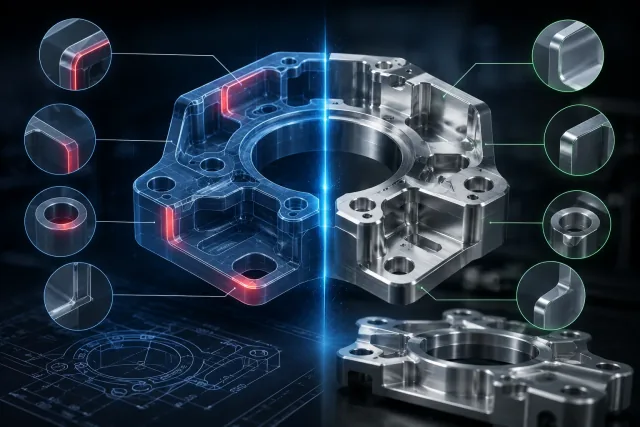
A CAD model can look flawless on screen and still become an expensive problem when it reaches production. Most of the time the root cause is not an obvious design error, but an accumulation of seemingly small details nobody challenged in time: internal radii incompatible with standard tools, tight tolerances on non-functional surfaces, threads deeper than necessary, thin walls prone to distortion, or material decisions that increase cycle time without adding real value to the application.
The problem is that these details are rarely discovered while they are still cheap to fix. They are found during quoting, while programming the part, or in the worst case when material is already on the machine. What could have been solved with a few minutes of CAD edits becomes delays, technical clarifications, rework, or unnecessary manufacturing cost. That is where DFM feedback before manufacturing creates real value.
DFM (Design for Manufacturability) is the process of evaluating a design from the production perspective before the part is released. In CNC machining, this means analyzing geometry, tolerances, materials, finishes, tool accessibility, workholding strategy, and operation sequence to identify elements that may affect cost, lead time, quality, or process stability.
The objective is not to simplify a part for the sake of simplification or sacrifice performance to reduce price. The objective is to preserve exactly the function the design needs while removing complexity that does not add value and only introduces time, risk, or cost during manufacturing.
The best DFM reviews do not only answer whether a part can be made. They answer something more important: whether it can be made efficiently, repeatably, and at a reasonable economic cost. That difference is often what separates a project that flows smoothly from one that accumulates emails, revisions, and delays from the first order.
At PREMSA Industries, DFM review is part of technical validation and quoting because modern manufacturing should not start when the NC program reaches the machine. It should start much earlier, when there is still an opportunity to improve the design with changes that take minutes in CAD and can save hours in production.
| Review layer | What it analyzes | What happens if ignored |
|---|---|---|
| Geometry | Internal radii, tool accessibility, depths, wall thicknesses, orientations, and machining sequence | More setups, special tooling, longer cycle times, and higher rework risk |
| Specifications | Tolerances, finishes, threads, GD&T, datums, and critical notes | Unnecessary inspection, hidden costs, and late technical clarifications |
| Material | Exact grade, availability, supply form, and machinability | Longer lead times, accelerated tool wear, and higher-than-expected cost |
| Process and application | Volume, part function, planned process, and truly critical surfaces | Quotes based on wrong assumptions and incorrect manufacturing decisions |
What a DFM review actually evaluates before manufacturing
An effective DFM review is not limited to answering whether a part can be produced. The truly important question is whether it can be produced efficiently, repeatably, and at a reasonable cost. The objective is to identify where the design is forcing the process to operate outside an optimal manufacturing zone.
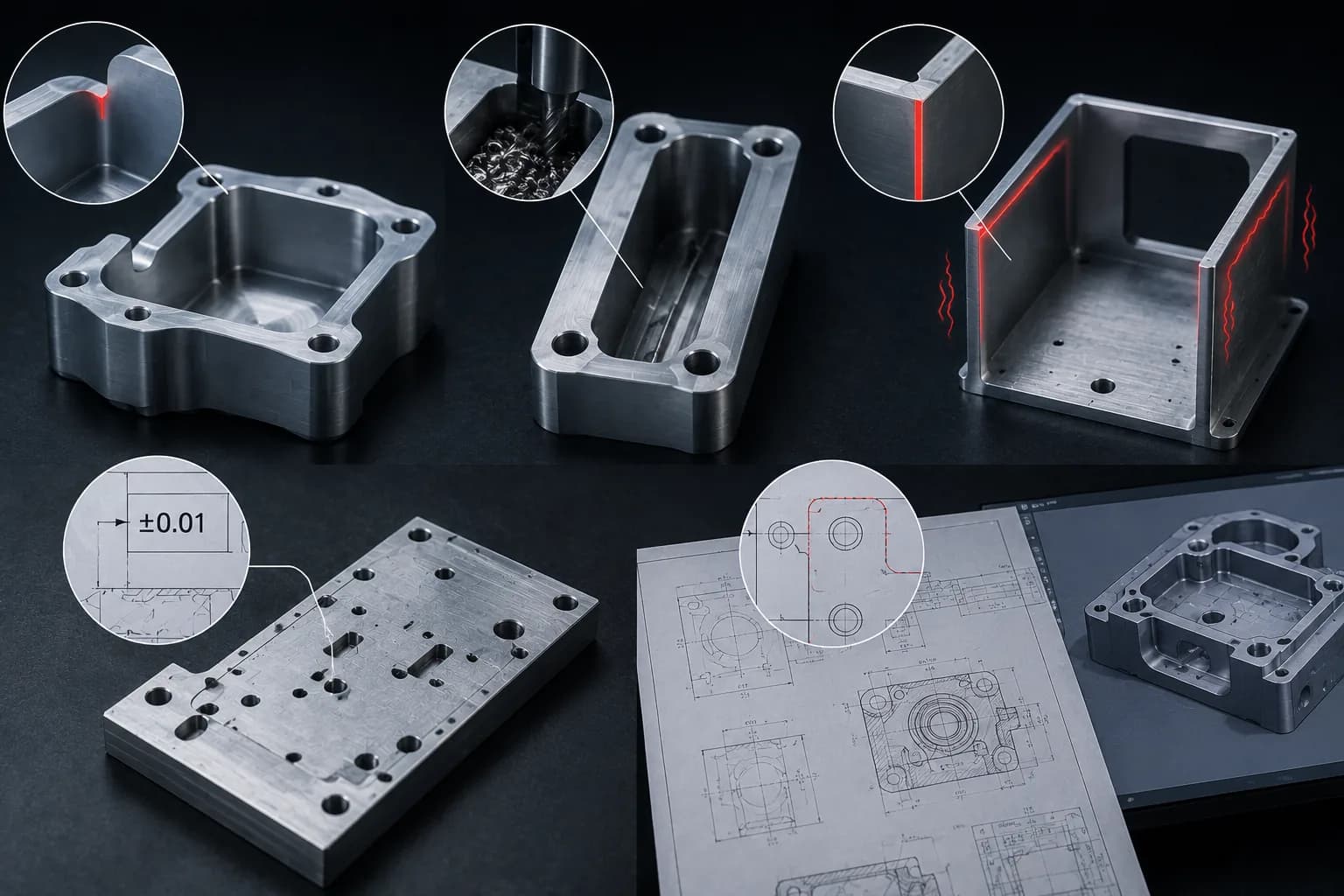
In CNC milling, for example, this usually appears in deep pockets with very small internal radii, tight corners incompatible with standard tools, aggressive height-to-thickness ratios, or features that require multiple orientations and setup changes. The part may be manufacturable, but that does not mean it is the best production-ready version.
Geometry and tool accessibility
Geometry is often where the first improvement opportunities appear. Many designs are functionally correct but introduce unnecessary complexity for machining. When this happens, cost increases, cycle time expands, and process repeatability becomes harder to control.
- Internal radii that are too small - force smaller end mills, reduce rigidity, and significantly increase machining time.
- Deep pockets and holes - make chip evacuation harder, increase tool deflection, and reduce process stability.
- Thin walls - increase vibration, distortion, and dimensional variation during cutting.
- Multiple machining orientations - every additional setup means alignment, fixturing, dimensional verification, and non-productive time.
- Inaccessible features - geometries that cannot be reached with the planned manufacturing strategy or require a significantly more complex process.
Tolerances, finishes, and specifications
One of the most common findings in DFM reviews is overuse of tight tolerances on surfaces that do not perform a critical function. When every dimension is assigned the same precision level, the supplier must assume more extensive inspection, slower toolpaths, specialized tooling, and additional process controls.
The result is rarely a better part. Most often it is simply a more expensive part. Efficient manufacturing means concentrating precision where it creates real functional value and allowing reasonable general tolerances where there is no critical interaction with other components.
To specify functional dimensions correctly without adding unnecessary cost, review the CNC machining tolerances guide and the ISO 2768 tolerance chart.
| Specification | Problem created | Recommended alternative |
|---|---|---|
| ±0.01 mm across the entire part | Excessive dimensional control on non-functional surfaces | ISO 2768 + critical tolerances only where assembly is affected |
| Cosmetic finish on hidden surfaces | Additional machining time with no functional benefit | "As machined" or localized finish only where visible |
| Special threads without technical requirement | Dedicated tooling and longer setup time | Standard metric or UNC threads when application allows |
| Complex engraving and extensive marking | Secondary operations with low functional value | Minimal identification or post-machining marking alternatives |
Material and real production context
Material is also part of the DFM review. It is not enough to know what mechanical properties the part needs; you also need to understand how that material affects manufacturing.
Machining 6061-T6 aluminum is not the same as machining 304 stainless steel, titanium, or high-performance plastics such as PEEK. Each material changes cutting speed, tool wear, dimensional stability, stock availability, and total manufacturing time.
A strong DFM review connects design intent with production reality. If a material significantly increases cost, lead time, or complexity without proportional application benefits, that conversation must happen before release - not after the purchase order is approved.

Why the best time to do DFM is before releasing the order
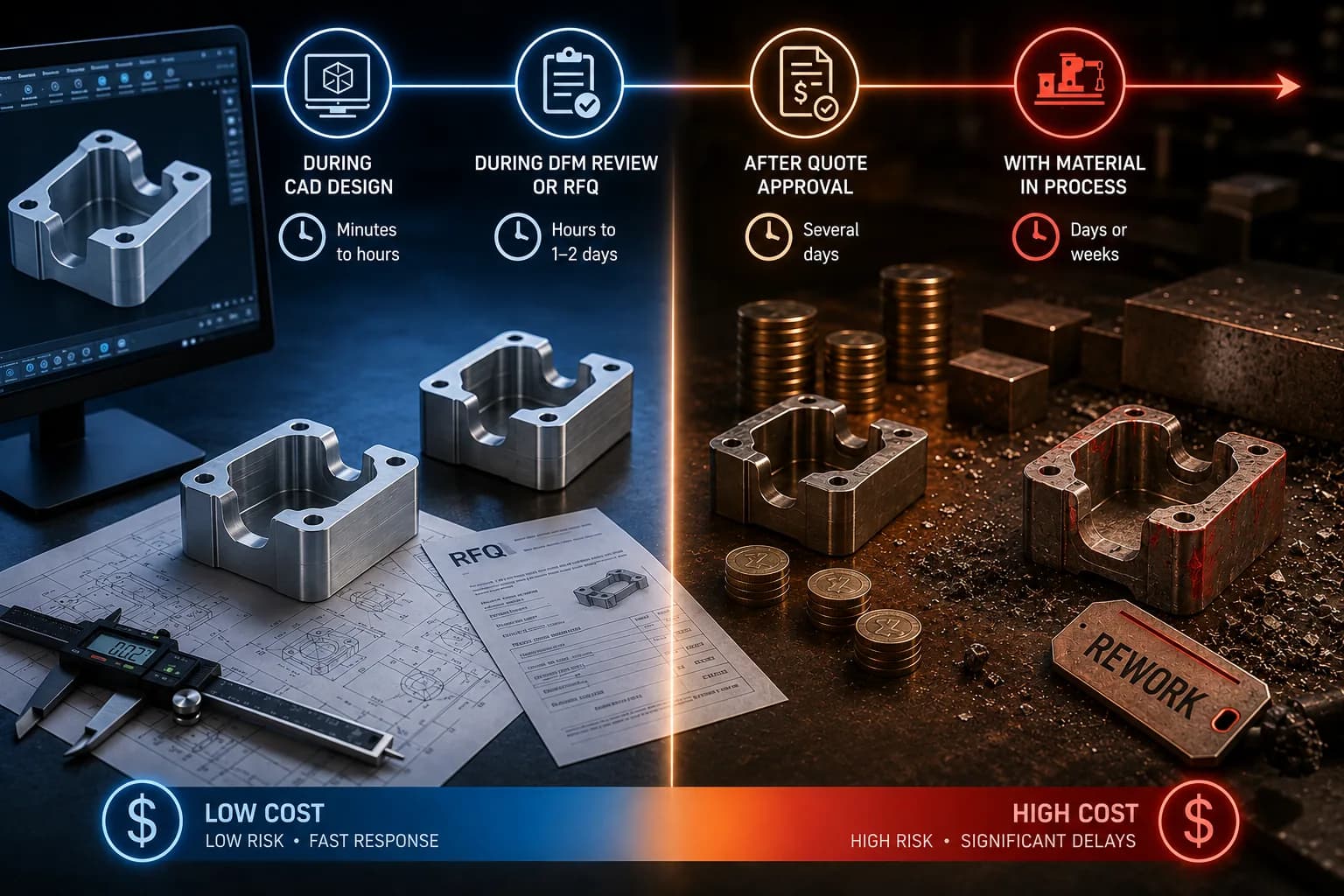
There is an almost universal rule in manufacturing: the later a problem is discovered, the more expensive it is to correct. A change that takes five minutes in CAD can become days of delay once material has been purchased, CAM programming is finished, or production has started.
That is why DFM feedback has so much impact when it happens early. Not because it eliminates every issue, but because it intervenes when decisions are still cheap, fast, and easy to implement. While design is still in development, changing a radius, adjusting a tolerance, or selecting a different material usually takes a few clicks. Once the order is released, those same changes may require reprogramming, new quotes, duplicate purchasing, scrap, rework, and even schedule slips that affect full delivery commitments.
Efficient manufacturing is not only about producing quickly. It is about identifying risk while it is still easy to resolve. DFM works as that preventive filter between design and production.
| Detection moment | Typical correction time | Operational impact |
|---|---|---|
| During CAD design | Minutes to hours | Fast changes with near-zero cost |
| During DFM review or RFQ | Hours to 1-2 days | Controlled adjustments before material purchase or programming |
| After quote approval | Several days | Scope, programming, and committed date revisions |
| With material in process | Days or weeks | Scrap, rework, duplicate purchasing, and production delays |
More accurate quotes and fewer downstream surprises
There is another important benefit that often goes unnoticed: early DFM significantly improves quote quality. When the supplier understands from the beginning which surfaces are critical, which tolerances truly matter, and how the part is expected to be manufactured, price reflects process reality more accurately.
By contrast, when a quote is generated from incomplete assumptions, issues usually appear later as technical clarifications, scope adjustments, lead-time changes, or unexpected cost increases. The quote may have arrived quickly, but it was not necessarily correct.
This is especially important when comparing CNC machining quotes. Two prices can only be compared fairly when both suppliers are evaluating exactly the same technical scenario. DFM helps establish that common baseline.
In prototypes, speed should also produce learning
When working with prototypes, the goal is not only to receive a part quickly. The true goal is to learn quickly. Every iteration should move the team toward a better solution, not consume time correcting manufacturability issues that could have been detected before manufacturing.
A part with unnecessarily complex geometry, excessive tolerances, or poorly selected material may function as a prototype, but still slow the full development cycle. Cost rises, lead time extends, and the next iteration takes longer to arrive.
For product development, automation, fixtures, tooling, and validation teams, early DFM enables the first prototype to reveal useful functional performance information rather than becoming the first evidence of problems already present in the design. That is why DFM is directly connected to strategies that reduce manufacturing lead times.
The most expensive errors a DFM review catches before manufacturing
Most manufacturability issues do not appear in exotic designs or impossible geometry. They appear in parts that look normal: brackets, plates, housings, assembly components, and prismatic parts that seem reasonable at first glance.
What makes these designs expensive is not that they are impossible to manufacture. It is that they include small details that force the process outside an efficient zone. The result is typically more machine time, more setups, more inspection, faster tool wear, and a quote much higher than expected.
These are some of the most frequent findings that appear repeatedly in DFM reviews of CNC parts.
Internal radii smaller than available tooling
This is probably the most common DFM issue in CNC milling. In CAD, it is easy to draw tight internal corners, but machines do not cut with infinitely thin lines; they cut with real tool diameters.
When internal radii are too small, the supplier must use smaller end mills, which are less rigid and significantly slower. That increases cycle time, vibration risk, tool deflection, and dimensional variation.
In many cases, increasing an internal radius by just a few millimeters allows stronger tooling and significantly reduces machining time without affecting part function.
As a practical rule, internal radius should be equal to or greater than the tool radius that will machine that zone, ideally with additional margin to improve rigidity and surface finish. For detailed recommendations, see the CNC machining design guidelines.
Deep cavities and aggressive depth-to-diameter hole ratios
Another frequent mistake is assuming a deeper cavity simply needs a few extra seconds of machining. In reality, as depth-to-diameter ratio increases, process complexity rises quickly.
Chip evacuation worsens, tool rigidity drops, cutting parameters must be reduced, and risk of deviation, chatter, or inconsistent finish increases. The problem is not that the feature is impossible; the problem is that it stops behaving like a standard operation.
As a general reference, ratios near 4xD or 6xD typically require special attention. Beyond 8xD-10xD, it is common to require specific tooling, more conservative strategies, and significantly longer cycle times.
Thin walls and low-rigidity geometry
Thin walls can look excellent in CAD because they enable lightweight, compact designs. During machining, those same walls can behave like small springs.
As material is removed, part rigidity drops and susceptibility to vibration, thermal distortion, and cutting-force deflection increases. This affects surface finish, dimensional accuracy, and repeatability across parts.
In one-off prototypes, the issue may be manageable. In repeat production, accumulated variation often becomes a constant source of adjustment and additional inspection.
An effective DFM review can propose localized reinforcement, more robust minimum wall thicknesses, or different fixturing strategies without changing actual part function.
Tolerances, finishes, and details that add no functional value
One of the most expensive mistakes is not geometric - it is in the specification. It is common to find parts where every surface receives tight tolerances, demanding finishes, or cosmetic requirements even though only a small portion is functionally critical.
Every additional tolerance forces tighter process control. Every unnecessary finish adds time. Every cosmetic requirement increases rework risk. The result is a higher-cost part without necessarily being a better part.
Efficient manufacturing means applying precision where it truly creates value and avoiding over-specification on features that do not affect function, assembly, or performance.
| DFM finding | Typical consequence | Recommended improvement |
|---|---|---|
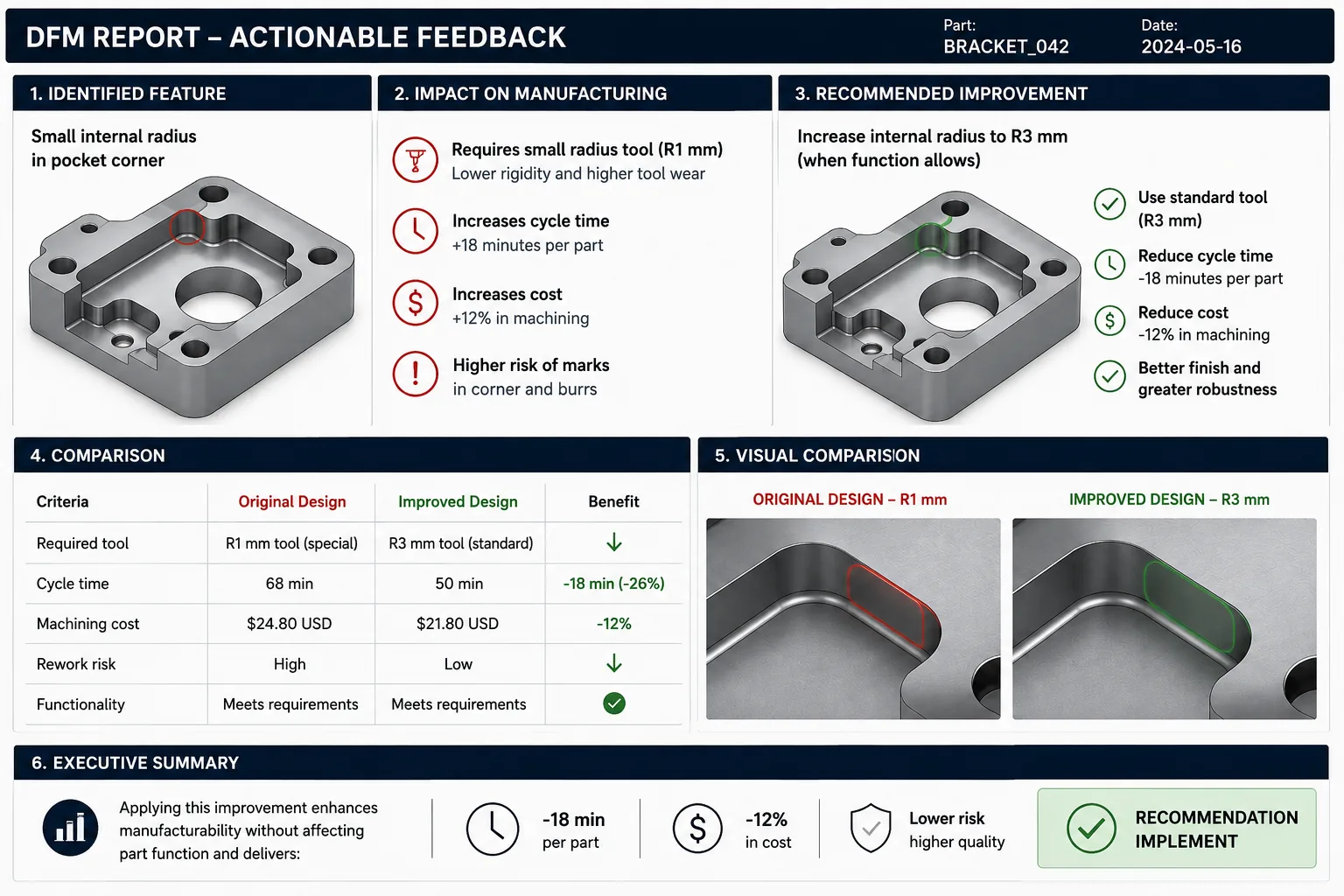
| 1 mm internal radius in a deep cavity | Small end mill, lower rigidity, and longer cycle | Increase radius to 3-6 mm where function allows |
| Deep and narrow cavity | Poor chip evacuation and long-tool requirement | Reduce depth or increase pocket width |
| 1-1.5 mm wall in aluminum | Vibration, distortion, and chatter | Increase thickness or add reinforcement |
| ±0.01 mm across the whole part | Extensive inspection and high cost | Apply critical tolerances only on functional interfaces |
| Inconsistent drawing and CAD model | Delays, clarifications, and interpretation errors | Synchronize documentation before RFQ |
DFM does not always reduce cost. It almost always reduces risk.
One of the most common misconceptions about DFM is assuming its only purpose is to reduce part cost. In reality, a strong manufacturability review has a more important objective: remove uncertainty before it turns into operational problems.
Sometimes geometry, tolerance, or selected material is absolutely required for function. If a surface must stay within a specific tolerance, if a material is mandatory due to temperature, wear, or corrosion, or if a complex feature answers a real design requirement, DFM should not force artificial simplification.
What DFM should do is identify the best way to manufacture that part, anticipate risk, and build a stable process from the start. The goal is not to manufacture cheaper at any cost. The goal is to manufacture correctly on the first run.
When a critical tolerance cannot be negotiated
The best DFM reviews understand the difference between an expensive specification and a necessary one. When a critical tolerance must be maintained, analysis shifts from redesign to manufacturing strategy.
Instead of suggesting that tolerance be removed, the review can propose changes in manufacturing approach to achieve the requirement more consistently and with better control. Function remains intact; what improves is the probability of achieving it repeatedly.
- Fixture and workholding optimization - increase stability where assembly or function requires precision.
- Operation resequencing - machine critical features before removing material that provides temporary rigidity.
- Strategic extra stock - preserve gripping surfaces for final precision operations.
- Planned secondary processes - grinding, EDM, or broaching where function truly justifies it.
For procurement, less uncertainty means better decisions
The benefit for engineering is usually technical. The benefit for procurement is usually economic.
When a part has gone through a proper DFM review, quotes become more comparable because there is less ambiguity about the real manufacturing process. Teams are no longer evaluating a seemingly simple model that hides major complexity. They are evaluating a refined specification where material, tolerances, finishes, and process strategy are consistently understood.
That reduces artificial differences across suppliers, shortens negotiation cycles, and avoids a very common manufacturing scenario: discovering after PO release that the initial price was based on an incorrect design interpretation.
DFM does not always produce the cheapest part. It produces something more valuable: a part whose cost, lead time, and process are much more predictable.
How to recognize DFM feedback that truly adds value
The difference between a superficial review and useful DFM feedback is specificity. Comments like "the part is complex" or "you should review the design" add little value because they do not support decisions.
Truly useful feedback identifies exactly which feature causes the problem, explains how it affects manufacturing, and proposes a specific alternative that preserves original part function. The goal is not to produce more comments. The goal is to enable actionable decisions. When feedback is structured well, engineering can quickly assess functional impact, procurement can understand economic impact, and manufacturing can validate feasibility.
For example, a comment such as *"Increase internal radius from 1 mm to 3 mm in cavity P-04 to allow a 6 mm end mill, reduce estimated cycle time by ~35%, and improve surface finish without affecting the assembly interface"* provides technical context, economic impact, and a specific recommendation. The team can accept the change, reject it with valid functional justification, or develop a third option. The decision moves from opinion to information.
| Generic feedback | Useful DFM feedback |
|---|---|
| "The part is complex." | "Cavity P-04 forces a 2 mm end mill because of the current internal radius; increasing the radius to 3 mm would allow a 6 mm tool and significantly reduce cycle time." |
| "Tolerances should be reviewed." | "The ±0.02 mm tolerance on face B does not affect assembly; general ISO 2768-mK would be sufficient except on diameter Ø32 H7." |
| "This material is hard to machine." | "Changing from 6061 aluminum to 304 stainless increases estimated cycle time by roughly 40%; confirm whether corrosion resistance requires stainless." |
| "The part requires 5-axis." | "The 37° angled face can be machined with a 3+2 strategy and one additional setup, avoiding simultaneous 5-axis machining." |
Mandatory changes and recommendations are not the same
Another trait of a strong DFM review is prioritization. Not all comments have the same weight. Some findings are blockers and must be resolved before manufacturing. Others are optimization opportunities that can be evaluated based on cost, lead time, or designer preference.
When everything is presented with the same urgency, teams spend time debating secondary details while critical issues remain unresolved. An effective review helps focus attention where it matters most.
- Blocking - the part cannot be manufactured reliably without design change, specification clarification, or process change.
- High impact - the part is manufacturable, but cost, lead time, or operational risk increase significantly.
- Recommendation - opportunity to improve efficiency, reduce cost, or simplify manufacturing without affecting function.
- Informational - observation related to inspection, process capability, or expected production behavior.
Manufacturing context is also part of DFM
A robust DFM review does not evaluate geometry alone. It also considers how the part will actually be produced. The same feature can have completely different implications depending on process, production volume, and selected manufacturing strategy.
A part designed for CNC turning is not evaluated the same way as a component intended for CNC milling. Likewise, a single prototype is not reviewed the same way as a repetitive batch of hundreds or thousands of units. Volume affects fixtures, tooling, inspection strategy, and optimization ROI.
For that reason, a good DFM review always connects design to the real process that will produce it. Manufacturability is not only geometry. It is the combination of geometry, process, volume, and production objective.
What engineering should validate before sending a part for quote or production
A DFM review is much more effective when the design arrives with key fundamentals already defined. The less time spent interpreting design intent, the more time can be invested in optimizing manufacturability, cost, and lead time.
Before releasing a CAD file for quote or production, it is best to validate four foundational layers. When these areas are clear, technical discussion moves faster, quotes are more accurate, and transition to manufacturing happens with far less friction.
- Geometry - internal radii, tool accessibility, depths, minimum thicknesses, and logical machining strategy.
- Specifications - tolerances, surface finishes, threads, datums, GD&T, and critical manufacturing notes.
- Material - exact grade, required treatment, supply form, and functional justification for selected material.
- Functional context - clear identification of surfaces critical for assembly, alignment, sealing, wear, or performance.
| Item | Key question | Recommended evidence |
|---|---|---|
| CAD model | Is the STEP file clean, solid, and free of geometry errors? | Updated STEP file with revision control |
| Technical drawing | Does it fully match the 3D model? | PDF with tolerances, notes, and critical references |
| Functional interfaces | Are assembly-controlling surfaces clearly identified? | Critical dimensions or GD&T explicitly defined |
| Material | Are material grade and condition clearly defined? | Specification included in drawing or RFQ |
| Finishes | Are these functional requirements or only cosmetic? | Ra, anodize, passivation, paint, or treatment specified |
| Volume and application | Is this prototype, validation, or repetitive production? | Required quantity and use context |
The 3D model and drawing must tell the same story
It seems obvious, but a surprising number of delays come from discrepancies between CAD model and technical drawing. A dimension updated only in the drawing, geometry updated only in the STEP, or a revision mismatch can stop a full quote while the team tries to determine which source is correct.
When model and drawing communicate different information, suppliers have two options: pause to request clarification or assume an interpretation. Neither accelerates the project.
To prepare documentation correctly from the start, review CAD file to CNC machining quote and the principles described in how to reduce CNC part cost with design.
How DFM directly impacts lead time
There is a common perception that lead time depends only on machine availability. In practice, significant time is lost long before material reaches the spindle.
Every technical clarification, drawing revision, tolerance misinterpretation, or manufacturability discussion adds process friction. A well-defined part moves faster because uncertainty is removed. Programming, fixturing, inspection, and production can start with clear criteria from day one.
| Stage | Without DFM review | With DFM review |
|---|---|---|
| Technical evaluation | Open questions and assumptions | Concrete and prioritized findings |
| CAM programming | Frequent changes and iterations | Toolpaths based on validated geometry |
| First article (FAI) | Higher deviation risk | Aligned dimensional expectations |
| Repetitive production | Continuous corrections and adjustments | Stable process from first run |
This becomes especially important in urgent projects and fast development cycles. One day lost clarifying a thread, tolerance, or finish can cost more than any savings obtained by skipping DFM review.
For this reason, modern manufacturing platforms integrate technical validation into the quote workflow. At PREMSA, DFM review is part of the process because real speed does not come from skipping steps. It comes from solving the right problems before they enter production.
If the goal is to reduce lead time without sacrificing quality or predictability, the most effective combination remains the same: validated design, early DFM review, and a supplier that connects engineering, quoting, and manufacturing in one process.
Conclusion: manufacturing starts long before the machine cuts material
The difference between a part that can simply be made and a part that flows correctly through production is usually defined long before machining starts. It is defined during design, in how tolerances are specified, materials are selected, and decisions are made that affect manufacturability.
DFM feedback is not meant to fix bad designs. It exists to identify opportunities, reduce uncertainty, and ensure the design reaches production with maximum clarity. When that happens, quotes are more accurate, lead times more reliable, and the overall process needs fewer emails, fewer clarifications, and less rework.
If you are going to manufacture a CNC part, the most important question is not only whether it can be made. The right question is whether it is designed to be manufactured efficiently, repeatably, and at a reasonable cost. For a deeper breakdown of price drivers, review what affects CNC machined part cost most. If you want to optimize design before requesting price, the CNC machining design guidelines and the request quote workflow with DFM review are the natural next step.
In CNC, manufacturing begins in CAD. DFM is the conversation that solves in design what would otherwise become cost, delay, or rework in production.
Frequently asked questions about DFM feedback before manufacturing
Quick answers for engineers, buyers, and manufacturing teams looking to reduce cost, risk, and lead time before releasing a CNC part to production.
- What exactly is a DFM review before manufacturing?
- DFM (Design for Manufacturability) is a technical analysis that evaluates whether a part can be produced efficiently, repeatably, and at a reasonable cost. It reviews geometry, tolerances, material, finishes, and manufacturing strategy to identify risk before it becomes delay, rework, or unnecessary cost.
- When should I request a DFM review?
- Ideally before purchase order release and preferably during quoting. A change made in CAD may take minutes; the same change after material purchase or programming can create days of delay and additional cost.
- Does DFM always reduce CNC part cost?
- Not necessarily. Some geometry, materials, or tolerances are true functional requirements and must remain. In those cases, DFM does not try to reduce cost at any cost; it defines the right process early, reduces uncertainty, and produces a more reliable quote.
- Which problems does DFM detect most often?
- Common findings include internal radii that are too small, deep cavities, thin walls, excessive tolerances on non-critical surfaces, unnecessary special threads, over-specified finishes, and mismatches between CAD model and technical drawing.
- What should I send to get useful DFM feedback?
- Ideally a clean STEP file, PDF drawing with critical tolerances and notes, material specification, required finishes, quantity, and application context. The more complete the technical package, the more accurate and actionable the feedback.
- What is the difference between DFM and CAM?
- DFM evaluates how a part should be manufactured and proposes improvements before production. CAM takes an approved design and generates toolpaths to machine it. DFM happens before committing production; CAM happens after manufacturing route is defined.
- Is DFM equally important for prototypes and production?
- Yes, though objectives differ. In prototyping it accelerates learning cycles and removes unnecessary complexity. In repetitive production it stabilizes process, reduces variation, minimizes rework, and controls total cost over time.
- How can I tell whether supplier DFM feedback is truly good?
- Useful review identifies specific features, explains technical impact, and proposes concrete alternatives. Vague comments like 'the part is complex' add little value. Good feedback enables fast, data-based decisions instead of opinion-based debate.
- Does DFM apply only to CNC milling?
- No. DFM principles apply to milling, CNC turning, mill-turn operations, EDM, grinding, and almost any manufacturing process. What changes are the technical constraints evaluated in each case.
- Does PREMSA include DFM review in CNC quotes?
- Yes. At PREMSA Industries, manufacturability review is part of technical validation and quoting. The objective is to identify risk, clarify specs, and ensure cost, process, and lead time reflect real manufacturing conditions before production release.
DFM (Design for Manufacturability) is a technical analysis that evaluates whether a part can be produced efficiently, repeatably, and at a reasonable cost. It reviews geometry, tolerances, material, finishes, and manufacturing strategy to identify risk before it becomes delay, rework, or unnecessary cost.
Ideally before purchase order release and preferably during quoting. A change made in CAD may take minutes; the same change after material purchase or programming can create days of delay and additional cost.
Not necessarily. Some geometry, materials, or tolerances are true functional requirements and must remain. In those cases, DFM does not try to reduce cost at any cost; it defines the right process early, reduces uncertainty, and produces a more reliable quote.
Common findings include internal radii that are too small, deep cavities, thin walls, excessive tolerances on non-critical surfaces, unnecessary special threads, over-specified finishes, and mismatches between CAD model and technical drawing.
Ideally a clean STEP file, PDF drawing with critical tolerances and notes, material specification, required finishes, quantity, and application context. The more complete the technical package, the more accurate and actionable the feedback.
DFM evaluates how a part should be manufactured and proposes improvements before production. CAM takes an approved design and generates toolpaths to machine it. DFM happens before committing production; CAM happens after manufacturing route is defined.
Yes, though objectives differ. In prototyping it accelerates learning cycles and removes unnecessary complexity. In repetitive production it stabilizes process, reduces variation, minimizes rework, and controls total cost over time.
Useful review identifies specific features, explains technical impact, and proposes concrete alternatives. Vague comments like 'the part is complex' add little value. Good feedback enables fast, data-based decisions instead of opinion-based debate.
No. DFM principles apply to milling, CNC turning, mill-turn operations, EDM, grinding, and almost any manufacturing process. What changes are the technical constraints evaluated in each case.
Yes. At PREMSA Industries, manufacturability review is part of technical validation and quoting. The objective is to identify risk, clarify specs, and ensure cost, process, and lead time reflect real manufacturing conditions before production release.
Related resources
If you are preparing an RFQ, optimizing a design, or reducing risk before manufacturing, these resources directly complement this guide:
- Request a CNC quote - upload STEP files, materials, and quantities for technical and manufacturability review.
- CNC machining design guidelines - DFM principles to reduce cost, complexity, and manufacturing time.
- CAD file to CNC machining quote - how to prepare models, drawings, and documentation correctly.
- How to reduce CNC part cost with design - high-impact improvements before sending RFQ.
- What affects CNC machined part cost most - machine time, geometry, setups, materials, and inspection.
- CNC machining tolerances guide - apply precision where it truly adds value.
- ISO 2768 tolerance chart - fast reference for general manufacturing tolerances.
- How to compare CNC machining quotes - avoid errors when evaluating suppliers.
- How to reduce manufacturing lead times - remove technical friction before production.
- CNC machining in Monterrey - on-demand manufacturing capabilities for prototypes and production.

Written by
Adrian Cavazos and the PREMSA Engineering Team
Adrian Cavazos, founder of PREMSA Industries, leads a manufacturing engineering team specialized in CNC machining, metal fabrication, and production-ready solutions. The team works closely with customers to optimize designs, improve manufacturability (DFM), and ensure reliable, scalable production from prototypes through volume manufacturing.


