Producción
Impresión 3D
Manufactura aditiva para uso final con calificación de proceso y control de lotes. Bloqueamos orientación/parámetros, controlamos el acabado y verificamos CTQs—para que tus lotes ensamblen de forma consistente y funcionen en campo.

Control de Lotes
CTQ Verificado
Lead Time Típico
Basado en lotes
Modo de Fabricación
Medio → Alto Volumen
Servicios de Impresión 3D de Producción
Por qué PREMSA para Impresión 3D de Producción
PREMSA ofrece impresión 3D de producción para componentes de uso final donde importan la repetibilidad, consistencia de acabado y desempeño en CTQs. Empezamos definiendo CTQs (datums, caras de ensamble, orificios, superficies de sello, interfaces de tornillería) y calificando el proceso correcto para tus requisitos: FDM, SLA/DLP, SLS/MJF o aditivo metálico cuando se necesite.
El éxito en producción depende de controlar lo que causa deriva: cambios de parámetros, variación por lote de material, diferencias de orientación/soportes, historial térmico y variabilidad del post-proceso. Bloqueamos la estrategia de fabricación y los programas de acabado para que tus lotes se prueben y se desempeñen como el producto real—de forma consistente.
Desde producción de uso final en bajo volumen hasta lotes piloto que escalan, soportamos control de cambios, seguimiento de revisiones, documentación por lote y operaciones secundarias (insertos, barrenado/escariado de orificios CTQ y maquinado ligero de datums críticos) para asegurar que los ensambles permanezcan estables entre corridas.
¿Qué es la Impresión 3D de Producción?
La impresión 3D de producción es manufactura aditiva utilizada para entregar piezas de uso final o de intención de producción en lotes repetibles. El programa no se trata solo de imprimir—se trata de calificar un proceso y bloquear la estrategia de fabricación + acabado para que el desempeño y el ajuste se mantengan estables entre lotes.
Los resultados dependen de calificación del proceso, bloqueo de parámetros, manejo controlado, control de clase de acabado y verificación de CTQs. Un programa exitoso equilibra throughput con los controles necesarios para un desempeño consistente en campo y ensamble.
Flujo de Trabajo de Producción
Un flujo de calificación + bloqueo de parámetros diseñado para lotes estables, calidad repetible y cambios controlados.
1. Recepción de archivos y requisitos de uso final
Revisamos el CAD + planos y confirmamos la intención de uso final: ambiente, cargas, interfaces, clase cosmética, cantidad objetivo y expectativas de vida útil.
2. CTQs + selección de proceso
Definimos los CTQs y seleccionamos el mejor proceso de producción (FDM/SLA/SLS/MJF/Metal) según comportamiento mecánico, necesidades de tolerancia, requerimientos de superficie y metas de costo/capacidad.
3. Plan de calificación (capacidad + clase de acabado)
Alineamos los criterios de aceptación: plan de medición de CTQs, definición de la clase de acabado y cualquier documentación o estrategia de muestreo requerida.
4. Planeación de fabricación bloqueada (orientación + soportes / nesting)
Bloqueamos la orientación y los soportes (o el nesting en procesos de lecho de polvo) para proteger caras CTQ y estabilizar los resultados entre lotes.
5. Producción por lotes (manejo controlado)
Las piezas se producen en lotes utilizando parámetros bloqueados y controles de manejo alineados al programa calificado.
6. Programas de postproceso
Remoción de soportes, lavado/curado (resinas), despulverizado (lecho de polvo), bead-blast/teñido/preparación de superficie según se especifique—controlado por la clase de acabado.
7. Operaciones secundarias (si se requieren)
Insertos colocados por calor, roscado según programa, barrenado/reaming de agujeros CTQ y maquinado ligero de datums críticos para lograr realismo de ensamble y ajustes repetibles.
8. Inspección, Muestreo y Control de Cambios
Verificación de CTQs contra datums definidos, planes de muestreo estructurados, documentación por lote y actualizaciones controladas para preservar el desempeño repetible entre lotes.
Guía de Selección de Proceso (Casos de Uso en Producción)
FDM: Uso Final Rentable (Basado en Programa)
Ideal para fixtures, cubiertas, carcasas y piezas funcionales donde la textura por capas es aceptable y el programa puede bloquear material + parámetros.
SLA/DLP: Uso Final de Alta Definición (Resinas Controladas)
Ideal para piezas lisas, cosméticas y con detalles finos donde la selección de resina, control de curado y clase de acabado impulsan la consistencia.
SLS/MJF: Producción en Nylon Duradero
Ideal para piezas y ensambles de nylon de uso final que requieren impresión sin soportes, comportamiento mecánico estable y repetibilidad por lotes.
Aditivo Metálico: Comportamiento de Metal en Uso Final
Se usa cuando las piezas requieren rigidez metálica, comportamiento térmico o desempeño a corrosión—frecuentemente combinado con tratamiento térmico controlado y maquinado en interfaces CTQ.
El Acabado Debe Estar Bloqueado
En producción, el acabado es parte del proceso. Controlamos clases de acabado y consideramos cualquier impacto dimensional en los ajustes.
Interfaces CTQ como Post-Operaciones
Para orificios de precisión, datums, superficies de sello y roscas durables, planeamos insertos y maquinado/escariado en lugar de forzar límites solo de impresión.
Ventajas en Producción
Salida Repetible Lote a Lote
Parámetros y estrategia de fabricación bloqueados reducen la variación entre lotes.
Confianza de Ensamble Basada en CTQs
Los programas se estructuran alrededor de datums, caras de ensamble y ajustes funcionales para mantener estabilidad en ensambles.
Consistencia de Clase de Acabado
Programas de post-proceso controlados entregan cosmética predecible e impacto dimensional consistente.
Operaciones Secundarias para Interfaces Reales
Insertos y post-operaciones permiten roscas durables, orificios de precisión y caras datum confiables.
Control de Cambios y Trazabilidad
El seguimiento de revisiones y actualizaciones controladas protegen el desempeño mientras el programa evoluciona.
Suministro Flexible para Medio → Alto Volumen
La producción por lotes soporta ramp-ups, refacciones y suministro de uso final sin lead times de herramental.
Capacidad y Ventana de Producción
Tamaño de Pieza y Rango de Geometría
La factibilidad depende de la elección de proceso, riesgo de distorsión y accesibilidad para soportes. Carcasas delgadas grandes pueden requerir segmentación, nervaduras o cambio de proceso para proteger el rendimiento (yield).
Revisado por CTQ
Holguras Funcionales y Ensambles
Los ensambles en producción dependen de una estrategia de holguras bloqueada y clase de acabado. Barrenos CTQ, pasadores y datums pueden requerir post-operaciones para ajuste repetible.
Enfoque de ensamble
Throughput y Planeación de Lotes
Planeamos tamaños de lote, nesting/orientación y capacidad de acabado para alinear throughput con calidad y objetivos de entrega.
Controlado por lotes
¿No estás seguro qué proceso de impresión 3D de producción elegir?
Envía CAD + requisitos y solicita una calificación de proceso de producción + revisión de CTQs. Alinearemos selección de proceso, comportamiento del material, bloqueo de fabricación, clase de acabado y plan de inspección antes de escalar.
Calidad y Control de Proceso
La calidad en producción se trata de repetibilidad. Definir CTQs, estrategia de datums, holguras funcionales, clase de acabado, tamaño de lote y muestreo desde el inicio habilita bloqueo de parámetros, post-proceso controlado y resultados estables lote a lote.
| Categoría | Capacidad Técnica | Notas de Ingeniería |
|---|---|---|
| CTQs, Datums y Estrategia de Inspección por Lote | Los programas de producción se estructuran alrededor de CTQs que gobiernan el ensamble: caras datum, ubicación/tamaño de orificios, superficies de sello/ensamble y ajustes funcionales. La capacidad depende de la física del proceso, la geometría y si las interfaces CTQ se post-acaban. | Si una cara es datum en el ensamble, protégela con orientación bloqueada y considera post-operaciones cuando la alineación sea crítica. |
| Bloqueo de Parámetros, Control de Cambios y Trazabilidad | La repetibilidad mejora cuando proceso/material/parámetros y pasos de acabado se bloquean con control de cambios documentado. Se gestiona el lote de material, cambios de orientación/soportes y variabilidad del acabado para evitar deriva. | Bloquea parámetros clave (proceso, material, orientación/soportes, acabado) y gestiona cambios mediante re-calificación controlada cuando sea necesario. |
| Acabado Superficial y Cosmética: Clases de Acabado Controladas | El resultado superficial depende del proceso y la clase de acabado. SLA/DLP entrega superficies lisas; nylon en lecho de polvo es mate; FDM muestra textura por capas. El post-proceso mejora la cosmética pero puede cambiar el ajuste—por eso debe controlarse. | Especifica clase de acabado y expectativas cosméticas; para ensambles, considera el acabado en la estrategia de holguras y contrólalo lote a lote. |
| Repetibilidad: Programas por Lote, Muestreo y Documentación | La repetibilidad mejora con planeación basada en lotes, planes de muestreo, calibres y documentación. Esto importa cuando los ensambles deben ser consistentes entre lotes y a través del tiempo. | Usa planes de muestreo y bloquea el programa una vez que el diseño y requisitos estén estables. |
Materiales
La selección del material determina la resistencia, la resistencia térmica, la compatibilidad química, la calidad superficial, la estabilidad dimensional y el desempeño a largo plazo. Comparte tu entorno de uso, cargas, tolerancias y características críticas para que podamos recomendar el proceso aditivo y la familia de materiales adecuados.
Termoplásticos FDM
FDM se utiliza ampliamente para prototipos de ingeniería, fixtures, jigs, ayudas de manufactura y piezas funcionales de bajo volumen. El desempeño mecánico depende de la familia del material, el diseño de paredes, la estrategia de relleno y la orientación de impresión.
Resinas SLA / DLP
Las resinas fotopoliméricas ofrecen excelente calidad superficial y alta resolución de detalle. Las propiedades finales dependen de la química de la resina y del poscurado.
Polímeros SLS / MJF
Los procesos de polímero por lecho de polvo permiten geometrías complejas sin estructuras de soporte y son ideales para piezas funcionales de uso final.
Materiales Metálicos para Manufactura Aditiva (DMLS / SLM)
La manufactura aditiva en metal permite geometrías complejas y canales internos. Con frecuencia se requieren tratamientos térmicos secundarios y maquinado de acabado.
Postprocesado y Operaciones Secundarias
Las piezas fabricadas mediante manufactura aditiva requieren procesos de postprocesado controlados para alcanzar calidad cosmética, precisión en interfaces y desempeño mecánico adecuado. Los flujos de trabajo se seleccionan según la geometría, el material y los requisitos de uso final.
Operaciones Secundarias y Opciones de Acabado Superficial
Guías de DfAM para Producción (DFAM)
El éxito en producción se gana bloqueando lo importante: estrategia de fabricación, protección de datums, estrategia de holguras y controles de acabado. Estas reglas de DfAM mejoran yield, estabilidad y repetibilidad lote a lote.
| Característica de Diseño | Recomendación |
|---|---|
| Estrategia de Paredes, Soportes y Protección de Yield | Evita características extremadamente delgadas sin una estrategia de soportes bloqueada. Mantén paredes consistentes, agrega filetes/nervaduras y diseña para yield estable entre lotes. |
| Holguras, Ajustes y Ensambles | Diseña holguras funcionales de forma intencional y mantén consistencia. Considera el impacto dimensional de la clase de acabado para que los ensambles sean estables entre lotes. |
| Orificios, Roscas, Insertos y Rutas de Carga | Usa insertos para roscas durables bajo ciclos repetidos de torque. Planea barrenado/escariado para orificios CTQ y diseña bosses con filetes para reducir agrietamiento y deriva. |
| Orientación Bloqueada, Superficies Datum y Protección de Características | Bloquea orientación para proteger caras datum y superficies de ensamble de marcas de soporte y distorsión. Si una cara es datum en el ensamble, trátala como protegida y considera post-operaciones. |
| Checklist de Planos y Especificaciones (Impresión 3D de Producción) | Define intención de uso final, CTQs, datums, caras de ensamble + holguras funcionales, clase de acabado, familia de material preferida, tamaño de lote/EAU objetivo, exposición ambiental y cualquier necesidad de insertos, maquinado, evidencia de inspección o trazabilidad. |
Aplicaciones e Industrias
Aplicaciones de Impresión 3D de Producción
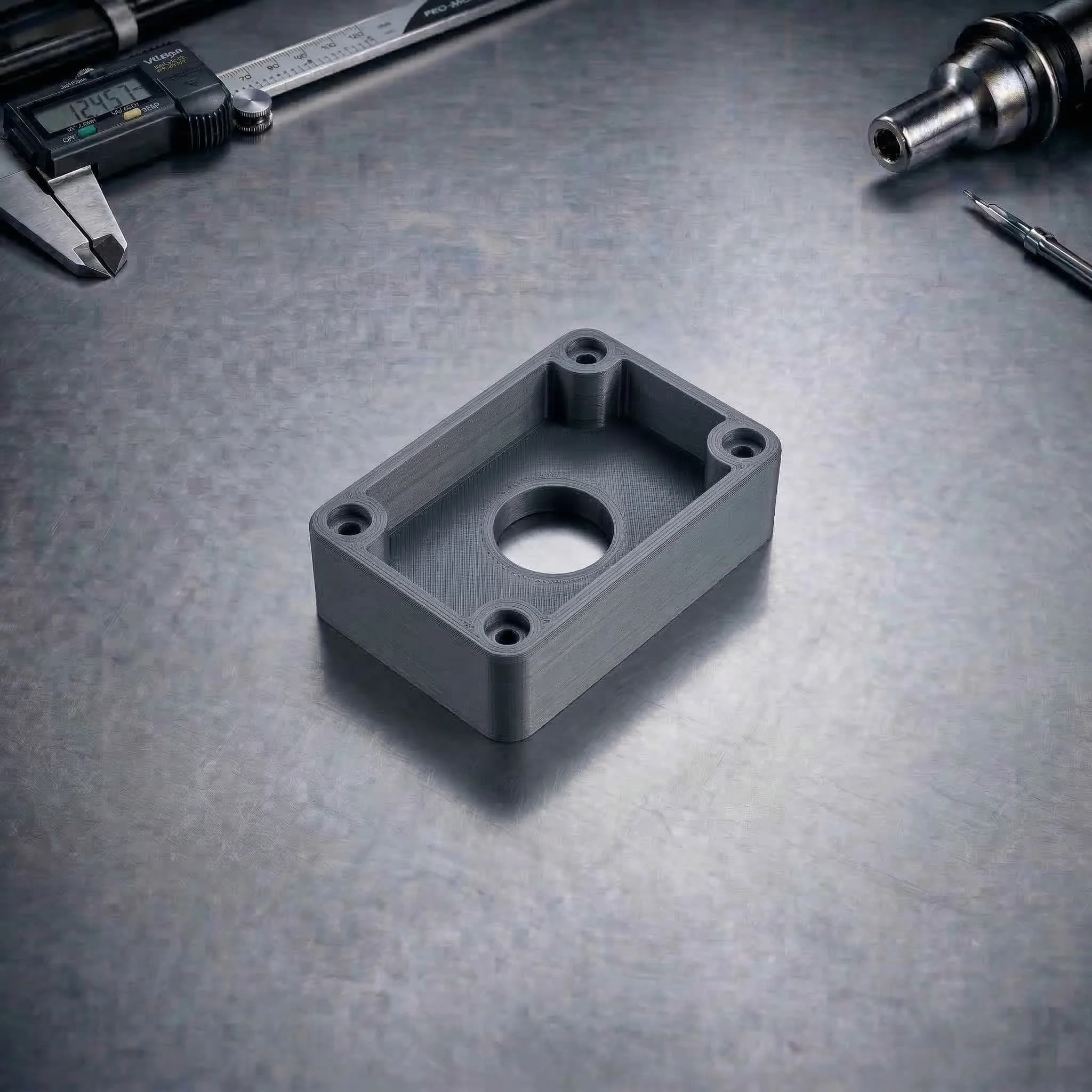
Carcasas y Cubiertas de Uso Final
Guardas, cubiertas, envolventes y carcasas protectoras donde importan el ajuste repetible y la cosmética consistente.
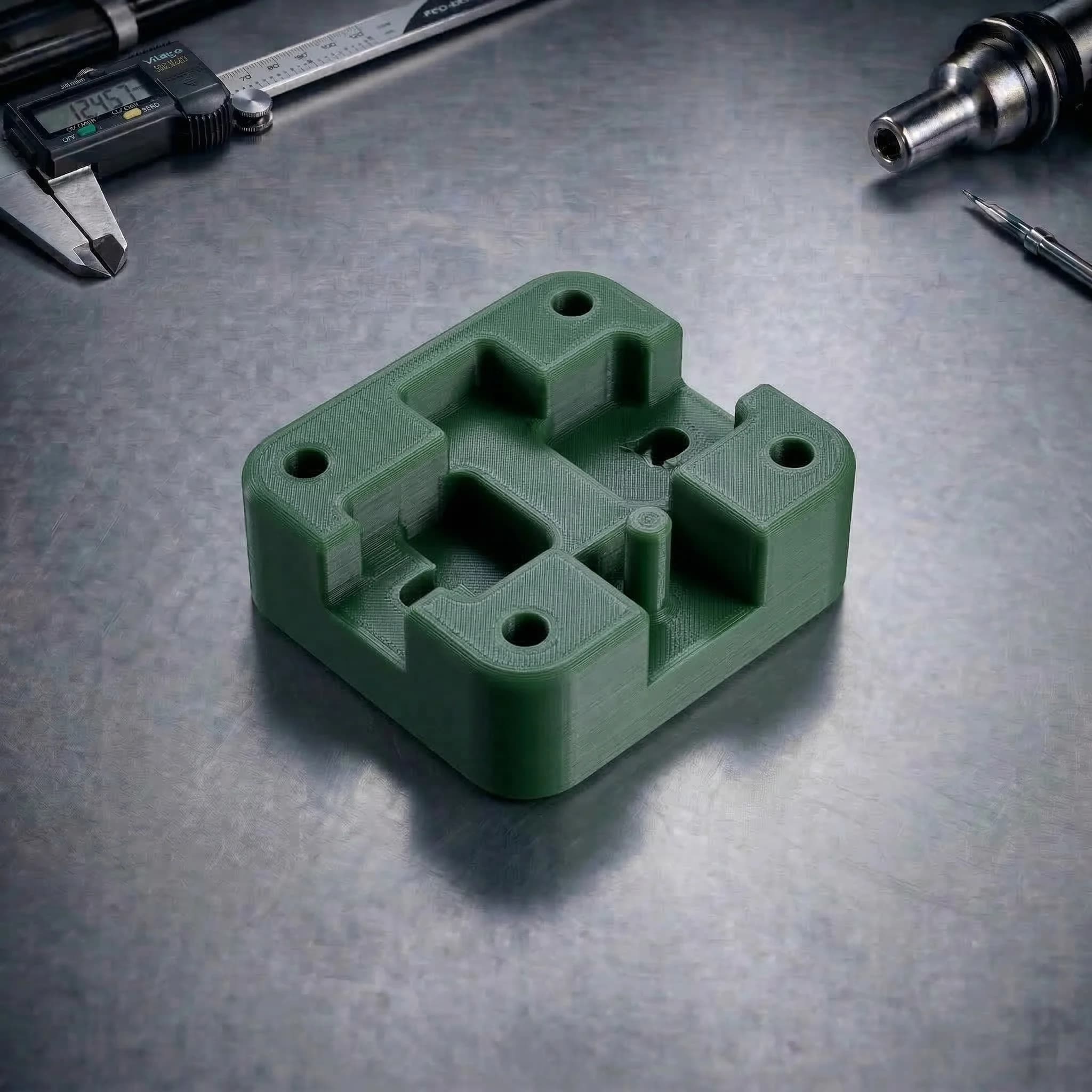
Fixtures, Jigs y Ayudas de Herramental
Piezas de soporte a producción diseñadas para durabilidad, alineación repetible y desempeño estable en taller.
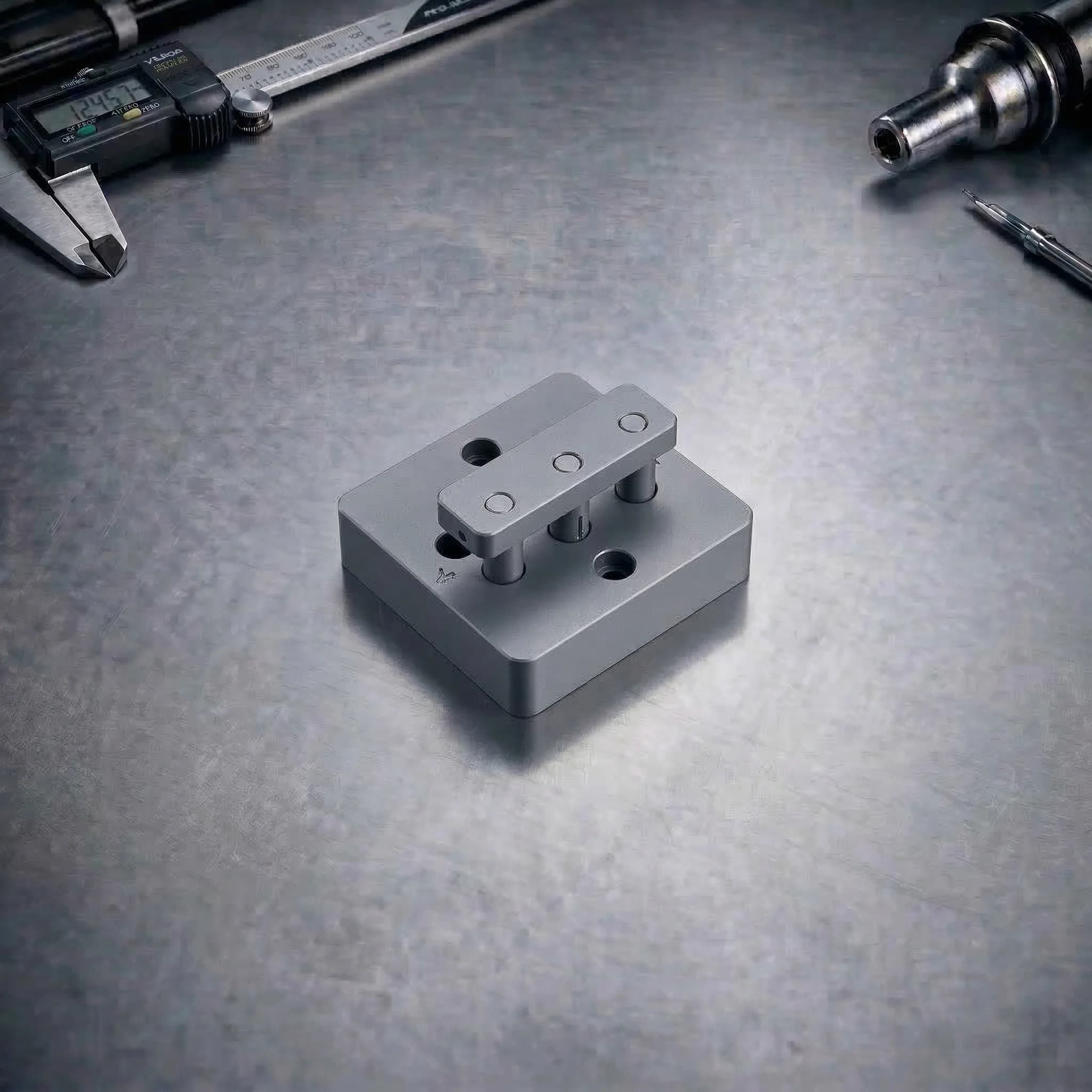
Ensambles Funcionales en Nylon
Piezas en lecho de polvo sin soportes para ensambles con interfaces consistentes y comportamiento mecánico estable.
Industrias de Impresión 3D de Producción
Productos de Consumo
Piezas finales de uso, componentes personalizados y piezas de producción de bajo volumen para productos de consumo y lanzamientos de nuevos productos.

Equipos Industriales
Componentes listos para producción, refacciones y componentes mecánicos personalizados para maquinaria industrial.

Electrónica y Semiconductores
Carcasas de producción, componentes estructurales y hardware de montaje personalizado para equipos electrónicos y de semiconductores.

Preguntas Frecuentes & Base de Conocimiento
FAQs de Impresión 3D de Producción
¿Listo para escalar impresión 3D de producción con control de lotes repetible?
Sube CAD + requisitos para una calificación de producción + revisión de CTQs. Alinearemos selección de proceso, bloqueo de parámetros, control de acabado y planeación de inspección para entregar piezas de uso final con desempeño repetible lote a lote.
Revisión de Ingeniería: Menos de 2 Horas