Many buyers assume CNC part cost depends mainly on material. If a part uses more aluminum, stainless steel, or titanium, it seems logical that it should cost more. However, in most manufacturing projects, material is only part of the equation.
Two parts made from exactly the same alloy can have radically different prices. The difference usually comes down to how long they take to produce, how many operations they require, how complex the geometry is, and how much work must be done before the first good part is made.
For example, a simple aluminum part can cost less than another made from the same material but with deep pockets, tight tolerances, multiple tool changes, and additional finishing operations. Although both start from the same block of metal, the amount of machine and labor time they consume is completely different.
Understanding which factors drive cost helps you make better decisions during design, reduce rework, optimize quotes, and improve project profitability before raw material ever reaches the machine.
| Factor | Typical impact |
|---|---|
| Machine time | Very high |
| Setup and preparation | High |
| Geometric complexity | High |
| Tolerances and inspection | High |
| Material | Medium |
| Surface finishes | Medium |
Although material often gets the most attention during quoting, in many projects machine time ends up representing a larger share of total cost. That is why one of the most relevant questions is not how much the metal costs, but how long the machine will need to turn it into a finished part.
The real king of cost: machine time
When a part enters production, the machine begins consuming one of the shop’s most valuable resources: available manufacturing time. Every minute a machining center or CNC lathe spends cutting material, changing tools, repositioning between operations, or verifying dimensions has an associated cost.
Electricity, machine depreciation, cutting tools, CAM programming, maintenance, and production capacity all converge in that available time. For that reason, in many CNC projects the main price driver is not the material used, but how much time the machine must dedicate to making each part.
What is cycle time?
Cycle time is the total time the machine spends making one part from the start of the operation until the part is ready for the next step. It includes much more than simple material removal:
- Cutting — milling, turning, boring, threading, and roughing or finishing operations.
- Tool changes — every insert or end mill entering and leaving the spindle adds time to the cycle.
- Positioning — moves between faces, datums, or different part orientations.
- In-process inspection — intermediate measurements to verify critical dimensions.
- Rapid moves — rapid traverses, approaches, and tool retracts that do not cut material but still consume time.
| Activity | Generates cost | Typical impact |
|---|---|---|
| Material removal | Yes | Very high |
| Tool changes | Yes | Medium |
| Positioning | Yes | Medium |
| In-process inspection | Yes | Medium |
| Rapid moves | Yes | Medium |
Why extra minutes multiply cost
Two parts with the same material made on the same machine can have completely different prices if one takes much longer to produce. Cost does not rise arbitrarily: it rises because the machine stays occupied longer.
| Item | Part A | Part B |
|---|---|---|
| Material per part | $4 | $4 |
| Cycle time | 5 min | 20 min |
| Total time for 100 parts | 8.3 h | 33.3 h |
| Machine cost (40 USD/h) | $332 | $1,332 |
Same material. Same machine. Same shop. Yet the part with a cycle four times longer consumes four times more production capacity. That is why features such as deep pockets, small internal radii, demanding tolerances, or multiple operations often affect final price far more than a few dollars of difference in raw material.
Features that increase cycle time
Many parts look perfectly reasonable in CAD, but from a manufacturing perspective they can multiply cycle time, increase tool wear, and reduce machine productivity. In CNC, small design decisions can translate into extra minutes per part, and those minutes directly affect final cost.
| Feature | Why it increases cost |
|---|---|
| Deep pockets | Require long tools, conservative parameters, and more passes. |
| Narrow pockets | Limit tool diameter and increase machining time. |
| Small internal radii | Force smaller end mills and slower toolpaths. |
| Tight tolerances | Increase inspection, adjustments, and finishing operations. |
| Demanding surface finishes | Require additional passes and more conservative speeds. |
| Many threads | Each bore and thread adds individual operations. |
A common mistake is assuming these features affect only programming price. In reality, they directly affect how long the machine stays busy producing each part. When volume increases, even a few extra minutes per cycle can represent additional hours of manufacturing.
If you are in the design stage, our CNC machining design guide includes practical recommendations to reduce machine time, simplify manufacturing, and optimize cost from CAD.
The hidden cost many people forget: setup
Even before the first chip leaves the machine, a considerable amount of work must be completed so a part can be made correctly. That time usually does not appear in the CAD model, but it has a significant impact on the final quote.
What is setup?
Setup is all the work required to prepare an order before the first acceptable part is produced. Depending on project complexity, it can represent anywhere from a few minutes to several hours of specialized work.
- CAM programming — generation and simulation of toolpaths.
- Tool selection — definition of end mills, inserts, holders, and cutting strategies.
- Workholding — preparation of fixtures, vises, or custom workholding.
- Calibration — definition of zeros, offsets, and tool compensation.
- First article (FAI) — dimensional validation of the first parts before production starts.
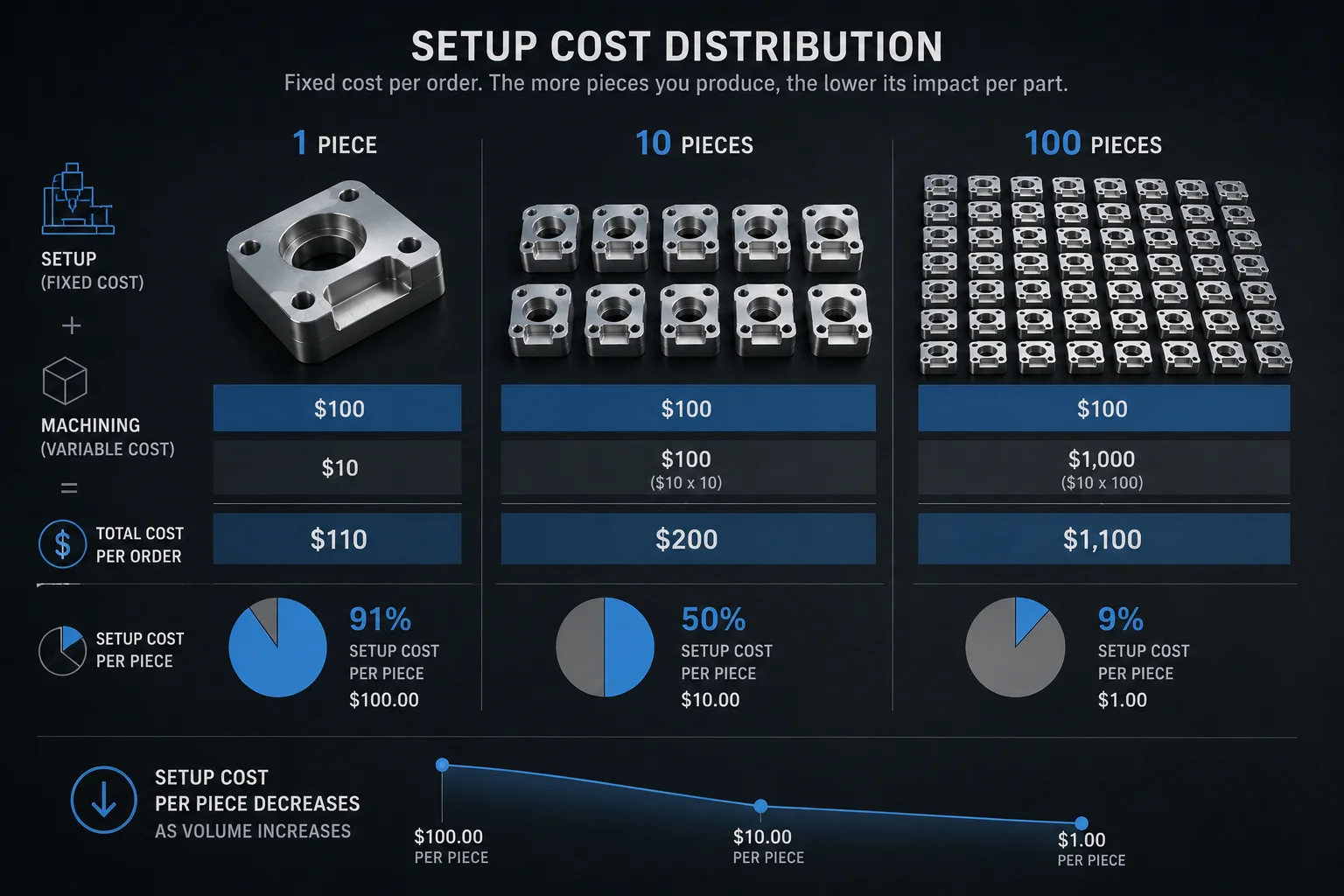
Why a single part is usually more expensive
One of the hardest concepts for many buyers to visualize is that setup is usually practically the same whether you make one part or one hundred. The machine must be programmed, prepared, and validated before production begins.
| Quantity | Total setup | Production | Setup per part |
|---|---|---|---|
| 1 | 2 hours | 10 min | 2.00 h |
| 10 | 2 hours | 100 min | 0.20 h |
| 100 | 2 hours | 1000 min | 0.02 h |
This is where true CNC economies of scale appear. Setup is a practically fixed cost per order; the more parts produced in the same run, the lower that cost’s impact on each unit. That is why a prototype part can seem expensive compared with a production lot, even when both use exactly the same material and process.
It is not that the shop charges more for a single part. It is that programming, preparation, calibration, and initial inspection time must be recovered regardless of how many parts are made.
How to reduce setup costs
Although setup is inevitable in virtually any CNC project, several strategies can reduce its impact on unit cost. The key is to make better use of time invested in programming, preparation, and production validation.
| Strategy | Benefit |
|---|---|
| Batch orders | Allows reuse of programming, tools, and preparation. |
| Keep designs consistent | Reduces CAM changes and setup changes. |
| Increase lot size slightly | Spreads fixed cost across more parts. |
| Standardize threads and features | Reduces tool changes and preparation time. |
| Minimize design revisions | Avoids repeating programming and validations. |
- Batch orders — several similar parts or revisions can share the same programming and preparation.
- Keep designs consistent — same datums, threads, tools, and manufacturing strategies reduce engineering rework.
- Request slightly larger lots — if setup is already done, making a few extra parts often significantly lowers unit cost.
- Standardize features — use common diameters, radii, and threads to simplify production.
- Avoid frequent design changes — each major change can force repeating programming, validations, and inspections.
For prototypes, spare parts, and short runs without excessive MOQs, low-volume CNC machining enables reasonable economies of scale without sacrificing flexibility or creating unnecessary inventory.
Raw material vs. machinability: they are not the same
One of the most common mistakes during quoting is assuming material price automatically determines final part cost. Although raw material affects the budget, two materials with similar prices can generate completely different manufacturing costs depending on how easy they are to machine.
The mistake of focusing only on material price
It is tempting to think a cheaper material will automatically produce a cheaper part. However, manufacturing cost depends not only on how much a bar or plate costs to buy. It also depends on how long it takes to turn it into a finished part.
Machinability describes how easily a material can be cut with conventional tools. A material with good machinability allows higher cutting speeds, less tool wear, less vibration, and shorter production cycles.
By contrast, some materials require more conservative speeds, generate more heat, wear tools quickly, or demand more complex machining strategies. In those cases, the added cost usually comes from machine time, not necessarily from raw material.
Materials that machine easily
These materials usually offer a favorable combination of productivity, cutting stability, and tool life:
| Material | Machinability | Common applications |
|---|---|---|
| Aluminum 6061-T6 | Excellent | Prototypes, automation, industrial components. |
| Brass C360 | Excellent | Connectors, valves, turned components. |
| 12L14 Steel | Very high | Production turned parts. |
- 6061-T6 aluminum — excellent balance of strength, cost, and ease of machining.
- C360 brass — one of the most productive materials for turning and milling operations.
- 12L14 steel — free-machining steel widely used for repetitive production.
Materials that increase manufacturing cost
That does not mean they should be avoided. Many projects require high-performance materials for mechanical, corrosion, or temperature requirements. However, it is important to understand they usually imply longer cycles, shorter tool life, and higher production costs.
| Material | Difficulty level | Main reason |
|---|---|---|
| Stainless steel 316 | High | Generates heat and work hardening. |
| Stainless steel 17-4PH | High | Higher mechanical strength. |
| Grade 5 titanium | Very high | Low thermal conductivity and high tool load. |
| Inconel and superalloys | Extreme | Reduced cutting speeds and accelerated wear. |
- Stainless steel 316 — requires more conservative parameters and attention to wear.
- Stainless steel 17-4PH — combines strength and dimensional stability at the cost of greater machining difficulty.
- Grade 5 titanium — requires specialized cutting strategies and places significant load on the tool.
- Superalloys such as Inconel — often require reduced speeds, more passes, and considerably higher tooling costs.
The conclusion is simple: the cheapest material does not always produce the cheapest part. In many cases, an alloy with better machinability can reduce machine time enough to yield a lower total cost, even when its price per kilogram is higher.

Explore the full catalog of manufacturing materials to compare mechanical properties, typical applications, and manufacturing considerations before requesting a quote.
To see how much raw stock versus machining typically represents in a quote, read our CNC machining material cost guide.
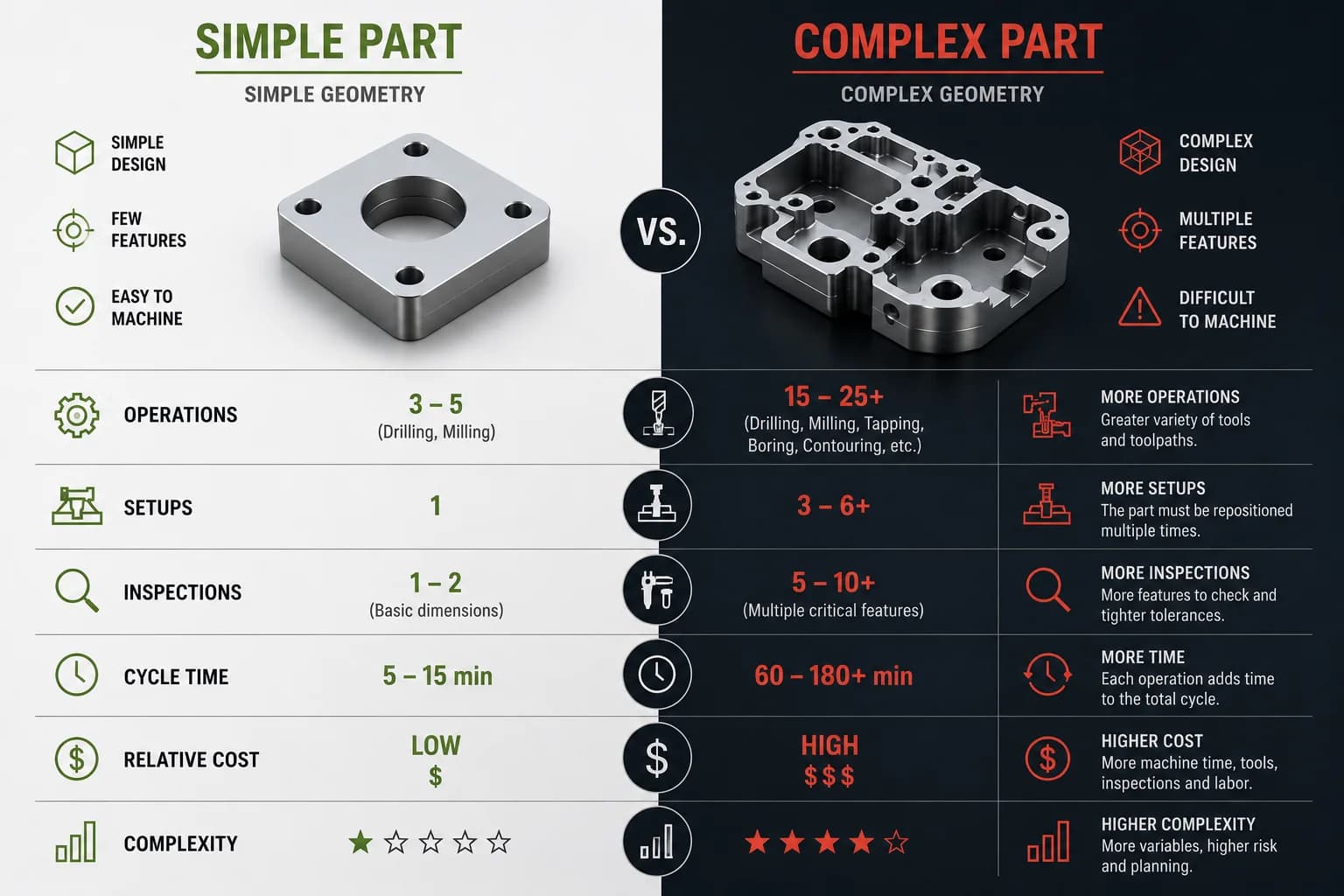
Geometric complexity costs money too
Two parts can have the same material volume, be made on the same machine, and use the same alloy, yet have radically different costs because of geometry. In CNC, complexity is measured not only by how a part looks in CAD; it is measured by how many operations, tools, setups, and inspections are required to produce it correctly.
More operations = more cost
Every time a part must be removed from the fixture, rotated, realigned, or transferred to another machine, total manufacturing time increases. The same happens when special tools, unconventional cutting strategies, or additional dimensional checks are required.
| Factor | Impact on cost |
|---|---|
| More setups | Greater preparation and alignment time. |
| More tools | Increases tool changes and programming. |
| More operations | Increases total machine time. |
| More inspections | Increases validation and dimensional control time. |
| Higher error risk | Greater chance of rework or rejection. |
- More setups — each additional orientation requires workholding, alignment, and validation time.
- More tools — special radii, deep bores, or complex geometry often require dedicated tooling.
- More inspections — as the number of operations grows, accumulated dimensional error risk increases.
- More CAM programming — complex toolpaths require more preparation time before the machine.
- More rework potential — complexity increases the risk of manufacturing errors.
From a cost perspective, a simple, well-optimized part is almost always more competitive than one with multiple orientations, hard-to-reach features, or unnecessarily complex details.
Signs of a costly design
Certain features appear repeatedly in parts that are difficult or expensive to make. That does not mean they should always be avoided, but they should be used only when they add real function to the product.
| Feature | Typical consequence |
|---|---|
| Very small internal radii | Smaller tools and longer cycles. |
| Thin walls | Vibration, deflection, and higher rejection risk. |
| Deep pockets | Long tools and conservative parameters. |
| Very tight general tolerances | More inspection and finishing operations. |
| Inaccessible geometry | Additional setups or special processes. |
| Excessive threads | More machining and inspection time. |
- Perfect internal corners (zero radius) — in conventional CNC they almost always require minimum radii or specialized secondary processes.
- Extremely thin walls — increase vibration, flex, and deflection risk during machining.
- Excessive depth relative to pocket width — limits available tools and reduces productivity.
- General tolerances of ±0.01 mm across the entire part — forces non-critical surfaces to be treated like precision features.
- Inaccessible features — may require multiple orientations or even different manufacturing technologies.
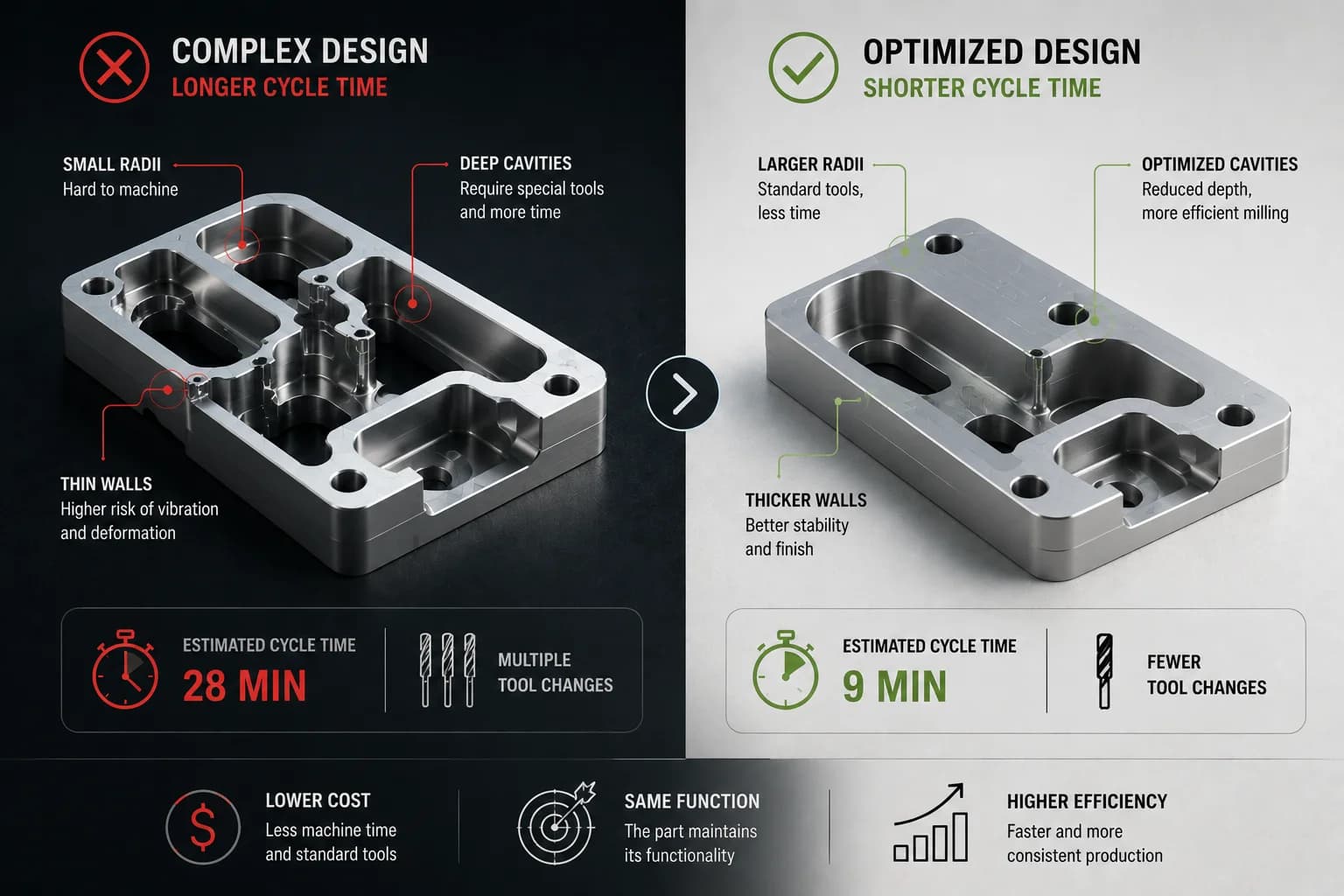
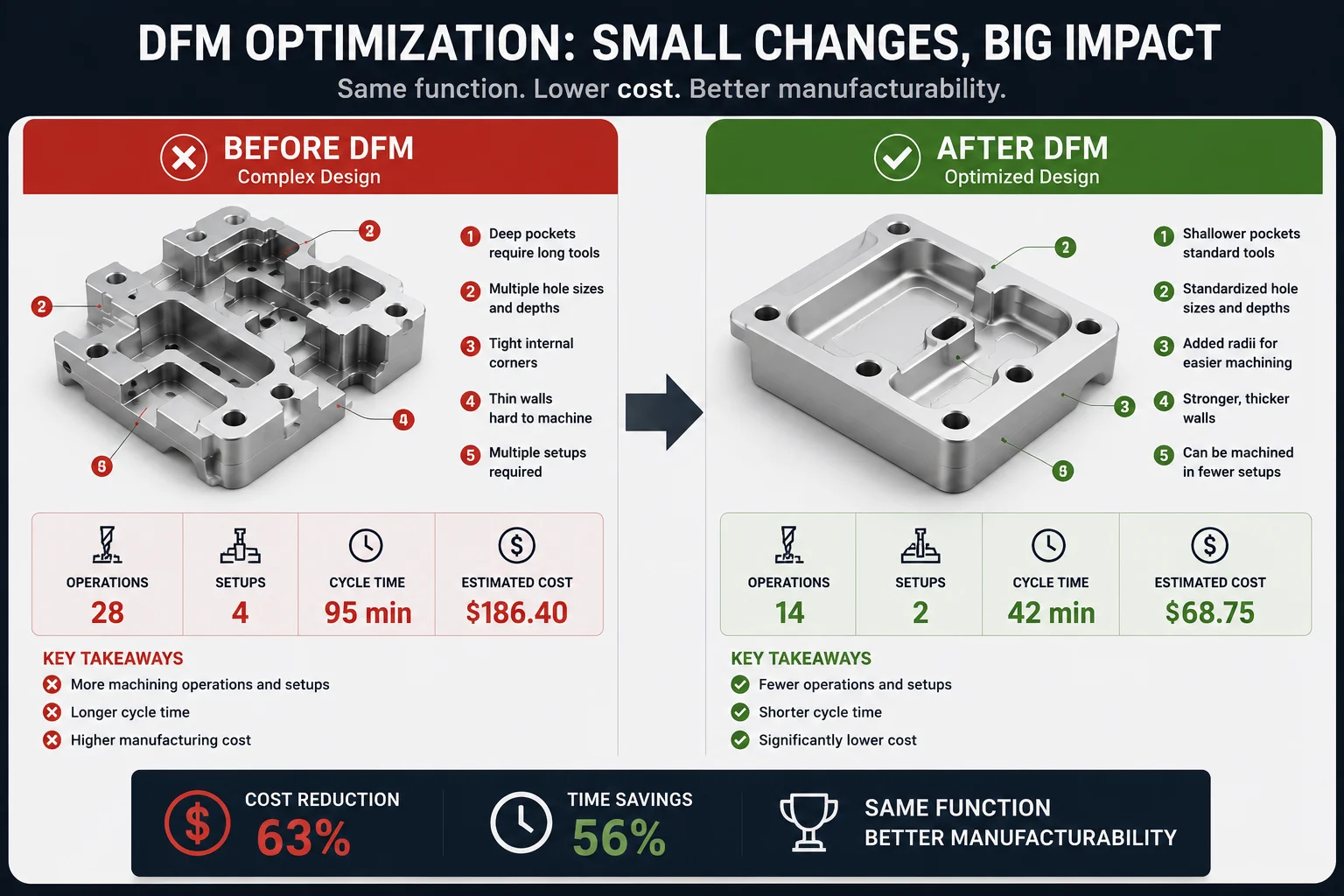
Design for manufacturability (DFM)
The good news is that you often do not need to completely redesign a part to reduce cost. Seemingly small changes can generate significant savings in machine time, tooling, and setups.
An internal radius compatible with standard tools, tolerances applied only where they truly matter, reasonable pocket depths, or a better datum strategy can reduce manufacturing cost without affecting component function or performance.
| Original design | DFM improvement | Benefit |
|---|---|---|
| 1 mm internal radius | 3–6 mm internal radius | More robust tools and faster cycles. |
| Critical tolerances across the entire part | Critical tolerances only where needed | Less inspection and less finishing time. |
| Very deep pocket | Optimized pocket | Higher productivity and stability. |
| Multiple orientations | Geometry accessible in fewer setups | Less preparation time. |
A DFM review before requesting a quote is usually one of the highest-return activities in any CNC project. Finding problems in CAD is much cheaper than discovering them when the machine is already producing parts.
If you are developing new components or want to optimize existing designs, see our CNC machining design guide for practical recommendations on geometry, tolerances, materials, and manufacturability.
Practical case: same material, completely different costs
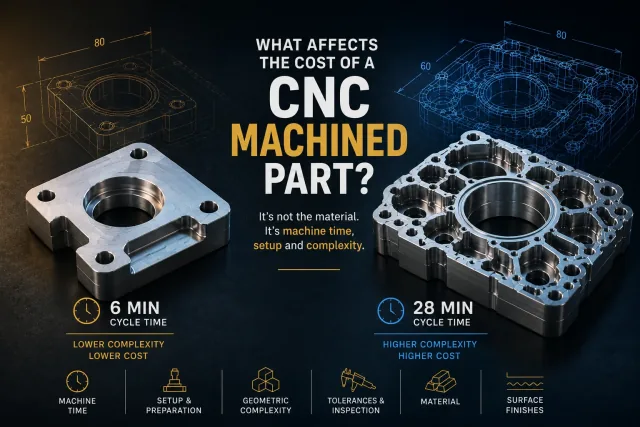
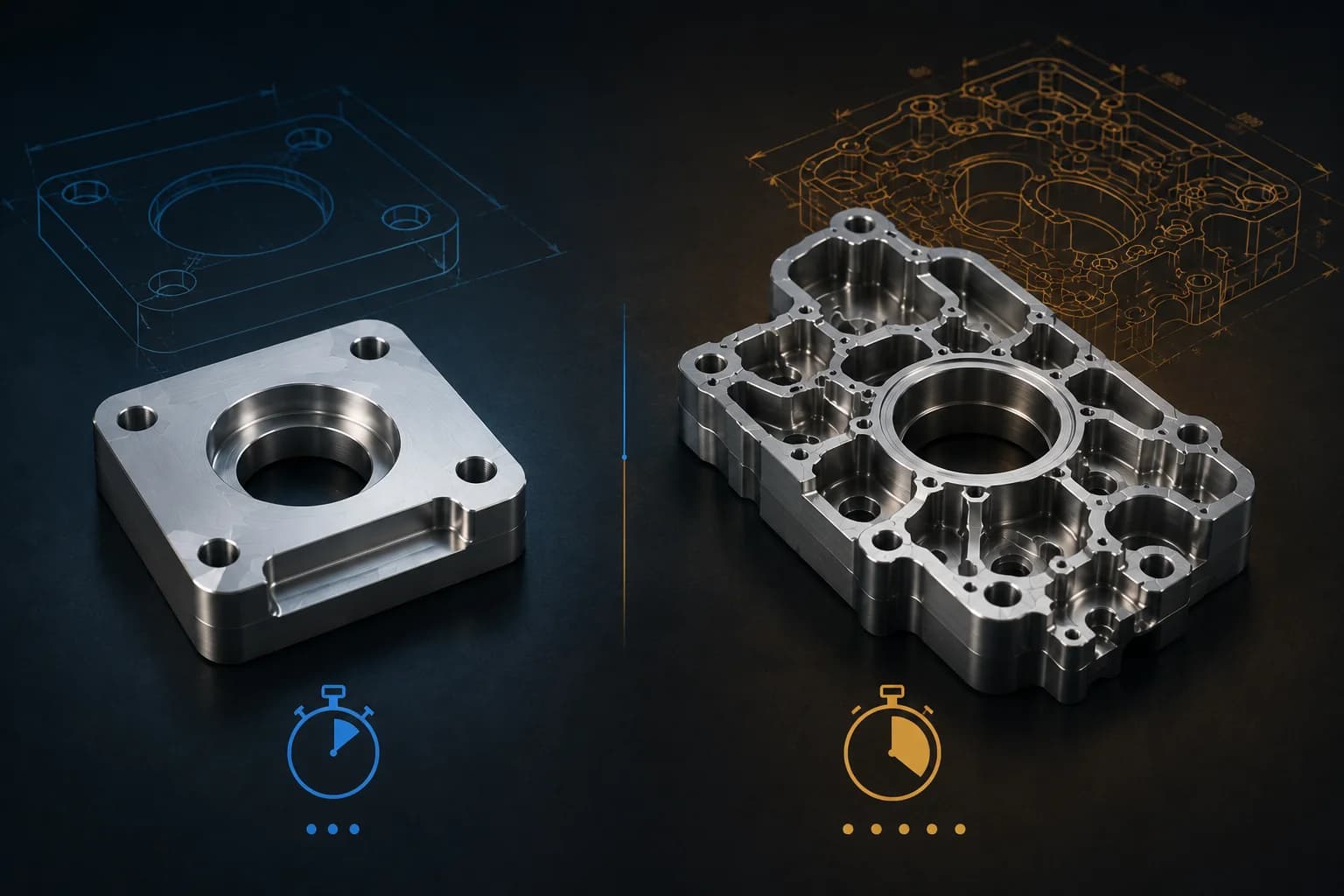
To understand why machine time usually dominates CNC part cost, let us compare two components made from the same material on the same machine.
Both parts use 6061-T6 aluminum, have similar dimensions, and are produced in the same shop. However, one has simple geometry while the other incorporates deep pockets, tighter tolerances, and multiple finishing operations.
| Item | Optimized part | Complex part |
|---|---|---|
| Material | $3 USD | $3 USD |
| Cycle time | 6 min | 28 min |
| Number of tools | 3 | 8 |
| Operations | 2 | 6 |
| Inspection | Basic | Advanced |
| Estimated cost | $15 USD | $40 USD |
Although both parts use exactly the same raw material, the second requires more machine time, more tool changes, more inspections, and more complex programming. The result is a final cost almost three times higher.
This example illustrates why CNC part price rarely depends on material alone. In many projects, the real cost comes from the time and resources required to turn that raw material into a finished part.
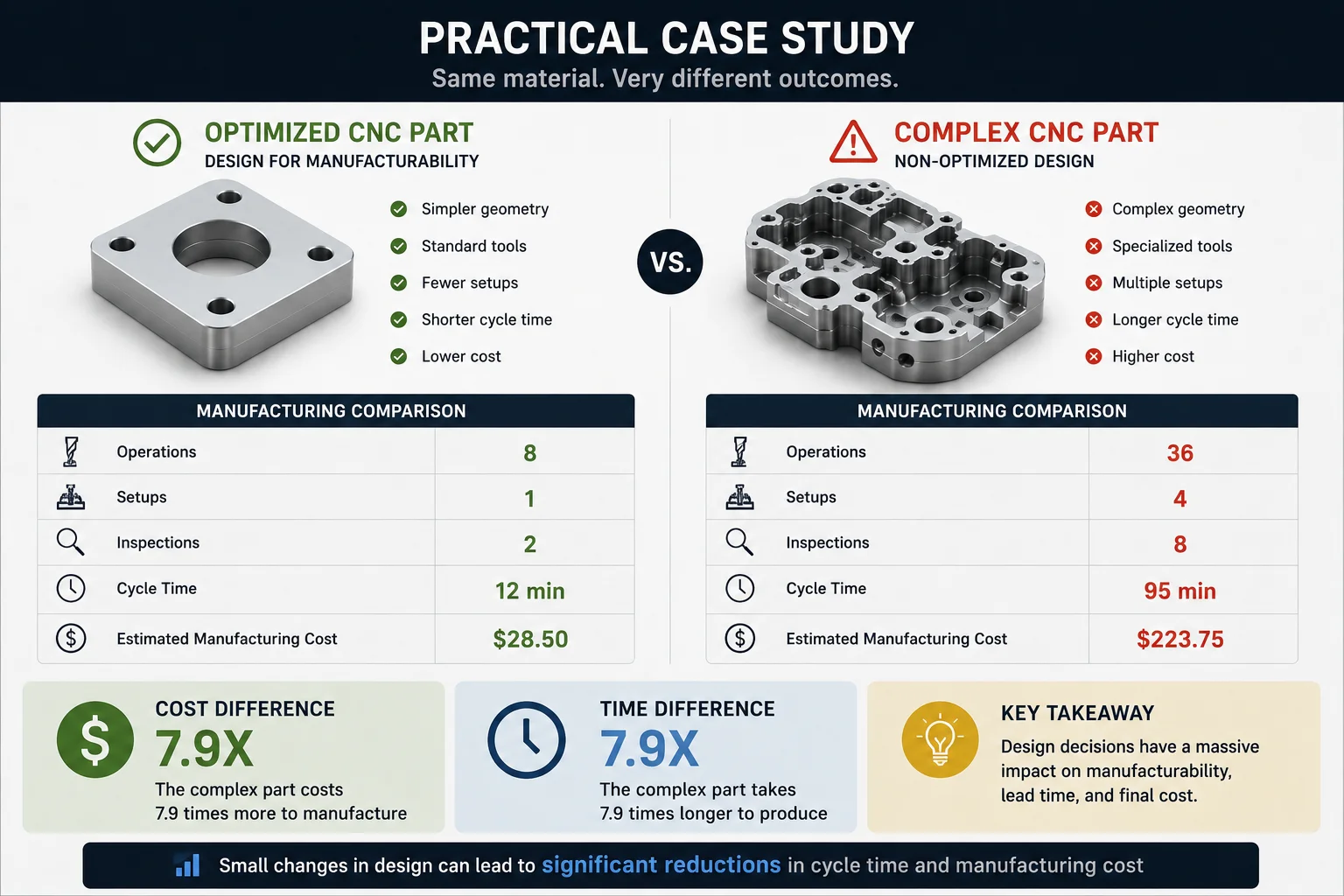
For that reason, the best savings opportunities are usually found in design optimization, cycle time reduction, and operation simplification—long before negotiating material price.
Which factor usually impacts final price the most?
Although every project is different, most CNC quotes end up combining machine time, setup, geometric complexity, materials, tolerances, and finishes. However, not all factors carry the same weight.
In practice, machine time usually dominates total cost, followed by setup and manufacturing complexity. Material matters, but it often has less impact than many buyers assume.
| Factor | Typical impact | Comments |
|---|---|---|
| Machine time | Very high | Usually the main cost driver. |
| Setup | Very high on small lots | Dilutes as volume increases. |
| Geometric complexity | High | Increases operations, tools, and setups. |
| Tolerances | High | More inspection and finishing operations. |
| Surface finishes | Medium–High | May require additional processes. |
| Material | Medium | Both price and machinability matter. |
| Special inspection | Medium | FAI, PPAP, dimensional reports, etc. |
The most effective way to reduce cost is usually not negotiating a few percentage points on a quote. It generally means optimizing what generates most of the spend: machine time, unnecessary setups, and geometric complexity.
If you want to go deeper into how a full quote is built—volume, finishes, lead times—also see our guide on CNC machining cost, how CNC machine hourly rate is calculated, and the CNC machining design guide.
How to reduce CNC part cost without compromising quality
Reducing cost in CNC manufacturing does not mean sacrificing quality, precision, or performance. In fact, the most successful projects are often those that optimize design and process before the part reaches the shop. Most meaningful savings come from smart engineering decisions, not from pressuring the supplier for an extra discount.
| Action | Potential impact | Difficulty |
|---|---|---|
| Simplify geometry | High | Low |
| Optimize tolerances | High | Low |
| Select better material | Medium–High | Medium |
| Increase volume | High | Low |
| Perform DFM review | Very high | Low |
Simplify geometry
Geometry is often one of the most important factors behind machine time. Fewer faces to machine, fewer orientations, shallower pockets, and internal radii compatible with standard tools help reduce cycle time, minimize setups, and increase productivity.
In many cases, small changes that do not affect part function can generate significant savings over the life of the project.
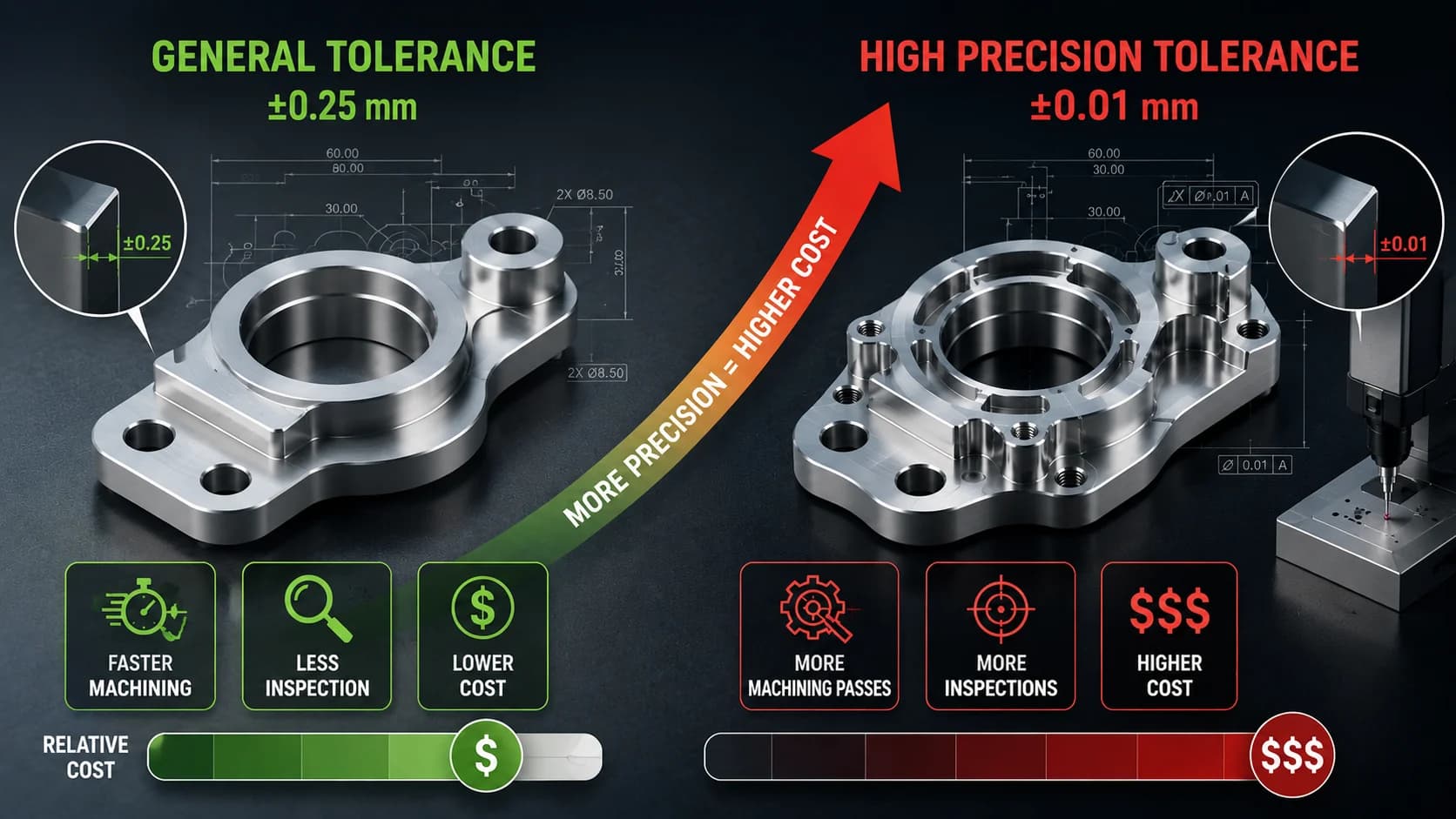
Avoid unnecessary tolerances
One of the fastest ways to increase part cost is applying high-precision tolerances where they are not needed. Every tight tolerance implies more inspection, more process control, and often additional finishing operations.
Surfaces and dimensions that affect assembly, sealing, or performance should stay under strict control. Everything else can use reasonable general tolerances that allow more efficient manufacturing.
| Tolerance type | Impact on cost |
|---|---|
| ±0.25 mm | Low |
| ±0.10 mm | Moderate |
| ±0.05 mm | High |
| ±0.01 mm | Very high |
Choose appropriate materials
The best material is not always the strongest, most sophisticated, or most expensive. The best material is the one that meets the component’s functional requirements with the lowest total manufacturing cost.
When the application allows, materials with good machinability such as 6061-T6 aluminum, C360 brass, or 12L14 steel often deliver faster cycles, less tool wear, and more competitive production costs.
By contrast, materials such as titanium, hardened stainless steels, or superalloys should be used when they truly add functional value, since they usually increase both machine time and tool consumption.
Increase volume slightly
Once the design is validated, slightly increasing the quantity requested can considerably reduce unit cost. This happens because fixed setup, programming, and validation costs are spread across more parts.
In many projects, going from 5 to 25 parts produces a much larger percentage reduction than most buyers expect.
| Quantity | Setup impact per part |
|---|---|
| 1 | Very high |
| 5 | High |
| 25 | Moderate |
| 100 | Low |
Request DFM review before manufacturing
Probably no action delivers more return on investment than a manufacturability review before production starts. A second engineering look can detect difficult-to-machine pockets, radii incompatible with standard tools, redundant tolerances, oversized materials, or features that will force additional setups.
The difference between an optimized part and one that was simply drawn can represent hours of machine time, multiple tool changes, and hundreds or thousands of dollars over the life of the project. That is real optimization—far more effective than trying to negotiate a discount on a quote that already reflects a costly design.
Conclusion
When a CNC part seems expensive, material is rarely the only culprit. In most projects, the real cost is tied to machine time, setups, geometric complexity, tolerances, and how easy—or difficult—the part is to manufacture.
Understanding how these factors interact helps you make better decisions during design, optimize quotes, and reduce cost without compromising quality, performance, or reliability.
The best way to reduce part cost is usually not finding the cheapest supplier. It generally means designing more manufacturable components, specifying only critical requirements, and leveraging manufacturing expertise before releasing production. For five practical design changes that can cut cost 20%, 30%, or more before you quote, see how to reduce CNC part cost with simple design changes. The general pricing and optimization overview is in our CNC machining cost breakdown; to understand the hourly rate behind the quote, read how CNC machine hourly rate is calculated.
In CNC, the most economical parts are not necessarily the simplest. They are the ones designed with manufacturing in mind from the start.
If you are evaluating a new project, a critical spare, or a prototype-to-production transition, an early technical review can help you identify savings opportunities before committing time, material, and manufacturing capacity.

Written by
Adrian Cavazos and the PREMSA Engineering Team
Adrian Cavazos, founder of PREMSA Industries, leads a manufacturing engineering team specialized in CNC machining, metal fabrication, and production-ready solutions. The team works closely with customers to optimize designs, improve manufacturability (DFM), and ensure reliable, scalable production from prototypes through volume manufacturing.


