When a company requests a CNC machining quote, one of the most common questions is: why does machine time cost what it costs?
At first glance, it might seem that the rate depends solely on electricity or the operator's wage. In reality, CNC machine hourly cost includes equipment investment, cutting tools, CAM programming, maintenance, inspection, and many other factors that enable parts to be produced with precision and repeatability.
Understanding how this rate is calculated helps you interpret quotes more accurately, compare suppliers with greater technical judgment, and understand why the option with the lowest hourly rate does not always deliver the lowest cost per part.
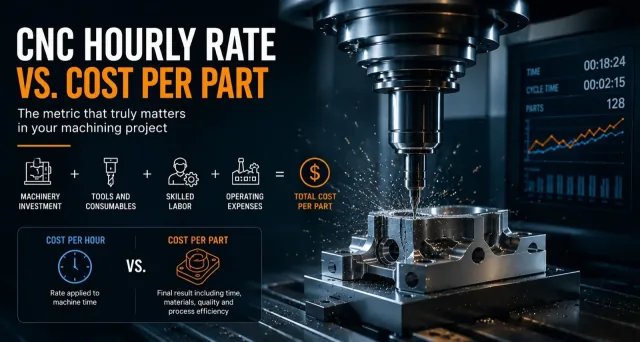
Four components of CNC machine hourly cost
- Machinery investment — depreciation, maintenance, and capability of the equipment used.
- Tooling and consumables — end mills, inserts, drills, and cutting fluids consumed per hour.
- Specialized labor — CNC operators, CAM programmers, and manufacturing engineering.
- Energy and operating expenses — electricity, software, infrastructure, and shop overhead.
What Is CNC Machine Hourly Cost?
CNC machine hourly cost is the value a manufacturer assigns to each available hour of production to cover machinery investment, tooling, specialized personnel, and shop operations.
Put simply: it represents how much it costs to keep a machine ready to produce parts profitably, safely, and consistently. That rate serves as the basis for converting cycle time, setups, and other manufacturing activities into the final price of a quote.
Although there is a direct relationship between machine time and part price, the hourly rate alone does not tell the whole story. A machine with a higher hourly cost may complete a part in less time, reduce setups, or eliminate secondary operations, resulting in a lower final cost.
That is why, when analyzing a CNC quote, it is important to distinguish between the cost of using a machine for one hour and the actual cost of producing a finished part.
- CNC hourly cost: rate used to value production time on a specific machine.
- CNC cost per part: final price that integrates machine time, material, programming, setups, inspection, tooling, and operating expenses.
- Total project cost: full investment considering quantity, finishes, logistics, and quality requirements.
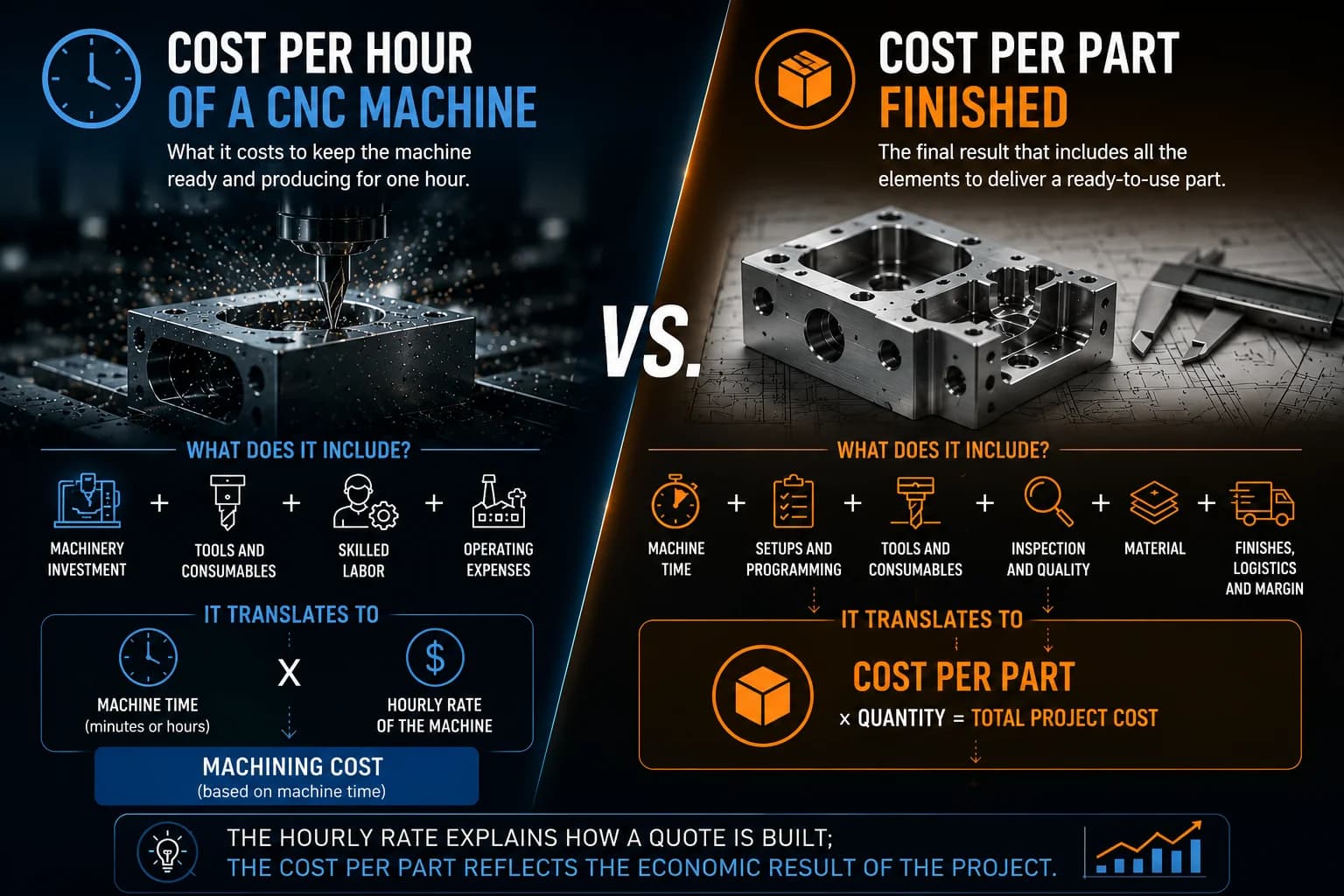
A well-built CNC quote is not limited to multiplying a rate by machine hours. Behind the final price lies a combination of cycle time, programming, setups, tooling, inspection, and operating costs that ultimately define cost per part and total lot cost.
For that reason, two suppliers may use similar hourly rates and deliver very different prices, or have different hourly costs and still arrive at comparable final results. What matters is not only how much machine time costs, but how that time is converted into a finished part within the project's quality, lead time, and volume requirements.
If you want to go deeper into the factors that directly impact the final price of a part, see our guide on what affects CNC machined part cost most.
The Main Factors That Determine Hourly Cost
There is no standard rate for all CNC machines. Hourly cost varies according to equipment investment, automation level, tooling used, staff experience, and the infrastructure required to maintain a productive operation.
Although every shop has a different cost structure, most hourly rates are built from four major components: machinery, tooling, specialized labor, and operating expenses.
Machinery Investment
Machinery investment usually represents one of the largest portions of hourly cost. More advanced equipment requires a significant initial investment, specialized maintenance, and consistent utilization to recover its cost over its useful life.
For this reason, a basic 3-axis machining center typically has a different cost structure than a 5-axis machine, a multitasking center, or Swiss-type equipment designed for high-precision production.
As technical capability, precision, automation, and potential productivity increase, the associated hourly rate usually increases as well.
- CNC machining centers — ideal for prismatic parts, pockets, plates, and components with multiple machined faces.
- CNC lathes — optimized for shafts, bushings, connectors, and other parts with rotational geometries.
- Mill-Turn or multitask machining — combines milling and turning on a single machine to reduce setups and handling.
- Swiss-type machining — designed for small, high-precision parts and repetitive production from bar stock.

Tooling and Consumables
Every hour of CNC machining consumes cutting tools, inserts, cutting fluids, and other consumables essential to maintaining productivity, precision, and surface quality. These items have a limited service life and are a direct part of the machine's hourly cost.
In addition, wear does not occur at the same rate on every job. Materials such as titanium, stainless steel, or hardened steels typically consume tooling faster than easy-to-machine materials, increasing the real production cost even when cycle time stays the same.
- CNC end mills — used for roughing, finishing, contouring, and machining complex geometries.
- Drills — responsible for drilling operations, deep holes, and precision features.
- Cutting inserts — used in turning, threading, grooving, and finishing operations.
- Coolants and cutting fluids — help control temperature, lubricate tools, and evacuate chips during the process.
Specialized Labor
Although much of the process is automated, a CNC machine does not produce parts on its own. Behind every quote is a technical team responsible for programming, preparing, supervising, and inspecting production.
For this reason, a significant portion of hourly cost comes from the human talent needed to keep the operation running efficiently and repeatably.
- CNC operator — prepares workholding, loads material, verifies dimensions, and monitors production.
- CAM programmer — develops toolpaths, optimizes cycles, and validates machining strategies.
- Manufacturing engineering — reviews drawings, applies DFM principles, selects processes, and defines inspection methods.
Energy and Operating Expenses
Electricity is rarely the most important component of hourly cost, but it remains a necessary expense to keep productive capacity available. Beyond the machine's energy consumption, there are multiple indirect costs associated with the daily operation of a manufacturing facility.
These expenses allow equipment to run safely, reliably, and productively for thousands of hours per year.
- Electricity — power for spindles, servomotors, coolant pumps, and auxiliary systems.
- Compressed air — used in pneumatic devices, chip cleaning, and automation.
- Specialized software — CAM programming, simulation, metrology, and production management.
- Shop infrastructure — maintenance, insurance, administration, rent, and general services.
| Component | Typical impact | What it includes |
|---|---|---|
| Machinery investment | High | Equipment purchase, depreciation, financing, and maintenance. |
| Specialized labor | High | CNC operation, CAM programming, and manufacturing engineering. |
| Tooling and consumables | Medium | End mills, drills, inserts, coolants, and material-related wear. |
| Energy and infrastructure | Medium-Low | Electricity, compressed air, software, and general shop overhead. |
Although all of these components influence the hourly rate, the reality is that the greatest economic impact usually comes from cycle time, setups, and the efficiency with which a part can be manufactured. That is why two shops with similar hourly costs can deliver completely different quotes for the same project.
Why Do Some CNC Machines Cost More per Hour Than Others?
One of the most frequent questions when comparing CNC quotes is why certain machines have considerably higher hourly rates than others. The answer lies in the capability they offer.
Not all CNC machines solve the same problems. Some are optimized for simple, repetitive parts, while others can combine multiple operations, reduce setups, hold tighter tolerances, or produce geometries that would be impossible on conventional equipment.
For that reason, comparing hourly rates alone can be misleading. In many cases, a more expensive machine per hour ends up generating a lower cost per part thanks to higher productivity and less total manufacturing time.
CNC Milling
CNC milling is one of the most versatile processes in modern manufacturing. It is used to produce plates, housings, pockets, brackets, and prismatic parts with multiple machined features.
Hourly rates can vary significantly depending on equipment capability. A 3-axis center is usually an efficient option for relatively simple geometries, while machines with 4th or 5th axis, automatic pallet changers, or high levels of automation require much greater investment and, therefore, higher hourly rates.
However, those same capabilities allow setups to be reduced, handling to be minimized, and complex parts to be produced in less time.
CNC Turning
CNC turning is the most efficient process for parts with rotational geometry such as shafts, bushings, adapters, connectors, and cylindrical components.
Because the part rotates on its own axis, cycle times are usually very competitive for this type of geometry. Although a CNC lathe's hourly rate may be lower than that of more complex equipment, the final cost will depend on whether the part requires additional operations outside the lathe, such as milling, angular drilling, or off-center features.
CNC Mill-Turn
Mill-Turn machining combines milling and turning operations within a single machine. This integration allows complex parts to be produced without moving them between different pieces of equipment.
Due to its high level of automation, multitask capability, and technological complexity, hourly rates are usually among the highest in a CNC shop. However, these machines can eliminate multiple setups, reduce alignment errors, and significantly decrease total production time, especially on precision parts.
Swiss-Type Machining
Swiss-type machining is designed to produce small, complex, high-precision parts directly from bar stock.
Although investment in this type of equipment is usually considerable, its productivity and repeatability make it an extremely efficient solution for medical, electronic, hydraulic, and instrumentation components. When the application is right, shorter cycle time per part can more than offset a higher hourly rate.

The reality is that there is no universal machine that is best for every project. The most cost-effective option is usually the one that allows the part to be produced with less total time, fewer handling steps, and lower risk of error.
For that reason, at PREMSA Industries we select the process based on part manufacturability, not solely on the equipment's hourly rate. The goal is to optimize total cost per part, not simply use the machine that appears most economical.
If you want to know which process fits your project best, explore our CNC machining services capabilities or request a manufacturability review along with your quote.
| Process | Typical applications | Capability |
|---|---|---|
| CNC Milling | Plates, pockets, housings, and prismatic parts with multiple faces | View CNC milling |
| CNC Turning | Shafts, bushings, adapters, and rotational components | View CNC turning |
| Mill-Turn | Complex parts combining milling and turning operations | View mill-turn |
| Swiss-Type | Small, high-precision parts produced from bar stock | View Swiss-type machining |
The Mistake of Focusing Only on Hourly Rate
When comparing CNC quotes, it is natural to focus on each supplier's hourly rate. However, making a decision based solely on that number can lead to wrong conclusions.
A machine with a higher hourly rate may produce parts faster, reduce handling, eliminate secondary operations, and significantly decrease total manufacturing time. In many cases, this translates into a lower cost per part, even when the hourly rate appears higher.
- Fewer setups — advanced equipment can produce more features in a single setup, reducing preparation time and error risk.
- Shorter cycle time — greater rigidity, more efficient tooling, and better CAM strategies allow parts to be produced in fewer minutes.
- Fewer secondary operations — reducing transfers between machines or suppliers lowers hidden costs and lead times.
- Greater repeatability — more stable processes reduce scrap, rework, and variation between parts.
The cheapest machine per hour does not always produce the most economical part. What really matters is the total cost to manufacture the project correctly.
For example, a part may require several operations across lathe, mill, and secondary processes when produced on conventional equipment. That same part could be completed in a single setup using a multitask center or a more efficient manufacturing strategy.
That is why manufacturability reviews (DFM), proper process selection, and cycle time optimization usually generate much greater savings than simply seeking the lowest hourly rate. If you want to go deeper on this topic, see our guide on how to reduce CNC part cost with simple design changes.
What Matters More: Hourly Cost or Cost per Part?
Although CNC machine hourly cost is an important reference in any quote, the reality is that buyers are not purchasing machine hours: they are purchasing finished parts.
For that reason, the metric that truly determines the economic impact of a project is cost per part, since it reflects the final outcome of all manufacturing decisions, from process selection to cycle time and quality requirements.
A low hourly rate may seem attractive at first, but if the process requires more setups, long cycle times, or multiple secondary operations, total project cost can end up being higher. Conversely, a machine with a higher rate may produce the same part in less time and with less operational risk, reducing the final unit price.
- CAD file and drawing review to understand geometry, tolerances, and functional requirements.
- Manufacturing process selection most efficient for the part.
- Setup and CAM programming estimation required to produce the lot.
- Cycle time per part calculation and total production time.
- Application of hourly rates, tooling, and consumables involved.
- Integration of material, finishes, inspection, and logistics to obtain the final price per part.
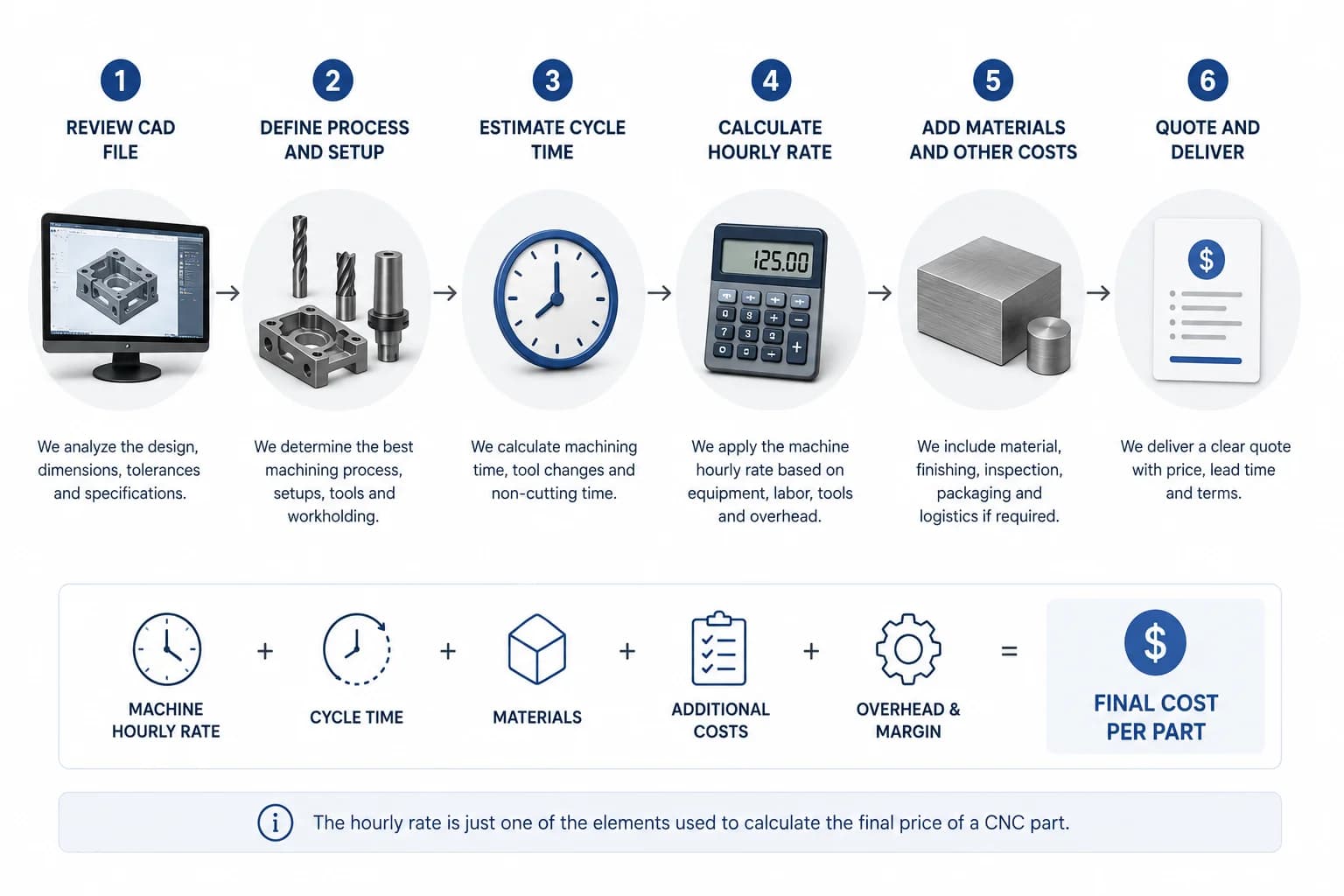
In other words, hourly cost is a variable in the equation, while cost per part is the result that really matters for purchasing, engineering, and operations. When comparing suppliers, it is worth analyzing the proposed process, estimated cycle time, required setups, and the complete manufacturing strategy, not just the published hourly rate.
If you are still preparing your RFQ, see our guide on how to get CNC parts made to speed up the quoting process and obtain more accurate proposals.
Frequently Asked Questions About CNC Machine Hourly Cost
Quick answers to understand how CNC quotes are built and which factors truly influence the final price.
- What is CNC machine hourly cost?
- There is no universal rate. Hourly cost depends on machine type, equipment investment, automation level, specialized labor, and each manufacturer's operating expenses. What matters is how that rate impacts the final cost of your part.
- Why can two CNC suppliers have such different rates?
- Each shop operates with a different structure of machinery, personnel, automation, and production volume. Two suppliers may produce the same part using completely different processes, which is reflected in their hourly rates and final price.
- Is electricity the most important expense within hourly cost?
- Generally not. Machinery investment, cutting tools, CAM programming, operation, and engineering usually represent a much larger portion of hourly cost than electricity consumption alone.
- Does a more expensive machine per hour produce more expensive parts?
- Not necessarily. Often a more advanced machine reduces setups, cycle time, and secondary operations, which can lower total cost per part even with a higher hourly rate.
- Which factor has the greatest impact on final CNC part cost?
- In most projects, cycle time, number of setups, and manufacturing complexity have a greater impact than the machine's hourly rate itself.
- How can I reduce CNC machined part cost?
- Applying DFM principles, simplifying geometries, avoiding unnecessary tolerances, and selecting the right process are usually the most effective strategies to reduce cost without sacrificing quality.
There is no universal rate. Hourly cost depends on machine type, equipment investment, automation level, specialized labor, and each manufacturer's operating expenses. What matters is how that rate impacts the final cost of your part.
Each shop operates with a different structure of machinery, personnel, automation, and production volume. Two suppliers may produce the same part using completely different processes, which is reflected in their hourly rates and final price.
Generally not. Machinery investment, cutting tools, CAM programming, operation, and engineering usually represent a much larger portion of hourly cost than electricity consumption alone.
Not necessarily. Often a more advanced machine reduces setups, cycle time, and secondary operations, which can lower total cost per part even with a higher hourly rate.
In most projects, cycle time, number of setups, and manufacturing complexity have a greater impact than the machine's hourly rate itself.
Applying DFM principles, simplifying geometries, avoiding unnecessary tolerances, and selecting the right process are usually the most effective strategies to reduce cost without sacrificing quality.
Conclusion
CNC machine hourly cost is a useful reference for understanding how a quote is built, but it should not be the only criterion for evaluating a supplier. Behind that rate are factors such as machinery investment, tooling, programming, inspection, technical expertise, and production capacity that directly influence the final outcome.
For that reason, the most important question is not how much machine time costs, but how much it costs to correctly manufacture the part you need.
An apparently low hourly rate can translate into more setups, longer cycles, additional secondary operations, or greater quality risks. Conversely, a better-optimized process can generate a more competitive cost per part, shorter lead times, and more consistent production.
When comparing CNC quotes, always analyze the full picture: proposed process, cycle time, manufacturing strategy, inspection, and technical capability. That information usually has far more impact on project success than the hourly rate alone.
At PREMSA Industries we evaluate every project from the perspective of manufacturability, productivity, and total cost. Our goal is not simply to assign a machine rate, but to select the process that allows your parts to be produced as efficiently, repeatably, and cost-effectively as possible within our CNC machining services.
To continue exploring CNC cost topics, see these related articles:
- What affects CNC machined part cost most — factors that drive the quote.
- CNC machining material cost guide — raw stock share versus machining.
- How to reduce CNC part cost with simple design changes — DFM before the RFQ.
- CNC machining in Monterrey — local capabilities and quoting.
The CNC machining design guide collects the DFM rules that usually move price before you quote.

Written by
Adrian Cavazos and the PREMSA Engineering Team
Adrian Cavazos, founder of PREMSA Industries, leads a manufacturing engineering team specialized in CNC machining, metal fabrication, and production-ready solutions. The team works closely with customers to optimize designs, improve manufacturability (DFM), and ensure reliable, scalable production from prototypes through volume manufacturing.


