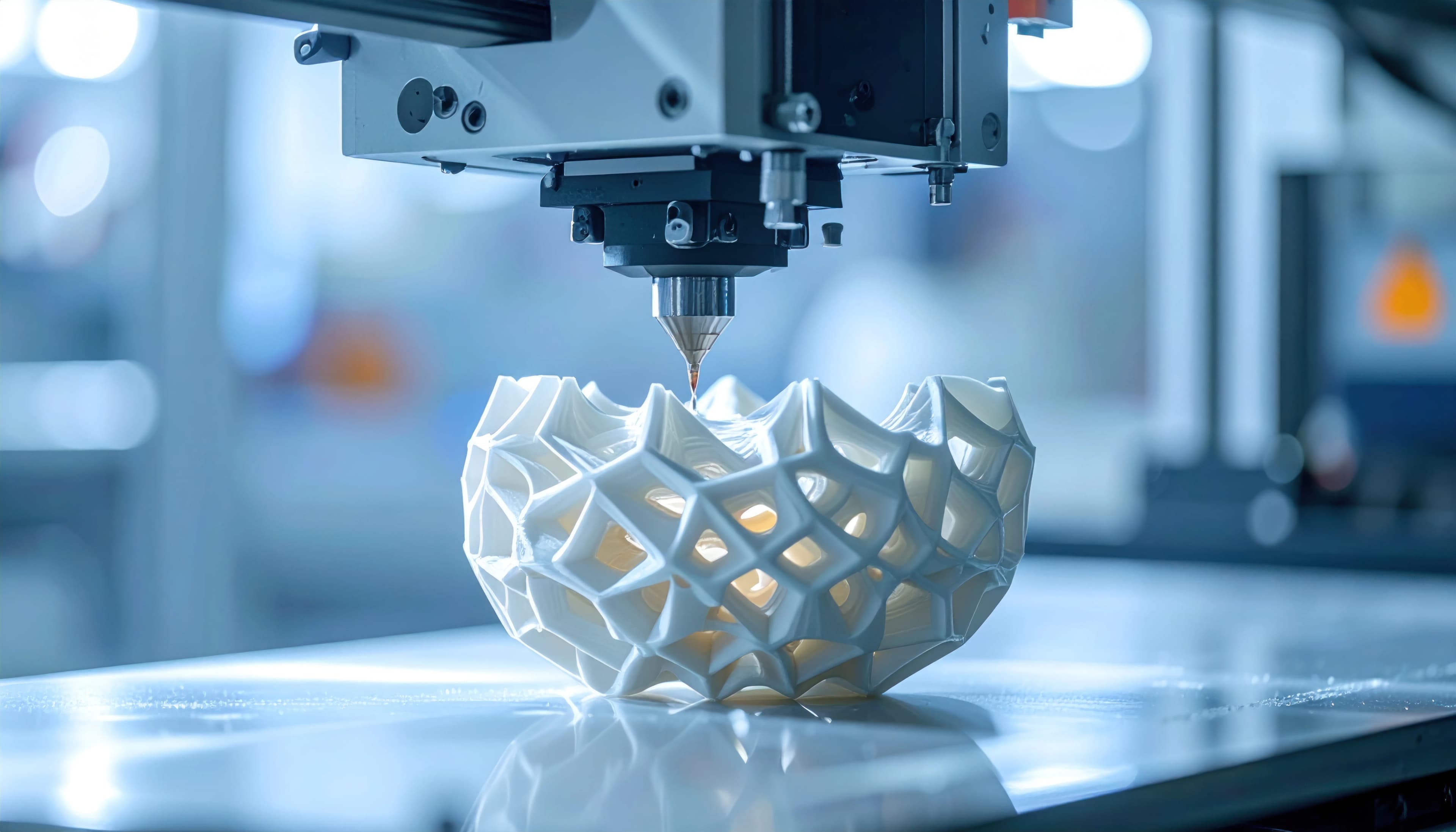
Prototipo
Impresión 3D
Prototipos enfocados en ingeniería para validar ajuste, función y ensamble. Elegimos el proceso correcto, planeamos soportes/orientación, aplicamos acabados cuando se requiere y verificamos CTQs—para que tus iteraciones converjan más rápido y de forma más predecible.
Enfoque CTQ
Ajuste + Interfaces
Lead Time Típico
Días
Modo de Build
Prototipo → Piloto
Servicios de Impresión 3D para Prototipos
Por qué PREMSA para Impresión 3D de Prototipos
PREMSA ofrece impresión 3D de prototipos para acelerar decisiones de ingeniería: verifica ajuste, interfaces de ensamble, holguras y desempeño funcional antes de comprometerte con herramental o ventanas de proceso de producción. Empezamos definiendo CTQs (datums, caras de ensamble, barrenos, snap-fits, superficies de sellado) y luego seleccionamos el mejor proceso para tu intención: FDM, SLA/DLP, SLS/MJF o aditivo en metal cuando se requiere.
El éxito del prototipo depende de controlar los factores que generan sorpresas: soportes, deformación/warping, comportamiento de contracción y efectos del postprocesado en holguras. Alineamos orientación/soportes y acabados para producir piezas que prueben lo que importa—sin resultados engañosos.
Desde modelos tempranos proof-of-concept hasta prototipos funcionales y sets piloto, soportamos programas repetibles, control de revisiones y operaciones secundarias (insertos térmicos, barrenado/escariado de barrenos CTQ y maquinado ligero de datums críticos). Recibes prototipos que validan la realidad—no solo la geometría.
¿Qué es la Impresión 3D para Prototipos?
La impresión 3D de prototipos produce piezas rápidamente para validar la intención de diseño antes de escalar a producción. Un buen programa de prototipos no es solo imprimir—es elegir el proceso correcto y el comportamiento del material para que las pruebas (ajuste, resistencia, flexión, exposición térmica, cosmética) entreguen señal confiable.
Los resultados dependen de selección de proceso, planeación del build, estrategia de soportes, acabados y verificación de CTQs. Un programa exitoso balancea velocidad con los controles necesarios para aprender las lecciones correctas.
Flujo de Prototipado
Un flujo de selección de proceso + DfAM diseñado para reducir ciclos de iteración y proteger resultados CTQ.
1. Recepción de Archivos e Intención del Prototipo
Revisamos CAD + planos y confirmamos tu objetivo: concepto, fit-check, prueba funcional, revisión estética o set piloto.
2. CTQs + Selección de Proceso
Definimos CTQs y elegimos el mejor proceso (FDM/SLA/SLS/MJF) según geometría, necesidades de tolerancia, superficie y objetivo mecánico.
3. Revisión DfAM (Soportes, Riesgo de Deformación, Holguras)
Evaluamos estrategia de pared, riesgo de distorsión, accesibilidad de soportes, holguras objetivo y expectativas de tolerancia en interfaces.
4. Planeación de Build (Orientación + Soportes / Anidado)
Definimos orientación y soportes (o anidado en procesos de lecho de polvo) para proteger caras CTQ y reducir retrabajo.
5. Impresión y Manejo en Proceso
Las piezas se producen con parámetros alineados a la intención del prototipo y a la clase de acabado acordada.
6. Postprocesado y Limpieza
Remoción de soportes, lavado/curado (resinas), depowdering (lecho de polvo) y limpieza estética según se especifique.
7. Operaciones Secundarias (Si se Requiere)
Insertos térmicos, roscado según programa, barrenado/escariado de barrenos CTQ y maquinado ligero de datums cuando se necesita realismo de ensamble.
8. Inspección y Verificación de CTQ
Validamos CTQs contra datums acordados (ajustes, barrenos, caras de ensamble) con documentación alineada a la madurez del prototipo y al riesgo.
Guía de Selección de Proceso (Qué Usar y Cuándo)
FDM: Rápido + Costo-Efectivo
Ideal para iteración rápida, jigs/fixtures, carcasas y geometría funcional donde el acabado superficial y tolerancias muy cerradas no son el driver principal.
SLA/DLP: Alto Detalle + Superficies Suaves
Ideal para prototipos estéticos, detalles finos, aristas definidas y superficies lisas—útil para revisiones de apariencia y detalle visual preciso.
SLS/MJF: Nylon Resistente + Sin Soportes
Ideal para piezas funcionales de nylon, geometría compleja y ensambles donde imprimir sin soportes y tener desempeño repetible es clave.
Aditivo en Metal: Comportamiento Metálico
Se usa cuando los prototipos deben reflejar rigidez metálica, comportamiento térmico o restricciones de uso específicas—frecuentemente con postprocesado/maquinado en interfaces CTQ.
El Acabado Impacta el Ajuste
El postprocesado cambia la holgura efectiva. Consideramos el acabado en la estrategia de holguras para que los ensambles prueben la realidad correcta.
Interfaces CTQ como Características Secundarias
Para caras de alineación, barrenos de precisión y roscas durables, usamos insertos y post-ops en vez de forzar límites de solo-impresión.
Ventajas Técnicas
Ciclos de Iteración Más Rápidos
Los prototipos rápidos reducen tiempos de espera y ayudan a converger hacia diseños validados más pronto.
Mejor Aprendizaje de Ajuste y Ensamble
La planeación enfocada en CTQ asegura que los prototipos prueben las interfaces que importan en el ensamble final.
Proceso Correcto para el Trabajo
Elegimos proceso + comportamiento del material alineado a tu objetivo de prueba—para que los resultados sean significativos.
Acabado Alineado a la Intención
Limpieza y programas de superficie coinciden con expectativas estéticas sin comprometer holguras funcionales.
Operaciones Secundarias Listas para Ensamble
Insertos, barrenado/escariado y maquinado ligero entregan ensambles realistas cuando se requiere.
Programas Repetibles
Planeación y documentación estables permiten resultados predecibles a través de revisiones y sets piloto.
Capacidad y Envolvente
Tamaño de Pieza y Rango de Geometría
La factibilidad depende de la elección de proceso, riesgo de deformación y accesibilidad de soportes. Carcasas grandes y delgadas pueden requerir segmentación, nervaduras o cambio de proceso.
Revisado por CTQ
Holguras Funcionales y Ensambles
Los ensambles dependen de la estrategia de holguras y del acabado. Pines/barrenos CTQ o caras datum pueden requerir post-ops para un ajuste confiable.
Enfocado a ajuste
Throughput y Velocidad de Iteración
Priorizamos velocidad en iteración temprana y agregamos controles/verificación conforme el prototipo madura hacia builds piloto.
Concepto → Piloto
¿No estás seguro qué proceso de impresión 3D elegir?
Envía CAD + requerimientos y solicita una revisión de selección de proceso + CTQ. Alinearemos proceso, comportamiento del material, soportes/orientación, acabado y verificación antes de que te comprometas.
Calidad y Control de Proceso
La calidad en prototipos se trata de que las pruebas sean significativas. Definir CTQs, estrategia de datums, caras de ensamble, holguras funcionales, expectativas de superficie y cantidad desde el inicio permite la selección correcta de proceso y una planeación estable.
| Categoría | Capacidad Técnica | Notas de Ingeniería |
|---|---|---|
| CTQs, Datums y Estrategia de Metrología | Los programas de prototipo se estructuran alrededor de CTQs que impulsan el ensamble: caras datum, ubicación/tamaño de barrenos, caras de sellado/ensamble y ajustes funcionales. La capacidad depende del proceso, la geometría y si interfaces CTQ se post-acaban. | Si una cara es datum en el ensamble, protégela con orientación y considera post-ops cuando la alineación sea crítica. |
| Factores de Exactitud: Deformación, Soportes, Contracción y Orientación | Las piezas impresas varían por la física del proceso y la geometría. Estrategia de soportes, comportamiento térmico y postprocesado influyen en dimensiones finales. | Para ajustes cerrados, diseña holguras funcionales y usa operaciones secundarias en interfaces CTQ en vez de empujar límites de solo-impresión. |
| Acabado Superficial y Cosmética: Tal Cual Impreso → Postproceso | El resultado de superficie depende del proceso y de la clase de acabado. SLA/DLP entrega superficies suaves; el nylon de lecho de polvo es mate; FDM muestra textura por capas. El postprocesado mejora cosmética pero puede cambiar el ajuste. | Especifica clase de acabado y expectativas estéticas; para ensambles, considera el acabado en la estrategia de holguras. |
| Repetibilidad: Programas para Ciclos de Iteración y Corridas Pequeñas | La repetibilidad mejora cuando se fijan proceso/material/parámetros y pasos de acabado. Esto importa cuando necesitas múltiples revisiones o sets piloto que deban ensamblar consistentemente. | Fija parámetros clave (proceso, material, orientación/soportes, acabado) una vez que el diseño converge. |
Materiales
La selección del material determina la resistencia, la resistencia térmica, la compatibilidad química, la calidad superficial, la estabilidad dimensional y el desempeño a largo plazo. Comparte tu entorno de uso, cargas, tolerancias y características críticas para que podamos recomendar el proceso aditivo y la familia de materiales adecuados.
Termoplásticos FDM
FDM se utiliza ampliamente para prototipos de ingeniería, fixtures, jigs, ayudas de manufactura y piezas funcionales de bajo volumen. El desempeño mecánico depende de la familia del material, el diseño de paredes, la estrategia de relleno y la orientación de impresión.
Resinas SLA / DLP
Las resinas fotopoliméricas ofrecen excelente calidad superficial y alta resolución de detalle. Las propiedades finales dependen de la química de la resina y del poscurado.
Polímeros SLS / MJF
Los procesos de polímero por lecho de polvo permiten geometrías complejas sin estructuras de soporte y son ideales para piezas funcionales de uso final.
Materiales Metálicos para Manufactura Aditiva (DMLS / SLM)
La manufactura aditiva en metal permite geometrías complejas y canales internos. Con frecuencia se requieren tratamientos térmicos secundarios y maquinado de acabado.
Postprocesado y Operaciones Secundarias
Las piezas fabricadas mediante manufactura aditiva requieren procesos de postprocesado controlados para alcanzar calidad cosmética, precisión en interfaces y desempeño mecánico adecuado. Los flujos de trabajo se seleccionan según la geometría, el material y los requisitos de uso final.
Operaciones Secundarias y Opciones de Acabado Superficial
Guías DfAM para Prototipos (DFAM)
El éxito del prototipo se gana al elegir el proceso correcto y proteger interfaces CTQ. Estas reglas DfAM reducen retrabajo, mejoran realismo de ajuste y acortan ciclos de iteración.
| Característica de Diseño | Recomendación |
|---|---|
| Espesor de Pared, Soportes y Prevención de Fallas | Evita características extremadamente delgadas sin estrategia de soporte. Mantén paredes consistentes cuando sea posible y agrega radios/nervaduras para reducir distorsión y fracturas. |
| Holguras, Ajustes y Ensambles | Diseña gaps funcionales de forma intencional y consistentes. Considera el acabado, ya que puede cambiar la holgura efectiva en ajustes cerrados. |
| Barrenos, Roscas e Insertos | Usa insertos para roscas durables bajo ciclos repetidos de torque. Planea barrenado/escariado para barrenos CTQ y refuerza bosses con radios para reducir agrietamiento. |
| Orientación, Superficies Datum y Protección de Características | Orienta para proteger caras datum y superficies de ensamble de marcas de soporte y distorsión. Si una cara es datum en el ensamble, trátala como protegida. |
| Acabado Superficial, Texto y Detalle | Alinea el proceso al requisito de detalle. SLA/DLP soporta detalles nítidos; el nylon en lecho de polvo es mate; FDM muestra capas. Usa texto emboss/deboss más grande y protege aristas con chaflanes/radios. |
| Checklist de Plano y Especificación (Impresión 3D de Prototipos) | Define intención del prototipo, CTQs, datums, caras de ensamble + holguras funcionales, clase de acabado, familia de material preferida, cantidad objetivo, exposición ambiental y cualquier necesidad de insertos, maquinado, evidencia de inspección o trazabilidad. |
Aplicaciones e Industrias
Aplicaciones de Impresión 3D de Prototipos

Prototipos de Ajuste y Ensamble
Carcasas, brackets, montajes e interfaces para validar holguras, alineación y estrategia de tornillería desde temprano.

Prototipos Funcionales
Piezas durables para pruebas mecánicas, manejo y pilot testing—elige el comportamiento del material según la prueba.

Modelos Estéticos / de Presentación
Piezas de alto detalle para revisiones con stakeholders, ergonomía y visuales de producto—frecuentemente SLA/DLP con preparación de superficie.
Industrias de Impresión 3D de Prototipos
Agencias de Diseño
Modelos conceptuales, prototipos visuales y piezas de validación de diseño utilizadas por equipos de diseño industrial y estudios creativos.

Hardware
Prototipos rápidos, validación de carcasas y piezas funcionales para startups y equipos de desarrollo de productos de hardware.

Productos de Consumo
Prototipos en etapas tempranas, modelos ergonómicos y piezas de validación funcional utilizadas durante el desarrollo de productos de consumo.

FAQs & Base de Conocimiento
FAQs de Impresión 3D de Prototipos
¿Listo para prototipar más rápido y reducir riesgos en tu diseño?
Sube CAD + requerimientos para una revisión de selección de proceso + DfAM. Alinearemos materiales, planeación del build, acabado y verificación de CTQ para entregar prototipos que validen ajuste y función—rápido.
Revisión de Ingeniería: En Menos de 2 Horas