Precisión
Moldeo por Inyección
Moldeo por inyección diseñado para repetibilidad, cosméticos y ajuste en ensamble. Herramental DFM-first, control de contracción/alabeo, proceso validado y trazabilidad por lote—soportando resinas de ingeniería, inserts, overmolding y corridas escalables de producción.
Enfoque Dimensional
Impulsado por CTQ
Herramental + Primeras Muestras
Típico: semanas
Modo de Producción
Prototipo → Volumen
Servicios de Moldeo por Inyección
Por qué PREMSA para Moldeo por Inyección
PREMSA entrega moldeo por inyección con un enfoque de manufactura primero: definimos CTQs desde el inicio (datums, características de ajuste, superficies de sellado, caras cosméticas) y construimos el herramental y la ventana de proceso alrededor de lo que realmente importa en ensamble y uso en campo.
Nos enfocamos en las causas raíz del scrap y la inconsistencia en piezas moldeadas—variación de contracción, alabeo, sensibilidad a humedad, ubicación de compuerta/líneas de soldadura, y marcas de expulsión. Nuestro flujo reduce sorpresas después del herramental alineando diseño de pieza, comportamiento de la resina y estrategia de molde desde el día uno.
Desde herramental de prototipo hasta producción en volumen, soportamos muestreo, bloqueo de parámetros, trazabilidad por lote y operaciones secundarias (inserts, heat staking, soldadura, ensamble/kitting). Recibes piezas que corren de forma consistente—no “muestras héroe” que se caen en producción.
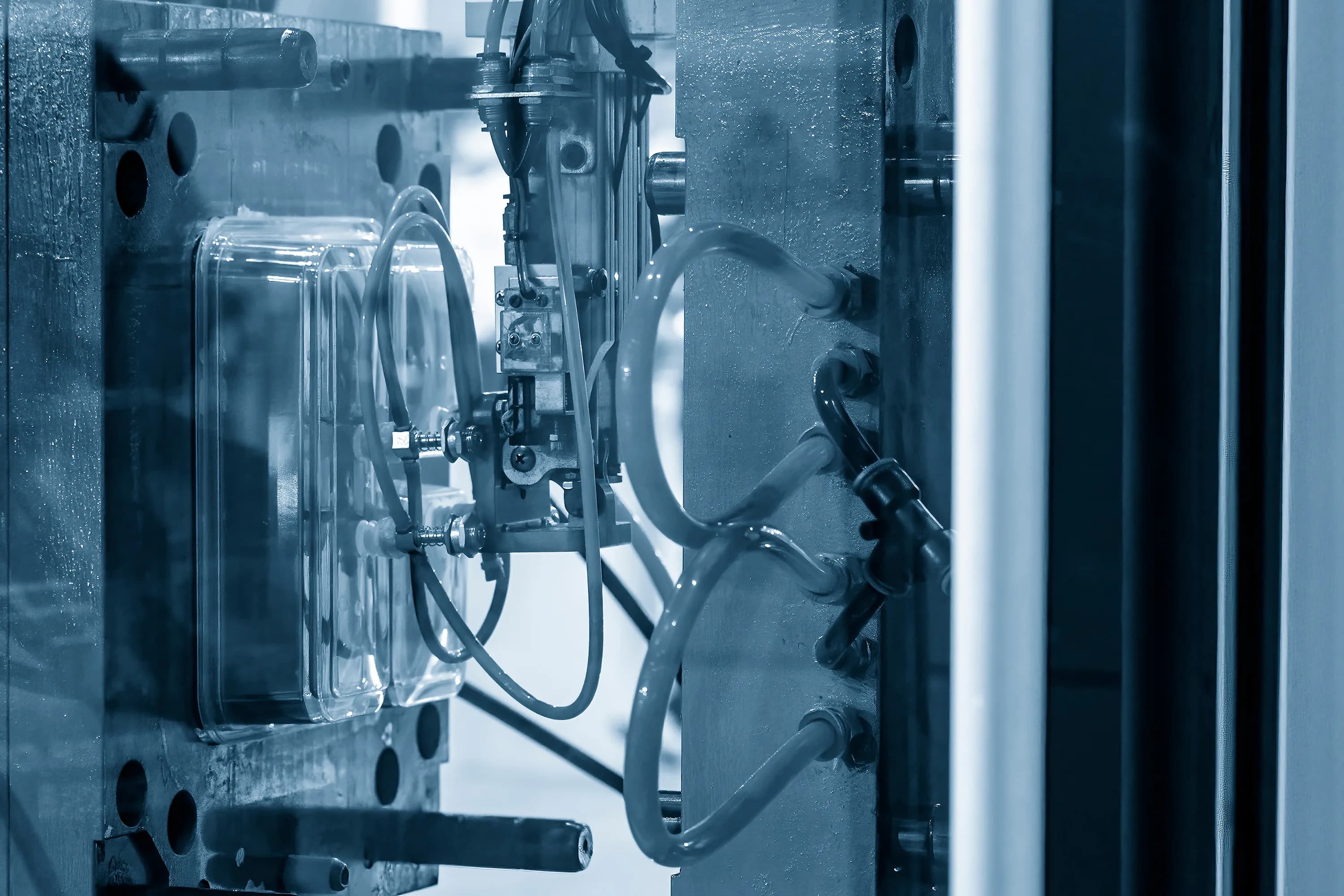
¿Qué es el Moldeo por Inyección?
El moldeo por inyección es un proceso de manufactura de alta repetibilidad donde un termoplástico fundido se inyecta en un molde de precisión, se enfría y se expulsa como una pieza terminada. Es ideal para piezas que requieren geometría consistente, costo unitario escalable y acabado superficial controlado.
Un moldeo exitoso es el balance entre diseño de pieza (desmoldeo, paredes, nervaduras), comportamiento de resina (contracción, humedad) y diseño de molde (compuertas, venteo, enfriamiento, expulsión). Cuando esto está alineado, el moldeo por inyección produce piezas estables entre lotes con rendimiento predecible.
El Flujo de Trabajo de Moldeo por Inyección
Un proceso de ingeniería controlado, optimizado para repetibilidad, cosméticos y rendimientos estables de producción.
1. Recepción de Archivos y Definición de Requerimientos
Revisamos CAD + planos y confirmamos intención de resina, expectativas cosméticas, CTQs, necesidades de insert/overmold, objetivos de cumplimiento normativo y volúmenes esperados.
2. Revisión DFM (Contracción, Desmoldeo, Paredes, Compuertas, Expulsión)
Validamos desmoldeo/undercuts, transiciones de espesor de pared, nervaduras/bosses, estrategia de compuerta y venteo, riesgos de líneas de soldadura y plan cosmético de partición.
3. Estrategia de Herramental y Diseño del Molde
Definimos número de cavidades, enfoque de acero y desgaste, layout de enfriamiento, tipo de colada (fría/caliente) y mantenibilidad alineada a vida útil y costo por pieza.
4. Plan de Muestreo y Primera Pieza
Corremos muestras iniciales para evaluar dimensiones, cosméticos, sink/warp, vestigio de compuerta y ajuste funcional. Los CTQs se miden contra datums acordados.
5. Ventana de Proceso y Bloqueo de Parámetros
Establecemos una ventana de proceso estable (acondicionamiento de material, comportamiento de fusión/compactación/enfriamiento) y bloqueamos parámetros para repetibilidad entre lotes.
6. Corridas de Producción y Control en Proceso
Ejecutamos producción por lotes con trazabilidad, control de secado/manejo y verificaciones en proceso enfocadas en CTQs y requisitos cosméticos.
7. Operaciones Secundarias y Ensamble (Si se Requiere)
Degating/deflashing, instalación de inserts, heat staking, soldadura ultrasónica, etiquetado y kitting se ejecutan para reducir esfuerzo de ensamble aguas abajo.
8. Inspección, Documentación y Liberación
Entregamos resultados de medición y liberamos piezas según el plan acordado—muestreo alineado al riesgo, CTQs y madurez del proceso.
Herramental, Cavidades y Capacidades del Molde
Herramental de Prototipo a Producción
Opciones de herramental alineadas a tu etapa—iteraciones rápidas para diseños tempranos y moldes durables para estabilidad en corridas largas.
Estrategia de Cavidades (Costo por Pieza vs. Flexibilidad)
Dimensionamos cavidades para cumplir objetivos de volumen y necesidades de validación—balanceando tiempo de ciclo, rendimiento y escalabilidad futura.
Estrategia de Colada (Fría vs. Caliente, Cuando Aplique)
Enfoque de colada seleccionado según resina, cosméticos, límites de vestigio de compuerta y sensibilidad a scrap.
Enfriamiento y Control de Alabeo
Diseño de enfriamiento y estrategia de ciclo enfocada en estabilidad dimensional y planitud—especialmente para paredes delgadas y superficies grandes.
Acciones Laterales y Soluciones para Undercuts
Gestionamos undercuts con acciones laterales o ajustes de diseño para proteger cosméticos y mantener el herramental robusto.
Insert Molding y Overmolding
Soporte para inserts metálicos (roscas/pines/bujes) y características multi-material cuando el diseño lo justifica.
Ventajas Técnicas
Repetibilidad Estable Entre Lotes
Bloqueo de parámetros + acondicionamiento de material reduce deriva en contracción y dimensiones entre corridas.
Menor Costo Unitario a Volumen
Una vez validado el herramental, la producción por ciclo reduce el costo por pieza con throughput consistente.
Cosméticos y Textura Controlados
Línea de partición, vestigio de compuerta y marcas de expulsión se planean alrededor de caras cosméticas—not como un “arreglo” al final.
Contracción/Alabeo Gestionados Desde el Inicio
DFM y estrategia de molde reducen sorpresas tardías como sink, arqueo, torsión y fallas de ajuste.
Soporte de Diseño para Ensamble
Se revisan snaps, bosses, superficies de sellado y estrategia de datums para reducir tiempos de ensamble y tasas de defecto.
Operaciones Secundarias Integradas
Instalación de inserts, heat staking, soldadura, etiquetado y kitting pueden integrarse para entregar piezas listas para ensamble.
Capacidad y Envolvente de Moldeo por Inyección
Selección de Prensa y Capacidad de Disparo
El dimensionamiento de prensa y la capacidad de disparo se seleccionan según área proyectada, resina, longitud de flujo y estrategia de compuerta—no solo por volumen de pieza.
Dimensionado a pieza + resina
Rango de Tamaño y Geometría de Pieza
La factibilidad depende del espesor de pared, rigidez, requisitos de planitud y sensibilidad al alabeo. Piezas grandes y planas pueden requerir estrategias dedicadas.
Revisado por CTQ
Escalabilidad de Volumen
El herramental y la estrategia de cavidades se eligen para escalar de pilotos a producción manteniendo medición y trazabilidad prácticas.
Prototipo → Volumen
¿Necesitas ayuda para elegir resina o estrategia de herramental?
Envíanos tu CAD + requisitos y solicita una revisión de DFM y resina para moldeo. Alinearemos desmoldeo, paredes, compuertas, cosméticos y CTQs antes de que te comprometas con el herramental.
Calidad y Estándares de Producción
La calidad en moldeo por inyección depende del comportamiento de la resina, control de humedad, diseño del molde y una ventana de proceso estable. Definir características críticas para la calidad (CTQ) (datums, ajustes, superficies de sellado, snaps funcionales, caras cosméticas) ayuda a controlar el costo sin comprometer el desempeño.
| Categoría | Capacidad Técnica | Notas de Ingeniería |
|---|---|---|
| Control Dimensional, Contracción y Estabilidad | Los resultados dimensionales dependen de la tasa de contracción de la resina, transiciones de espesor, ubicación de compuerta, uniformidad de enfriamiento y una ventana de proceso bloqueada. Las características CTQ pueden controlarse con una estrategia de datums adecuada y fixtures de medición. | Evita sobre-toleranciar superficies solo cosméticas o libres. Tolerancia las interfaces que definen ajuste y función, y define datums que reflejen la realidad del ensamble. |
| Estándares Cosméticos, Texturas y Acabado Superficial | Los cosméticos dependen de líneas de partición, vestigio de compuerta, líneas de soldadura, marcas de expulsión y elección de textura. El pulido/texturizado del molde y la resina afectan brillo, haze y patrones visibles de flujo. | Identifica caras cosméticas y zonas aceptables de marcas testigo. Si la textura o el brillo son críticos, define el estándar objetivo y las condiciones “no-go” desde el inicio. |
| Validación de Proceso, Trazabilidad por Lote y Planes de Control | La repetibilidad mejora con muestreo validado, bloqueo de parámetros, controles de secado y un plan de control alineado a CTQs. La trazabilidad por lote puede incluir lote de resina, lote de color y etiquetado de corridas cuando se requiera. | Si necesitas documentación formal (planes de muestreo, evidencia de capacidad, control de cambios), indícalo desde el inicio para que el plan de manufactura coincida con tu sistema de calidad. |
| Secado, Sensibilidad a Humedad y Manejo de Material | Muchas resinas de ingeniería requieren secado controlado para evitar splay, fragilidad, deriva dimensional y defectos cosméticos. La estrategia de manejo (almacenamiento sellado, tiempo de secado, control de punto de rocío) importa tanto como los parámetros de la prensa. | Si la resina es sensible a humedad, trata el secado como un CTQ. Define uso permitido de regrind y requisitos de control de color para resultados consistentes. |
Polímeros y Materiales
La selección del polímero determina la resistencia mecánica, el desempeño ante impactos, la resistencia térmica, la compatibilidad química, la estabilidad dimensional y la calidad estética. Comparte las condiciones de operación, cargas, requisitos regulatorios y uso final para que podamos recomendar la familia de material y el grado más adecuado para tu aplicación.
Polímeros de Uso General
Polímeros de Ingeniería
Polímeros de Alto Desempeño
Elastómeros (TPE / TPU)
Operaciones Secundarias y Acabados
Más allá del moldeo, los programas de producción suelen requerir acabados cosméticos controlados, recorte, procesos de ensamble, instalación de hardware, trazabilidad y soporte de empaque para entregar piezas listas para producción que se integren correctamente en operaciones posteriores.
Operaciones Secundarias y Acabados
Guías DFM para Moldeo por Inyección (DFM)
Los buenos resultados vienen de diseñar para flujo, contracción, expulsión y cosméticos—no solo para geometría nominal. Estas reglas DFM reducen el riesgo de alabeo, mejoran apariencia y estabilizan el rendimiento en producción.
| Característica de Diseño | Recomendación |
|---|---|
| Espesor de Pared, Nervaduras y Bosses | Busca espesor de pared consistente y usa nervaduras para rigidez en vez de engrosar paredes. Zonas muy gruesas provocan sink, ciclos largos y alabeo. |
| Ángulo de Desmoldeo, Undercuts y Acciones Laterales | Agrega desmoldeo en todas las superficies de extracción y minimiza undercuts. Si son inevitables, planea acciones laterales desde el inicio para proteger confiabilidad y costo. |
| Compuertas, Venteo y Líneas de Soldadura | La ubicación de la compuerta impacta flujo, líneas de soldadura y cosméticos. Un buen venteo evita quemaduras y short shots; las líneas de soldadura deben alejarse de zonas de alto esfuerzo y cosméticas. |
| Expulsión, Líneas de Partición y Caras Cosméticas | Coloca pines expulsores y líneas de partición lejos de caras cosméticas y zonas de sellado cuando sea posible. Define “zonas aceptables de marcas” para evitar disputas al final. |
| Contracción, Alabeo y Estrategia de Datums | Diseña datums y tolerancias según cómo la pieza se estabiliza tras el enfriamiento. Superficies grandes y planas y geometrías largas/delgadas son sensibles al alabeo y pueden requerir estrategias de diseño o herramental. |
| Checklist de Herramental y Planos | Proporciona intención de resina, clase cosmética, CTQs y datums, detalles de insert/overmold, objetivos de textura/acabado, zonas aceptables de marcas, política de regrind y expectativas de muestreo/validación. |
Aplicaciones e Industrias
Aplicaciones de Moldeo por Inyección

Carcasas y Gabinetes
Dimensiones consistentes y superficies cosméticas para cubiertas, cascos y gabinetes de protección.
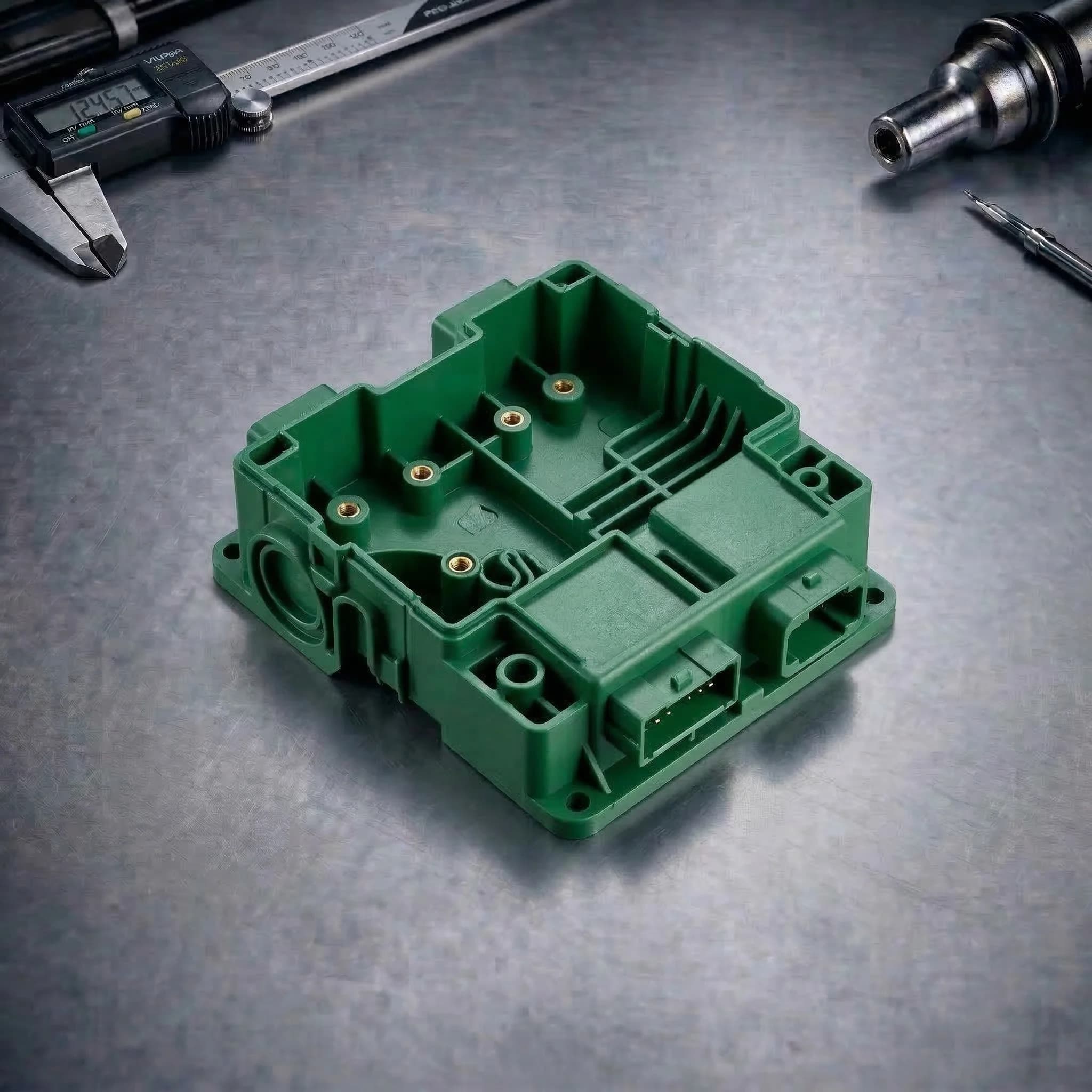
Componentes Funcionales
Nervaduras, bosses, snaps e interfaces diseñadas para repetibilidad de ensamble y durabilidad.

Manijas, Grips y Overmolds
Piezas ergonómicas con opciones de textura y overmolding para mejor experiencia y control.
Industrias de Moldeo por Inyección
Equipo Industrial
Componentes plásticos de producción que requieren repetibilidad, robustez e interfaces de ensamble controladas.

Automatización y Robótica
Cubiertas, brackets y piezas plásticas funcionales donde la estabilidad dimensional y el ajuste son críticos.

Productos de Consumo y Comerciales
Superficies cosméticas, estándares de textura y manufactura escalable para piezas listas para producto.

Preguntas Frecuentes & Base de Conocimiento
FAQs de Moldeo por Inyección
¿Listo para lanzar producción estable de piezas plásticas?
Sube tu CAD y requisitos para una cotización DFM-first. Revisaremos desmoldeo, paredes, nervaduras/bosses, compuertas/venteo, cosméticos, riesgo de contracción/alabeo y estrategia de medición CTQ para entregar piezas moldeadas por inyección que corran de forma consistente a escala.
Revisión de Ingeniería: Menos de 2 Horas