CNC Tipo Suizopara Piezas Pequeñasde Alta Precisión
Cuando los diámetros pequeños, el gran voladizo y los ajustes funcionales vuelven inestable el torneado convencional, el maquinado tipo suizo mantiene el corte soportado. Resultado: diámetros confiables, acabados más limpios y posiciones de características consistentes corrida tras corrida—especialmente en programas por barra con taladros cruzados, planos y roscas pequeñas.
Método de Estabilidad
Soportado con buje guía
Ventana de Prototipo
5–15 Días
Volumen de Programa
1M+ Pzas
Maquinado CNC Tipo Suizo
Por qué usar Torneado Tipo Suizo en PREMSA
El maquinado tipo suizo está hecho para piezas donde la flexión de la barra distorsionaría diámetros, generaría vibración (chatter) o movería el runout. El buje guía soporta el material cerca del corte, así que las características pequeñas se mantienen consistentes incluso cuando la pieza es larga respecto a su diámetro.
En producción, el tipo suizo se trata de ciclos predecibles y salida repetible. La alimentación por barra reduce el manejo, y la herramienta viva puede agregar taladros cruzados, planos y ranuras sin mandar la pieza a otra máquina—protegiendo relaciones funcionales.
El tipo suizo no es una “tolerancia mágica”. Es un sistema. Los mejores resultados llegan cuando alineamos condición de barra, estrategia de herramienta y método de inspección con lo que realmente importa—ajustes, runout y posición de características—sin inflar costo por dimensiones no funcionales.
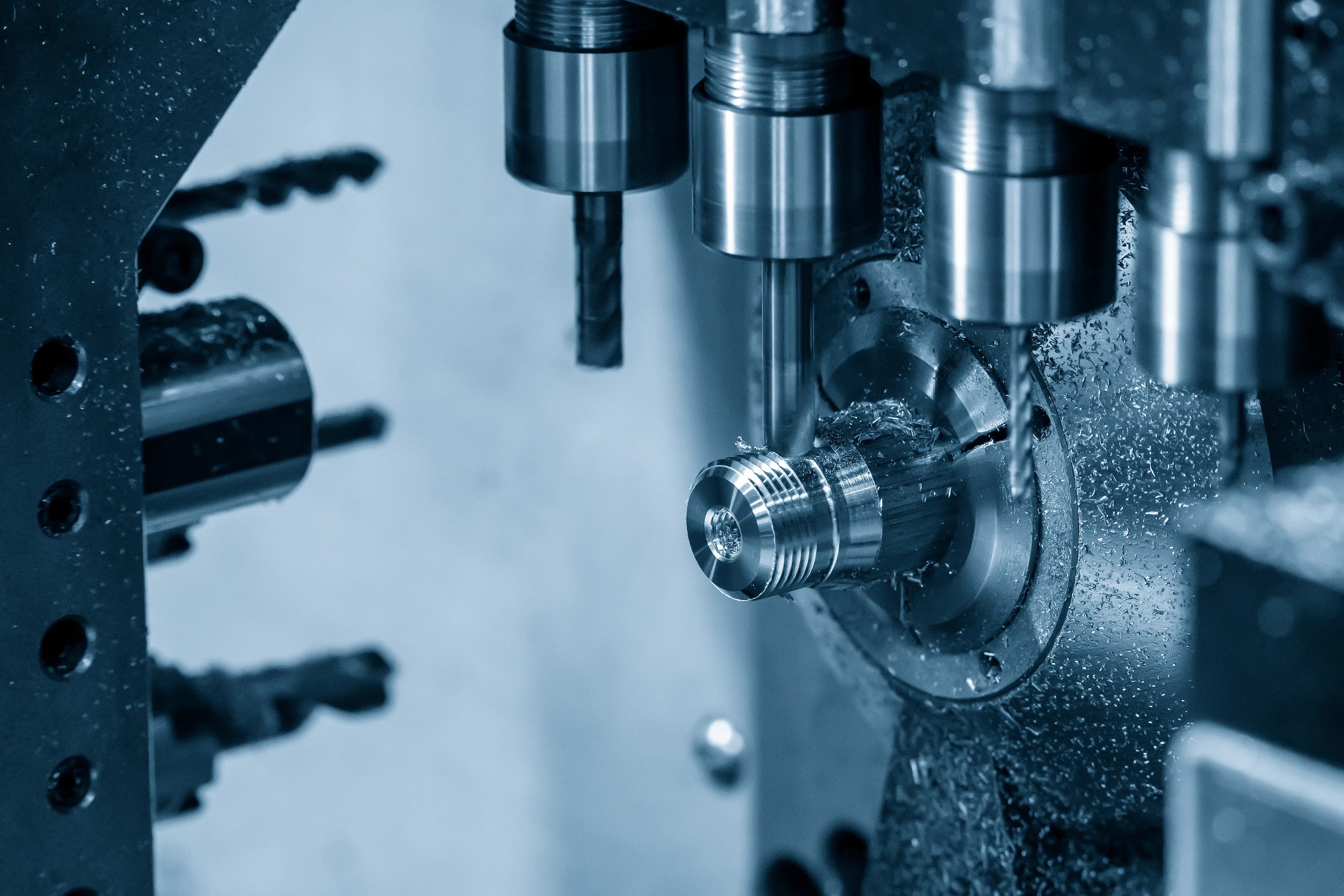
¿Qué es el Maquinado Tipo Suizo?
El CNC tipo suizo (cabezal deslizante) alimenta la barra a través de un buje guía. En lugar de que la herramienta corte con mucho alcance sobre una pieza esbelta, la pieza va soportada y se avanza conforme se remueve material. Por eso el tipo suizo sobresale en diámetros pequeños y piezas largas.
Muchas máquinas tipo suizo combinan torneado con herramienta viva y subhusillo. Eso permite operaciones del frente y de la parte posterior, además de características cruzadas, en un solo ciclo automatizado—reduciendo volteos manuales y ayudando a mantener relaciones dimensionales.
Cómo Funciona el Maquinado Tipo Suizo
Un proceso por barra diseñado alrededor del soporte, el corte (cutoff) y el control de rebaba.
1. Preparación de Barra + Buje Guía
Confirmamos diámetro, rectitud y condición de la barra, luego ajustamos el buje guía para soportar la zona de corte y evitar “bar whip” o deriva en diámetro.
2. Torneado del Frente + Operaciones con Herramienta Viva
Ejecutamos torneado (OD/ID/ranuras) y agregamos características cruzadas con herramienta viva mientras la pieza sigue totalmente soportada.
3. Toma con Subhusillo (Cuando Aplica)
Si el diseño tiene características en la cara posterior, el subhusillo toma la pieza antes del cutoff para terminar atrás sin volteo manual.
4. Cutoff + Terminado + Verificación
Controlamos rebaba de corte, aplicamos expectativas de rompeborde y verificamos CTQs con medición adecuada—calibres pasa/no pasa, pines/aire, micrómetros, óptico/CMM cuando se requiera.
Por qué el Tipo Suizo Gana con la Geometría Correcta
Estabilidad en Diámetros Pequeños
El soporte con buje guía reduce flexión y vibración, mejorando consistencia de diámetros, runout y acabado en piezas esbeltas.
Menos Manejo en Producción
La alimentación por barra minimiza carga manual y movimiento de la pieza, lo que mejora repetibilidad y reduce costos ocultos de mano de obra.
Características Cruzadas sin Segunda Máquina
La herramienta viva permite taladros cruzados, planos, ranuras y patrones pequeños sin romper relaciones de datum.
Terminado Posterior sin Volteo Manual
Las estrategias con subhusillo ayudan a controlar longitud y escuadra, evitando errores de alineación por segundas sujeciones.
Verificación CTQ más Clara
Las piezas pequeñas de precisión suelen beneficiarse de gageo funcional (pines/aire/roscas) que refleja mejor el requisito que reportar cada cota con exceso.
Mejor Economía por Ciclo en Piezas Pequeñas
Cuando el diseño es ideal para suizo, puedes eliminar operaciones completas (mecanizado secundario/segunda sujeción), bajando el costo real por pieza.
Volumen de Trabajo y Capacidad
Rango Típico de Diámetros
El tipo suizo es más fuerte en diámetros pequeños. Los límites finales dependen del material en barra, rigidez y mezcla de características (torneado vs. herramienta viva).
Comúnmente Ø 0.8–32 mm (según aplicación)
Características con Herramienta Viva
Taladros cruzados, planos, ranuras, círculos de pernos pequeños, moleteado y características “timed” pueden producirse en ciclo si el diseño permite acceso estable de herramienta.
Taladrado cruzado + planos/ranuras (típico)
Trabajo por Barra y Volúmenes
Los programas por barra escalan eficientemente cuando el diseño soporta cutoff estable, rebaba manejable y gageo realista para CTQs.
1,000,000+ Pzas
¿No estás seguro si tu pieza es ideal para suizo?
Manda CAD + plano 2D y te decimos si el tipo suizo reduce riesgo y costo—o si conviene más una ruta de torno/fresa convencional.
Tolerancias y GD&T para Tipo Suizo
El desempeño del tipo suizo viene de la estabilidad, pero los mejores planos se enfocan en lo funcional. Especifica ajustes, runout y posición de características que impactan el ensamble. Deja lo no funcional con tolerancias razonables para cuidar costo y lead time.
| Categoría | Qué Suele Ser Práctico | Notas que Evitan Retrabajos |
|---|---|---|
| General (Precisión Pequeña) | En características no críticas, normalmente se sostiene alrededor de ±0.05–0.10 mm dependiendo del tamaño y del tipo de característica. Diámetros muy pequeños pueden requerir mayor control si son ajustes funcionales. | No forces tolerancias cerradas en todo. Aumenta costo de medición y scrap sin mejorar la función. |
| Runout / Coaxialidad | El control de runout depende de cómo defines el eje datum y de cómo se completa la pieza (ciclo único vs. transferencia a subhusillo). En suizo suele ser estable cuando el eje crítico se mantiene durante el terminado. | El runout total suele ser el callout más útil. Define claramente el eje datum y dónde se establece. |
| Posición de Características Cruzadas | Taladros cruzados/planos/ranuras se pueden sostener de forma consistente cuando el “timing” se define y el acceso de herramienta es realista. La posición se controla mejor con un esquema de datums funcional. | Solo especifica reloj (angular) si afecta la función. El clocking innecesario sube costo y complica inspección. |
| Roscas + Asientos | La rosca funciona mejor cuando se define estándar/clase y se valida con gageo funcional. Asientos y superficies de sello dependen de geometría y acabado, no de apretar tolerancias en todo. | Indica clase de rosca y si requieres pasa/no pasa. Pide acabado solo en zonas de sello. |
| Acabado Superficial | El torneado suizo suele dar acabados cilíndricos muy consistentes; las caras con herramienta viva varían por diámetro y estrategia. El acabado depende de material, avances y control de viruta. | Especifica Ra solo donde importa: sellos, bujes/rodamientos, ajustes deslizantes o estética. |
| Estrategia de Inspección | Usa medición que corresponda a la tolerancia: micrómetros para ODs, pines/aire para IDs, óptico/CMM para posición/forma cuando aplique. | Si necesitas FAI/control plan/reportes, define eso en el RFQ para alinear lead time y costo. |
Materiales para Tipo-Suizo CNC
Maquinamos una amplia selección de metales de grado producción y plásticos de ingeniería. ¿No ves tu material específico? Sube tu especificación y nuestro equipo confirmará disponibilidad y maquinabilidad personalizada en 24 horas.
Metales para Tipo-Suizo CNC
Plásticos para Tipo-Suizo CNC
Acabados Superficiales
Selecciona un acabado para mejorar el desempeño funcional, incluyendo resistencia a la corrosión, protección contra desgaste, conductividad eléctrica o requisitos cosméticos. ¿Necesitas una especificación personalizada? Sube tu plano o especificación de acabado y nuestro equipo validará la compatibilidad del proceso y la disponibilidad.
Opciones de Acabado para Tipo-Suizo
Estándares DFM para Tipo Suizo (DFM)
Diseñar para tipo suizo es mantener estabilidad durante el torneado, proteger ajustes críticos y evitar trampas de rebaba. Los mejores diseños evitan alcances imposibles de herramienta y definen expectativas de rompeborde en características cruzadas pequeñas.
| Área de Diseño | Guía Práctica |
|---|---|
| Datums y Ajustes | Define el eje datum funcional (normalmente un OD/ID crítico) y marca claramente los CTQ. Si la función depende de runout o coaxialidad, especifícalo. Si no, no agregues GD&T de más. |
| Alivios, Cutoff y Alcance | Planea alivios solo cuando sean necesarios para alcance de herramienta o salida de rosca. Evita apretar características cerca del área de cutoff donde el control de rebaba se complica. Mantén ranuras y socavados dentro de anchos realistas de herramienta. |
| Características Cruzadas y Rebaba | Taladros cruzados e intersecciones crean trampas de rebaba en piezas pequeñas. Agrega notas de rompeborde o expectativas de desbarbado en intersecciones. Si necesitas borde interno sin rebaba, defínelo explícitamente (si no, se interpreta como desbarbado estándar). |
| Piezas Esbeltas y Pared Delgada | Tubos/camisas delgadas pueden distorsionarse con cortes agresivos. Mantén espesores razonables, evita zonas largas sin soporte y reserva tolerancias cerradas solo para lo que impacta la función. |
| Roscas, Ranuras y Asientos | En roscas, especifica estándar/clase y si requieres pasa/no pasa. En asientos, especifica geometría y acabado en la zona funcional. Evita cerrar de más el diámetro mayor/menor si no afecta el ensamble. |
| Checklist de Plano | Incluye especificación de material, preferencia de diámetro de barra si aplica, datums, CTQs y expectativas de inspección. Agrega cortes/secciones para pasajes internos. Si necesitas FAI/control plan/reportes, decláralo en el RFQ. |
Aplicaciones e Industrias
Aplicaciones de Maquinado Tipo Suizo
Pines, Pasadores y Microejes
Diámetros pequeños con runout controlado y acabados consistentes—ideal para ajustes deslizantes, alineación y ensambles de precisión.

Bujes, Camisas y Separadores
Relaciones ID/OD cerradas y barrenados internos limpios; el subhusillo ayuda a terminar chaflanes y detalles en la cara posterior.
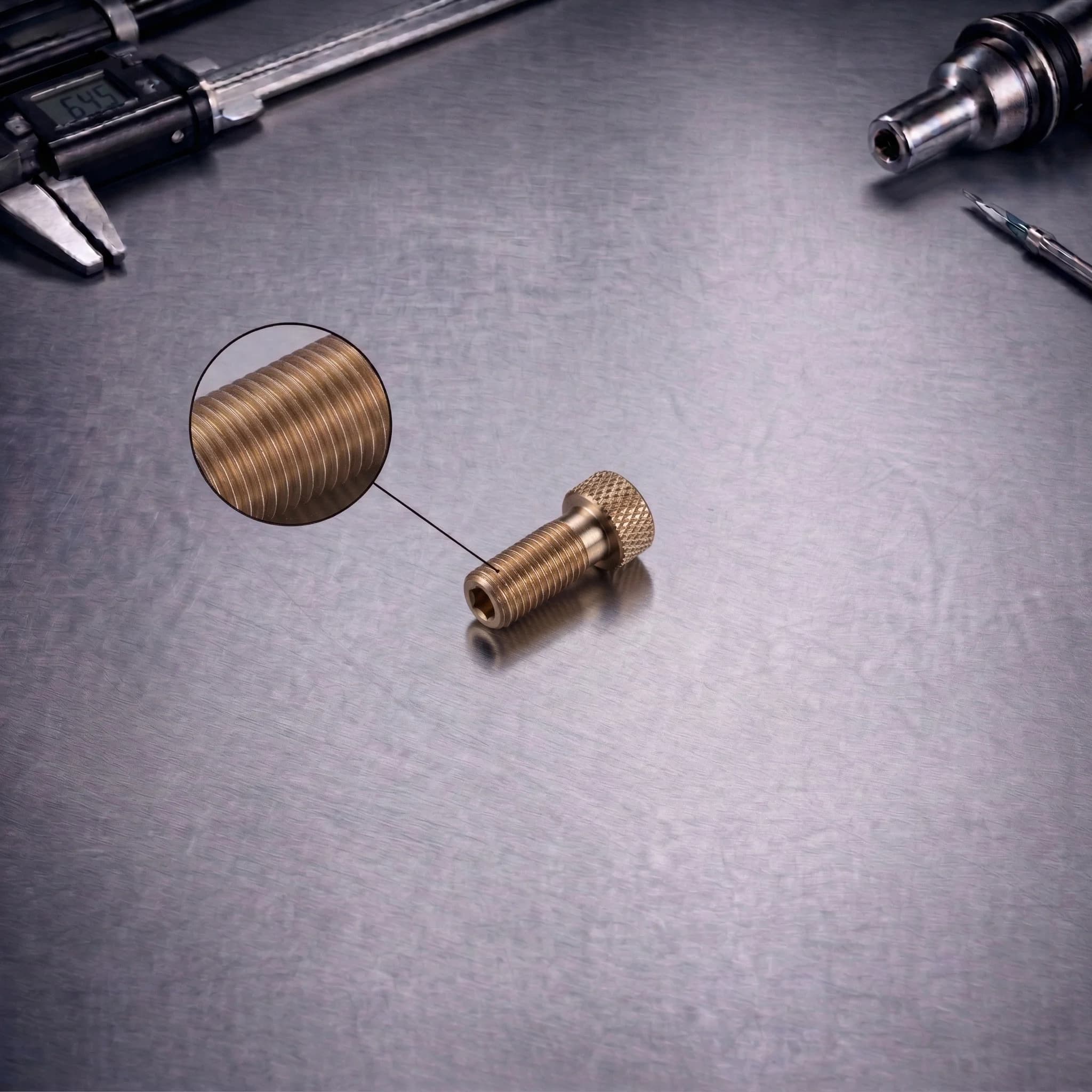
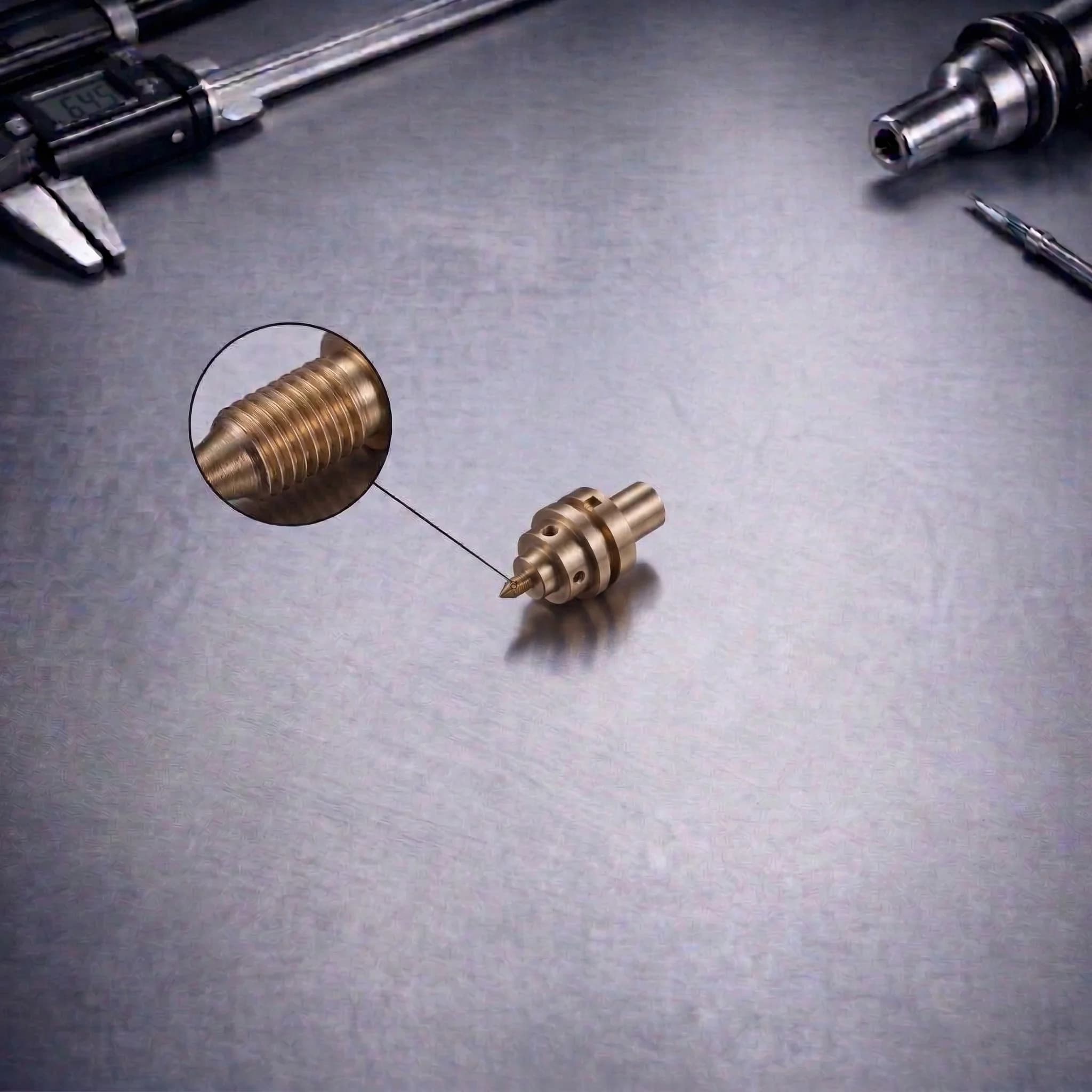
Tornillería de Precisión
Roscas internas/externas pequeñas con entrada controlada, socavados y gageo funcional para repetibilidad en ensamble.
Industrias Objetivo de Maquinado Tipo Suizo
Médico e Instrumentación
Componentes pequeños de precisión donde el acabado, la repetibilidad y los CTQs documentados importan.

Aeroespacial y Alta Confiabilidad
Herrajes y componentes miniatura que requieren relaciones estables e inspección predecible.

Semiconductores y manufactura electrónica
Fixtures, placas y gabinetes con alta planitud, estabilidad térmica y acabados limpios para ensambles electrónicos.

Preguntas Frecuentes & Base de Conocimiento
FAQs de Maquinado Tipo Suizo
¿Quieres un proceso estable para piezas pequeñas de precisión?
Sube CAD + plano 2D y confirmamos si el tipo suizo es la mejor ruta según estabilidad, riesgo de rebaba, CTQs e inspección.
Revisión de Ingeniería: Menos de 2 Horas