Modelado por
Deposición Fundida (FDM)
Impresión FDM diseñada para desempeño funcional y ajuste predecible. Planeación de resistencia basada en orientación, control de alabeo, estrategia de soportes y verificación CTQ-first, en termoplásticos durables y opciones reforzadas cuando se requiera.
Enfoque CTQ
Ajuste + Dirección de resistencia
Lead time típico
Días
Modo de fabricación
Prototipo → Medio volumen
Servicios de Modelado por Deposición Fundida (FDM)
Por qué PREMSA para FDM
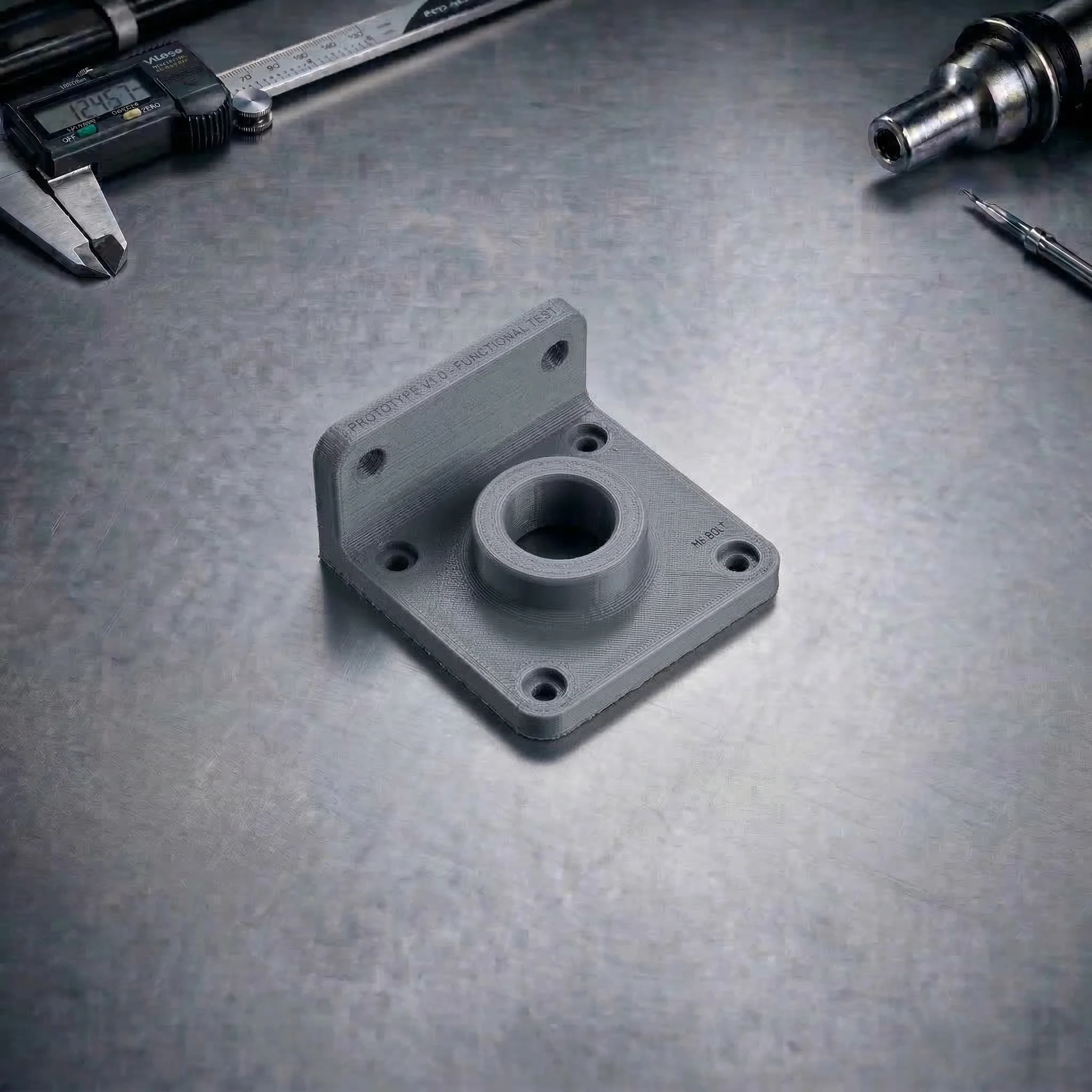
PREMSA ofrece FDM (modelado por deposición fundida) para piezas termoplásticas de ingeniería donde el desempeño funcional importa. Empezamos definiendo CTQs (datums, ajustes, calidad de orificios, superficies de sello y caras cosméticas) y luego planeamos orientación, perímetros/relleno y soportes para que la dirección de resistencia y la estabilidad dimensional coincidan con las rutas reales de carga y la intención de ensamble.
El éxito en FDM depende de controlar los principales impulsores de variación: resistencia anisotrópica (adhesión entre capas), alabeo por gradientes térmicos, marcas de soporte en caras cosméticas y defectos por humedad en polímeros higroscópicos. Alineamos el acondicionamiento del material, la planeación de impresión y el postprocesado para que las piezas ensamblen correctamente y prueben de forma confiable.
Desde iteraciones de prototipo hasta producción de alto volumen, soportamos parámetros repetibles, trazabilidad y operaciones secundarias (insertos termosellados, roscado, barrenado/escariado de orificios CTQ y maquinado ligero de datums críticos). Obtienes piezas con desempeño consistente, no impresiones que varían de una corrida a otra.
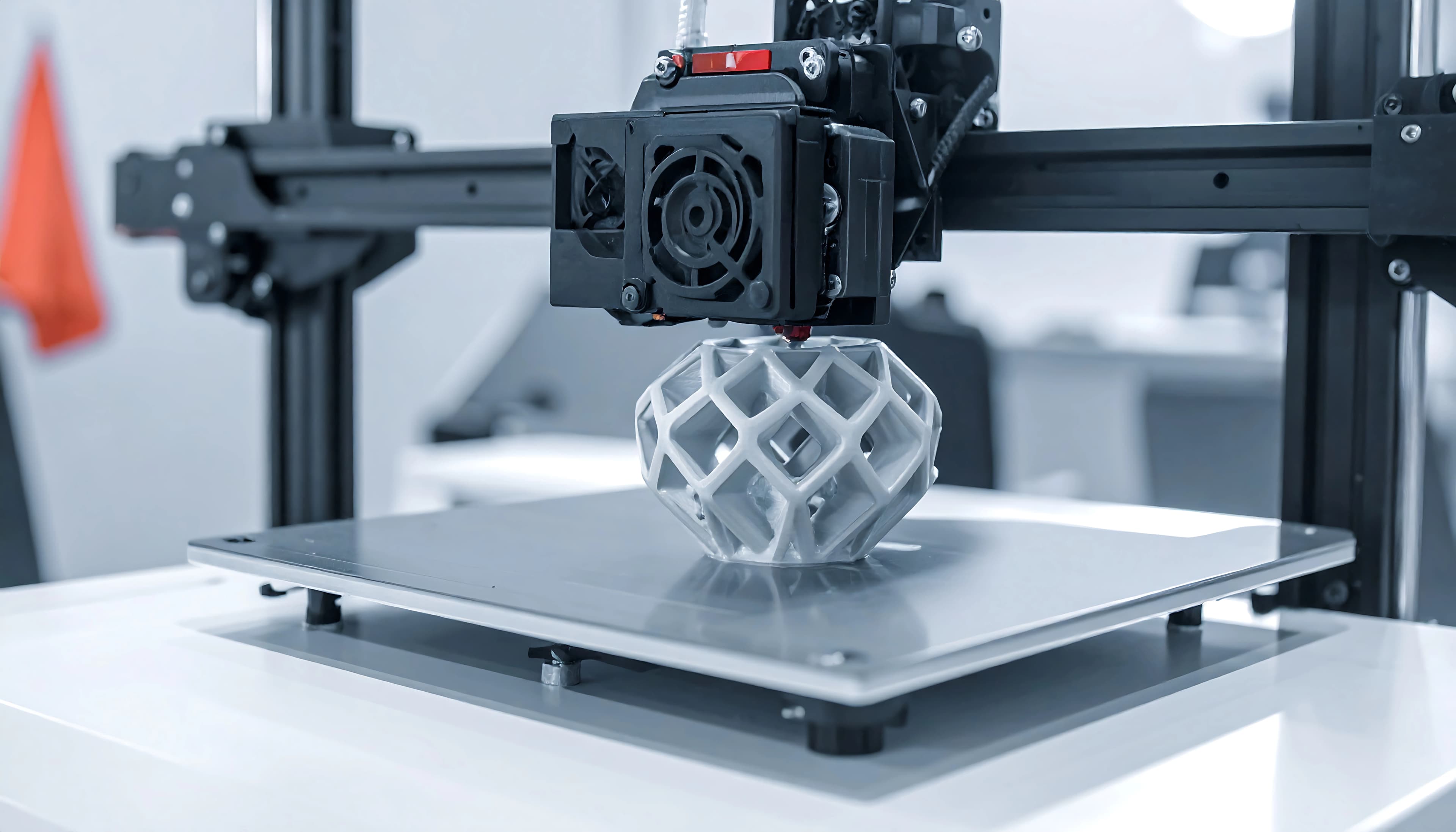
¿Qué es FDM?
FDM es un proceso de manufactura aditiva que produce piezas extruyendo filamento termoplástico a través de una boquilla caliente y depositándolo capa por capa. Se usa ampliamente para prototipos funcionales, fixtures y producción de alto volumen porque soporta materiales durables e iteración rápida sin herramental.
Como las piezas FDM se construyen en capas, las propiedades mecánicas son direccionales. Un programa FDM exitoso balancea orientación, perímetros/relleno, selección de material y postprocesado para que la pieza cumpla requisitos de ajuste, resistencia y estética.
El flujo de trabajo FDM
Un flujo DfAM-first que controla la dirección de resistencia, el riesgo de alabeo y los resultados CTQ.
1. Recepción de archivos y definición de requisitos
Revisamos CAD + planos y confirmamos ambiente, casos de carga, expectativas cosméticas, CTQs y cantidades objetivo.
2. Revisión DfAM (orientación + estrategia de soportes)
Evaluamos mínimos de rasgos, riesgo de voladizos/puentes, consideraciones de anisotropía, riesgo de alabeo y estrategia de tolerancias según superficies de ensamble y datums funcionales.
3. Selección de material + plan de acondicionamiento
Elegimos la familia termoplástica (y refuerzo si aplica) y definimos disciplina de secado/almacenamiento para materiales sensibles a humedad (PA, PC, PETG, TPU).
4. Planeación de impresión (perímetros/relleno + control térmico)
Definimos orientación, soportes, perímetros/relleno y estrategia térmica para balancear acabado superficial, dirección de resistencia y estabilidad dimensional.
5. Impresión y monitoreo en proceso
Las piezas se producen con parámetros controlados y monitoreo básico alineado al comportamiento del material y al riesgo de alabeo.
6. Postprocesado y operaciones secundarias
Retiro de soportes, preparación de superficie, alisado opcional según programa, insertos/roscado y maquinado de datums/orificios críticos según se requiera.
7. Inspección y verificación de CTQ
Medimos CTQs contra datums acordados (superficies de ajuste, orificios, superficies de sello) y documentamos resultados según la madurez y el riesgo del programa.
8. Empaque y liberación
Las piezas se protegen para envío y se etiquetan para trazabilidad cuando se solicita.
Soportes, control de alabeo y gestión térmica
Planeación de resistencia basada en orientación
Alineamos la dirección de impresión con rutas de carga y fuerzas de ensamble para reducir riesgo de delaminación entre capas y mejorar desempeño funcional.
Gestión del riesgo de alabeo
Planeamos geometría, orientación y estrategia térmica para reducir curl/alabeo en planos largos y paredes delgadas, especialmente en familias ABS/PC.
Estrategia de soportes para estética + datums
Colocamos soportes para proteger caras cosméticas y datums CTQ, y definimos zonas de marca para que el postprocesado sea controlado y repetible.
Control de humedad en polímeros higroscópicos
La disciplina de secado y almacenamiento reduce porosidad, mala adhesión entre capas y deriva dimensional en nylon, PC, PETG y TPU.
Protección de interfaces para ensamble
Planeamos post-maquinado o insertos cuando la alineación repetible, el torque o las cargas de sujeción exceden la capacidad de una rosca impresa.
Repetibilidad para corridas de alto volumen
Bloqueamos parámetros clave (material, orientación, perímetros/relleno y reglas de soportes) para reducir variación entre corridas cuando las piezas pasan a producción.
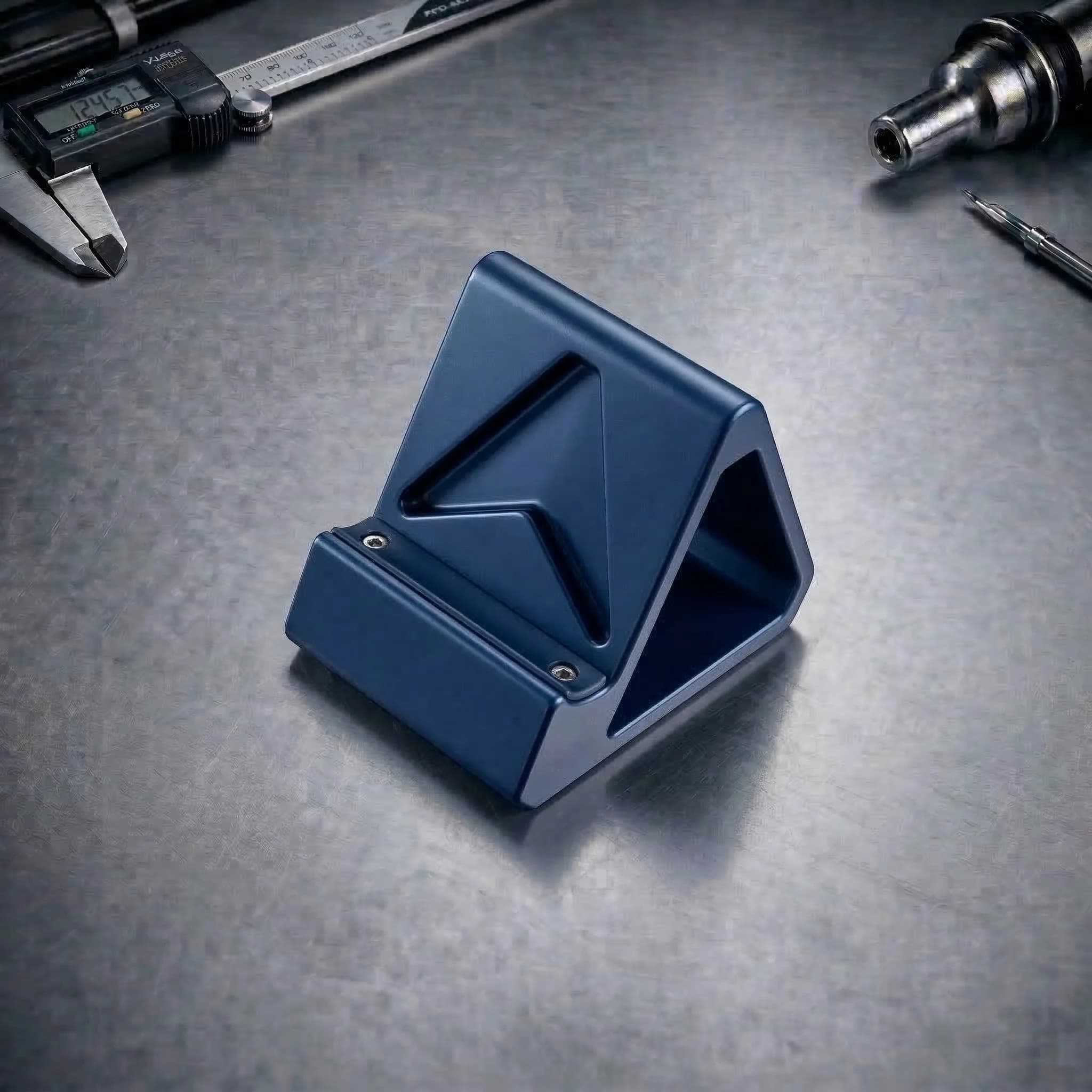
Ventajas técnicas
Termoplásticos funcionales sin herramental
Familias de materiales durables permiten pruebas mecánicas reales y fabricación de fixtures sin esperar moldes.
Ciclos de iteración rápidos
Cambios de diseño rápidos y reimpresiones ágiles aceleran los ciclos de aprendizaje de ingeniería.
Resistencia controlada por orientación
La estrategia de resistencia se planea—no se asume—para que las piezas sobrevivan rutas reales de carga y fuerzas de sujeción.
Postprocesado controlado
El retiro de soportes y la preparación de superficie se gestionan para cumplir expectativas cosméticas y de interfaz.
Operaciones secundarias listas para ensamble
Insertos termosellados, roscado y maquinado de orificios/planos datum CTQ entregan ensambles confiables.
Valor para producción de alto volumen
Planeación repetible y verificación CTQ apoyan una salida estable cuando FDM se convierte en un puente a producción.
Capacidad y envolvente FDM
Rango de tamaño de pieza y geometría
La factibilidad depende del espesor de pared, orientación, estrategia de voladizos y riesgo de alabeo. Piezas grandes y planas pueden requerir cambios de orientación, costillas o segmentación.
Revisado por CTQ
Resolución de rasgos y mínimos
FDM soporta piezas durables, pero tiene textura de líneas de capa y límites de rasgos mínimos. Paredes delgadas y orificios pequeños pueden requerir ajustes de diseño o maquinado secundario.
Depende de la geometría
Throughput y planeación por lotes
La planeación de lotes y el anidado determinan el throughput. Balanceamos densidad de acomodo con acceso a soportes, protección de superficies y estabilidad dimensional.
Prototipo → Medio volumen
¿No estás seguro si FDM es la mejor opción?
Envía CAD + requisitos y solicita una revisión DfAM + orientación. Alinearemos material, estrategia de soportes y CTQs antes de que te comprometas.
Calidad y control de proceso
La calidad en FDM depende de controlar orientación, adhesión entre capas, comportamiento térmico y humedad del material. Definir CTQs, estrategia de datums, caras cosméticas y cantidades esperadas desde el inicio permite planeación repetible y resultados estables.
| Categoría | Capacidad técnica | Notas de ingeniería |
|---|---|---|
| CTQs, datums, medición y objetivos de capacidad | Los programas FDM se estructuran alrededor de CTQs que impulsan el ensamble: caras datum, ubicación/tamaño de orificios, superficies de sello y ajustes críticos. La capacidad depende de la orientación, el comportamiento de contracción/alabeo y si las interfaces críticas se post-maquinan. | Tolera lo que importa para ajuste/función. Si una cara es datum en ensamble, considera post-maquinado o una estrategia de diseño que la proteja de marcas de soporte y alabeo. |
| Adhesión entre capas, anisotropía y dirección de resistencia | Las propiedades mecánicas varían según la dirección de impresión. La orientación, los perímetros y los parámetros térmicos influyen en la adhesión entre capas y el riesgo de delaminación bajo flexión, torque o cargas de sujeción. | Comparte rutas de carga e intención de fijación/sujeción. Para roscas de alto torque, planea insertos o rasgos post-maquinados en lugar de depender de roscas impresas. |
| Acabado superficial, líneas de capa y control de marcas de soporte | FDM presenta líneas de capa visibles y marcas de contacto de soportes. Los métodos de acabado (lijado, media finish, recubrimientos, alisado según programa) se seleccionan para cumplir objetivos cosméticos y necesidades de interfaz. | Define caras cosméticas y zonas de marca aceptables. Si la estética es crítica, especifica objetivos de acabado y métodos de postprocesado permitidos. |
| Secado/almacenamiento del material + control de humedad (higroscopicidad) | La humedad afecta la calidad de extrusión, resistencia y acabado superficial. Polímeros higroscópicos (PA, PC, PETG, TPU) requieren almacenamiento y secado controlados para evitar porosidad, capas débiles y deriva dimensional. | Trata el control de humedad como CTQ cuando el desempeño importa. Define ambiente y exposición (temperatura/fluidos) para seleccionar la familia de material correcta. |
Materiales
La selección del material determina la resistencia, la resistencia térmica, la compatibilidad química, la calidad superficial, la estabilidad dimensional y el desempeño a largo plazo. Comparte tu entorno de uso, cargas, tolerancias y características críticas para que podamos recomendar el proceso aditivo y la familia de materiales adecuados.
Termoplásticos FDM
FDM se utiliza ampliamente para prototipos de ingeniería, fixtures, jigs, ayudas de manufactura y piezas funcionales de bajo volumen. El desempeño mecánico depende de la familia del material, el diseño de paredes, la estrategia de relleno y la orientación de impresión.
Postprocesado y Operaciones Secundarias
Las piezas fabricadas mediante manufactura aditiva requieren procesos de postprocesado controlados para alcanzar calidad cosmética, precisión en interfaces y desempeño mecánico adecuado. Los flujos de trabajo se seleccionan según la geometría, el material y los requisitos de uso final.
Operaciones Secundarias y Opciones de Acabado Superficial
Guías DfAM para FDM (DFAM)
FDM se gana o se pierde por la orientación, el comportamiento térmico, las marcas de soportes y la definición de CTQ. Estas reglas DfAM reducen variación, protegen el ajuste y mejoran la resistencia funcional.
| Característica de diseño | Recomendación |
|---|---|
| Espesor de pared, puentes y voladizos | Mantén espesores consistentes y evita voladizos largos sin soporte cuando sea posible. Usa chaflanes/radios y rasgos de diseño para reducir soportes y mejorar la calidad superficial. |
| Orientación, soportes y zonas de marca | Planea la orientación para alinear resistencia con cargas y para alejar marcas de soportes de caras cosméticas y datums CTQ. Define zonas de marca en planos cuando la estética sea importante. |
| Orificios, roscas, insertos y post-maquinado | Trata orificios/roscas como sensibles al proceso. Imprime orificios ligeramente menores cuando aplique y termina por maquinado los ajustes CTQ. Usa insertos termosellados para roscas durables bajo ciclos repetidos de torque. |
| Tolerancias, ajustes y superficies de ensamble | Trata superficies de ensamble y caras de sello como CTQs. Maquina datums cuando se requiera alineación repetible en ensamble y cuando alabeo/marcas de soporte puedan comprometer la función. |
| Relleno, perímetros y estrategia de resistencia | Usa cantidad de perímetros y estrategia de relleno para soportar rutas de carga. Evita asumir comportamiento isotrópico: la adhesión entre capas y la orientación mandan el desempeño. |
| Checklist de plano y especificación (FDM) | Define CTQs, datums, caras cosméticas + reglas de marca, ambiente/exposición (temperatura/químicos), casos de carga, cantidad esperada, material preferido (y equivalentes aprobados) y cualquier requerimiento de insertos, maquinado, evidencia de inspección o trazabilidad. |
Aplicaciones e industrias
Aplicaciones de FDM
Prototipos funcionales
Prototipos termoplásticos para validar forma/ajuste y pruebas mecánicas antes de herramental.

Jigs, fixtures y ayudas de herramental
Fixtures personalizados, mordazas suaves, calibres y ayudas de ensamble fabricadas rápido para soportar flujos de manufactura.
Piezas de uso final en alto volumen
Piezas puente a producción en polímeros de ingeniería o materiales reforzados cuando el herramental no es económico.
Industrias de FDM
Automotriz
Prototipado rápido, componentes interiores, utillajes y piezas de validación utilizadas en el desarrollo de productos automotrices.

Productos de Consumo
Prototipos funcionales, modelos de validación de diseño y piezas de bajo volumen para el desarrollo de productos de consumo.

Educación
Prototipos de ingeniería, componentes de investigación y modelos funcionales utilizados en universidades y programas técnicos.

Preguntas frecuentes & Base de conocimiento
FAQs de FDM
¿Listo para fabricar piezas FDM funcionales que ajusten y rindan?
Sube CAD + requisitos para una revisión DfAM-first. Alinearemos orientación, materiales, soportes, postprocesado y verificación CTQ para entregar piezas FDM confiables para pruebas o producción de bajo volumen.
Revisión de ingeniería: menos de 2 horas