without affecting performance
Reducing cost does not always mean using the cheapest material available. In many cases, the best strategy is to select a more common, more available, or easier-to-make option that still meets project functional requirements.
The goal is to remove unnecessary cost without compromising mechanical strength, durability, precision, or in-service performance.
Select more common alloys
One of the most frequent savings opportunities appears when a specification uses high-performance materials out of habit, while a more common alternative would be enough for the actual application. Widely available materials usually mean lower purchase costs, better lead times, and less supply chain risk.
- 6061-T6 Aluminum vs. 7075 — if the application does not need the extra strength, a more common alloy usually offers better availability and lower total cost.
- 304 Stainless Steel vs. 316 — when the environment does not require extra chemical resistance, a more standard specification can yield significant savings without affecting function.
The best alloy is not always the strongest. It is the one that meets the required function at the lowest total manufacturing cost.
Before defining material on the drawing, ask whether every property in the specification is truly needed for the application. Often a more pragmatic selection reduces purchase cost, speeds delivery, and simplifies manufacturing without affecting final component performance.
Reduce unnecessary volume and apply DFM
Every cubic millimeter of material that does not serve a real function has a cost. You pay first when buying stock and again during machining to remove it. That is why many of the biggest savings opportunities appear at the design stage, not when negotiating prices with suppliers.
Applying CNC machining DFM principles can reduce both material consumption and manufacturing time. Excessively thick walls, deeper-than-needed pockets, oversized geometry, or hard-to-make details often increase cost without real performance benefit.
The cheapest material is the material you never need to buy or remove.
Small design adjustments can generate significant savings when making tens, hundreds, or thousands of parts. Reducing unnecessary material usually affects both raw stock purchase and machine time, creating a double benefit in the quote.
Use commercial stock
Another highly effective strategy is to design around standard commercial forms. Many parts cost more not because of material selected, but because they require off-inventory dimensions that force special stock purchases, extra waste, or longer supply times.
When design uses standard plate thicknesses, common bar diameters, or widely available market dimensions, costs usually drop automatically. Beyond lower purchase price, this improves availability, simplifies production planning, and reduces supply chain risk.
- Bar — ideal for predominantly rotational components made by CNC turning.
- Plate — efficient for prismatic parts and 2.5D milling geometry.
- Tube — lets you use existing internal cavities and reduce removed material.
- Standard block — avoids special purchases and speeds raw material sourcing.
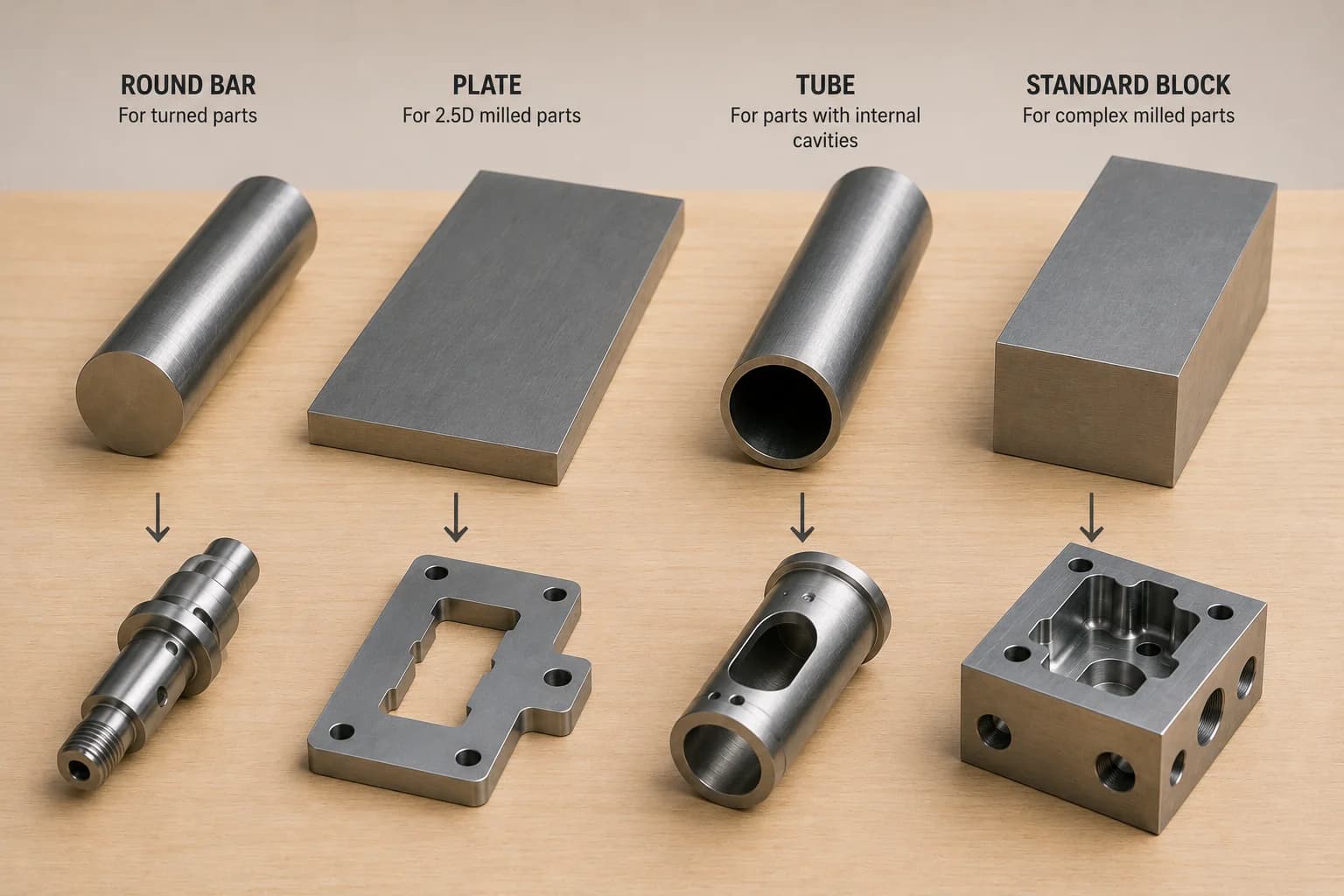
Designing around available stock is usually cheaper than trying to make any geometry from any form.
What matters more: material or machine time?
After reviewing economical materials, premium materials, waste, stock forms, and optimization strategies, one question is inevitable: what weighs more in a CNC quote?
The answer depends on the project, but for most industrial and prototype parts there is a fairly consistent hierarchy.
| Priority | Factor |
|---|---|
| 1 | Machine time |
| 2 | Setups and preparation |
| 3 | Tools and consumables |
| 4 | Raw material |
This does not mean material is irrelevant. It means that for most CNC projects, optimizing part manufacturability usually has greater impact than shaving a few percentage points off material cost. A part that needs less cycle time, fewer setups, and more common tools will usually have a more competitive quote even using exactly the same alloy.
Exceptions exist. High-value materials, large stock volumes, or repetitive production can move raw stock to a much more relevant position in total cost. However, for most prototypes and industrial components, transformation cost remains the dominant factor.
Material defines how much it costs to buy the part. Machine time defines how much it costs to make it.
To go deeper on the other factors that influence a quote, these articles complement the cost hierarchy without repeating the same focus:
- What Affects CNC Machined Part Cost Most — machine time, setups, geometry, and tolerances.
- How to Reduce CNC Part Cost with Simple Design Changes — DFM and engineering decisions that move the quote.
- How CNC Machine Hourly Cost Is Calculated — from hourly rate to price per part.
- CNC machining in Monterrey — capabilities, materials, and quoting with a local shop.
Frequently asked questions about CNC material costs
Quick answers to the most common questions about raw stock, machining, and CNC quotes.
- What influences CNC part cost more: material or machining?
- In most CNC projects, machine time, setups, and geometric complexity have greater impact than raw stock. Material gains importance in high-volume production or when high-cost alloys are used.
- What is the most economical material for CNC machining?
- General-purpose materials such as low-carbon steels, some aluminum alloys, and certain engineering plastics usually offer the best balance of cost, availability, and machinability.
- Why can a small part be so expensive?
- Because price depends on manufacturing effort, not physical size. A small part with multiple operations, tight tolerances, or several setups can require more machine time than a much larger part.
- How can I reduce material cost in CNC?
- Design around standard stock sizes, remove unnecessary volume, improve part manufacturability, and evaluate equivalent materials when the application allows.
- What creates the most material waste in CNC?
- Parts made from solid blocks with large removed volumes usually create more waste than those designed to use standard bar, plate, or tube.
- Does material price affect CNC quotes?
- Yes. Changes in raw material cost can directly affect quote price, especially when material represents a large share of total manufacturing cost.
- Is switching to a cheaper material worth it to save money?
- Not always. Often the greatest savings potential is in optimizing design and reducing machine time. Changing material can yield little benefit if geometry remains complex to make.
- What matters more: price per kilogram or machinability?
- Both matter, but machinability usually has greater impact on final cost because it directly affects cycle times, tool wear, and productivity.
In most CNC projects, machine time, setups, and geometric complexity have greater impact than raw stock. Material gains importance in high-volume production or when high-cost alloys are used.
General-purpose materials such as low-carbon steels, some aluminum alloys, and certain engineering plastics usually offer the best balance of cost, availability, and machinability.
Because price depends on manufacturing effort, not physical size. A small part with multiple operations, tight tolerances, or several setups can require more machine time than a much larger part.
Design around standard stock sizes, remove unnecessary volume, improve part manufacturability, and evaluate equivalent materials when the application allows.
Parts made from solid blocks with large removed volumes usually create more waste than those designed to use standard bar, plate, or tube.
Yes. Changes in raw material cost can directly affect quote price, especially when material represents a large share of total manufacturing cost.
Not always. Often the greatest savings potential is in optimizing design and reducing machine time. Changing material can yield little benefit if geometry remains complex to make.
Both matter, but machinability usually has greater impact on final cost because it directly affects cycle times, tool wear, and productivity.
Conclusion
Raw material cost affects any CNC quote, but it rarely explains final part price on its own. In many projects, machine time, setups, tools, and geometric complexity have considerably greater impact than the price per kilogram of material used.
Understanding this difference enables better engineering decisions, technical evaluation of quotes, and real savings opportunities before releasing production.
The most effective strategy is usually not to find the cheapest alloy available, but to find the right balance of material, manufacturability, stock availability, and functional performance. When these factors work together, you can reduce cost without compromising quality, reliability, or delivery times.
Before your next RFQ, analyze how much material the part really needs, what share of cost is manufacturing, and whether there are opportunities to optimize design, stock, or process. A solid quote always considers the whole part, not only raw stock price.
If you are looking for a manufacturing partner in the region, also see our CNC machining in Monterrey for materials, processes, and response times.

Escrito por
Adrian Cavazos and the PREMSA Engineering Team
Adrian Cavazos, founder of PREMSA Industries, leads a manufacturing engineering team specialized in CNC machining, metal fabrication, and production-ready solutions. The team works closely with customers to optimize designs, improve manufacturability (DFM), and ensure reliable, scalable production from prototypes through volume manufacturing.


