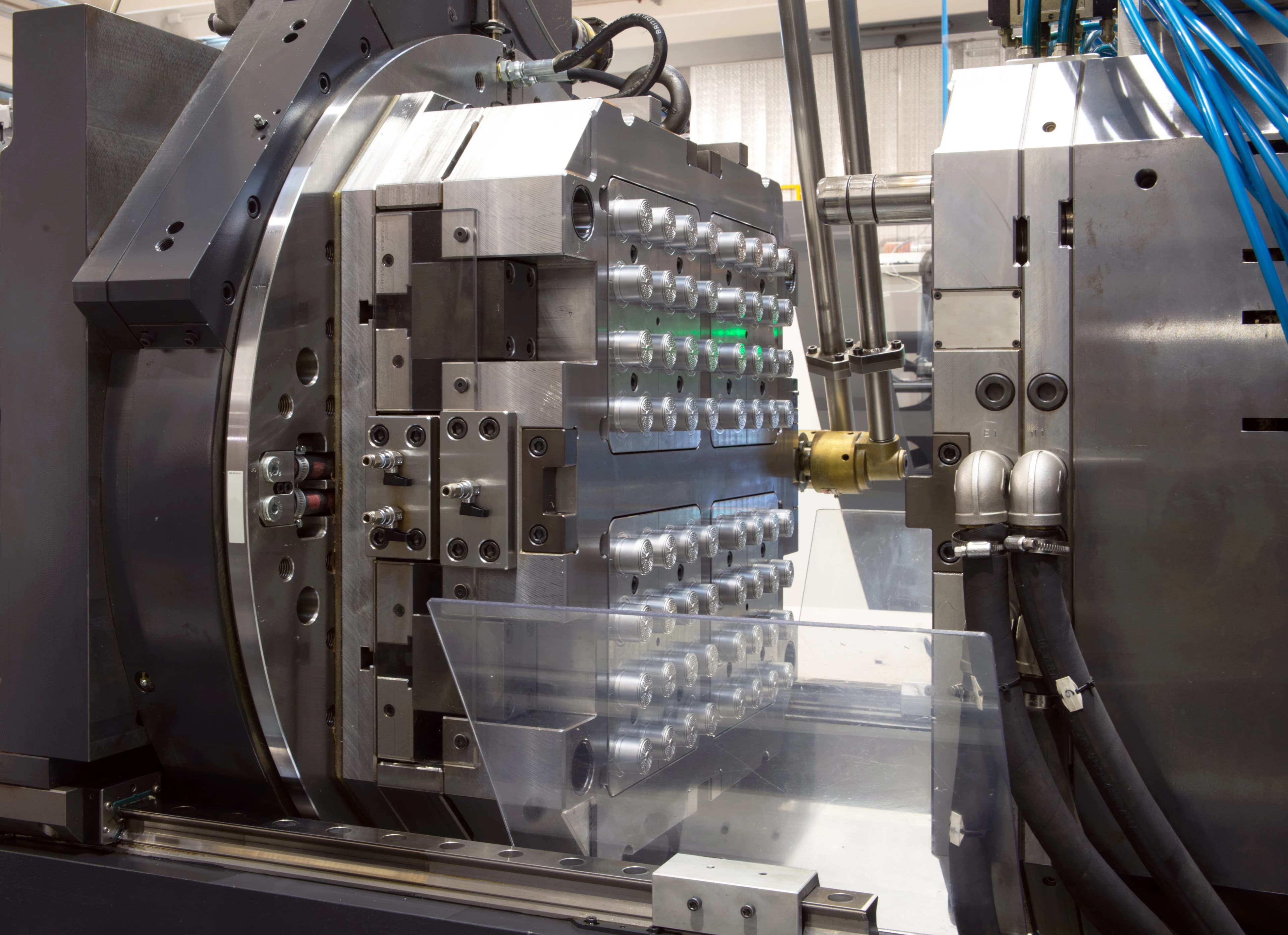
Moldeo
de Producción
Moldeo de producción diseñado para repetibilidad a escala. Herramental durable de múltiples cavidades, ventanas de proceso validadas, planes de calidad CTQ-first y trazabilidad por lote para controlar contracción/alabeo, líneas de soldadura, cosmética y throughput—mientras se optimiza el costo total por pieza.
Enfoque de Calidad
CTQs + Capacidad
Herramental + Validación
Basado en programa
Etapa del Programa
Ramp-Up → Serie
Servicios de Moldeo de Producción
Por qué PREMSA para Moldeo de Producción
PREMSA ofrece moldeo por inyección de producción para programas que deben correr de forma consistente—día tras día, lote tras lote. Alineamos el diseño del herramental, la validación del proceso y la planeación de calidad alrededor de tus CTQs (datums, superficies de sello, features de snap, superficies de apoyo, caras cosméticas) para que el desempeño y la apariencia se mantengan estables conforme escala el volumen.
El éxito del moldeo de producción lo impulsa el control y la disciplina: manejo y secado de material, venteo y compuertas robustas, expulsión estable y una ventana de proceso validada con límites definidos en parámetros críticos. Esto reduce detonadores de scrap como sensibilidad a quemado/short shot, deriva de flash, sink/warp por desbalance de empaque y variación cosmética entre cavidades.
Tratamos la producción como un sistema: vida útil del herramental + ventana de proceso + plan de inspección + trazabilidad. El objetivo es throughput predecible, riesgo controlado durante arranques y re-arranques, y una ruta clara de control de cambios cuando evolucionan la resina, el acabado o los requerimientos.
¿Qué es el Moldeo de Producción?
El moldeo de producción es un programa de manufactura optimizado para repetibilidad a escala. A diferencia de programas de prototipo enfocados en aprendizaje, los programas de producción están diseñados para cumplir con salida continua, metas de costo por pieza, expectativas de clase cosmética y requerimientos de capacidad dimensional.
Un programa de producción sólido conecta la intención del herramental (cavitación, balance de enfriamiento, venteo, gestión de desgaste), la validación del proceso (ventana y límites definidos) y los sistemas de calidad (CTQs, planes de muestreo, trazabilidad) para que el desempeño permanezca estable durante el ramp-up y la producción en serie.
El Flujo de Trabajo del Moldeo de Producción
Un flujo de trabajo impulsado por control que valida el proceso, estabiliza la calidad y escala el throughput de forma predecible.
1. Levantamiento de Requerimientos (CTQs, Cosmética, Volumen, Ambiente)
Confirmamos CTQs, datums, requerimientos funcionales, caras cosméticas y zonas aceptables de witness, pronósticos de volumen, intención de resina (o equivalentes aprobados) y expectativas de documentación.
2. Revisión DFM de Producción (Repetibilidad y Tiempo de Ciclo)
Evaluamos paredes, nervaduras/bosses, draft, undercuts/acciones laterales, estrategia de compuerta y venteo, zonas de witness por expulsión y estrategia de datums—enfocados en estabilidad dimensional y tiempo de ciclo.
3. Estrategia de Herramental (Acero, Cavitación, Enfriamiento, Expulsión, Servicio)
Definimos cavitación, selección de acero, puntos de desgaste, balance de enfriamiento, robustez de expulsión e intención de mantenimiento/servicio con base en la vida del programa y metas de salida.
4. Fabricación + Debug (Balance de Cavidades, Venteo, Control Cosmético)
Hacemos debug de estabilidad temprana: balance de llenado entre cavidades, venteo para reducir sensibilidad a quemado/short shot, control de compuerta/vestigio y gestión de witness por expulsión.
5. Validación de Proceso (Ventana, Límites, Estabilidad de Arranque)
Establecemos una ventana de proceso robusta y definimos límites de parámetros críticos. Planeamos arranques estables, re-arranques y control de condición de material.
6. Plan de Medición CTQ + Estrategia de Muestreo
Definimos CTQs, datums, necesidades de gauges/fixturas y un plan de muestreo basado en riesgo (checks en proceso, dimensional periódico y verificación cosmética).
7. Ramp-Up (Yield, Throughput, Eliminación de Causas de Scrap)
Nos enfocamos en yield y throughput: ajuste de tiempo de ciclo, consistencia cavidad a cavidad, causas raíz de scrap (flash, shorts, sinks, warp) y cosmética consistente.
8. Producción Estable + Control de Cambios
Soportamos producción continua con trazabilidad por lote, cambios controlados (resina/acabado/actualizaciones de herramental) y documentación del programa alineada a tus requerimientos.
Herramental de Producción, Cavitación y Durabilidad
Herramental Durable para la Vida del Programa
El herramental de producción se diseña para longevidad—aceros adecuados, protección en puntos de desgaste, shutoffs robustos y capacidad de servicio para mantener la salida estable con el tiempo.
Estrategia de Cavitación y Balance
Planeamos la cavitación para cumplir metas de salida manteniendo el balance cavidad a cavidad para dimensiones y cosmética.
Enfriamiento y Control de Tiempo de Ciclo
El enfriamiento balanceado es crítico para reducir warp y estabilizar dimensiones, mientras soporta un tiempo de ciclo predecible.
Expulsión Diseñada para Estabilidad
Una expulsión robusta reduce deriva de marcas witness y evita daño de pieza durante producción de alta cadencia.
Robustez de Compuerta/Venteo para la Ventana de Proceso
Compuertas y venteo se planean para estabilidad—no solo para “que llene una vez”. El objetivo es una ventana amplia y repetible que sobreviva variación real de producción.
Diseño Amigable para Mantenimiento
Enfatizamos serviceability para que el mantenimiento preventivo se realice sin desestabilizar el programa ni incrementar tasas de defectos.
Ventajas Técnicas
Calidad Estable a Escala
Ventanas de proceso validadas y planes de control impulsados por CTQs mantienen el desempeño consistente a través de lotes, turnos y fases de ramp-up.
Menor Costo Total por Pieza
Ajuste de throughput, mejoras de yield y control de cambios disciplinado reducen scrap y variabilidad—protegiendo el costo total del programa.
Cosmética Controlada y Zonas de Witness
Caras cosméticas, líneas de partición, vestigio de compuerta, ubicación de líneas de soldadura y witness de expulsor se gestionan como requerimientos de producción—no como afterthoughts.
Mejor Planeación de Capacidad Dimensional
Las metas de capacidad inician con datums y CTQs que reflejan la realidad del ensamble, soportadas por planes de medición y disciplina de muestreo.
Trazabilidad y Cambios Controlados
La trazabilidad por lote y el control de cambios reducen el riesgo cuando evolucionan la resina, el color, la textura o el mantenimiento del herramental a lo largo de la vida del programa.
Preparación de Producción para Ensamble
Operaciones secundarias, etiquetado y packout se planean desde el inicio para reducir errores de manejo aguas abajo y mejorar el throughput en línea.
Capacidad y Envolvente de Moldeo de Producción
Selección de Prensa y Capacidad de Disparo (Producción)
El dimensionamiento de la prensa se selecciona para mantener una ventana de proceso estable: área proyectada, margen de cierre, longitud de flujo, comportamiento de la resina e intención de cavitación—para que la estabilidad de llenado/empaque se mantenga durante variación real de producción.
Dimensionado para estabilidad
Envolvente de Pieza y Factibilidad del Programa
La factibilidad de producción considera geometría, clase cosmética, metas de tolerancia, estrategia de cavitación y tiempo de ciclo. Planos grandes y features largos/esbeltos se revisan por detonadores de warp y necesidades de balance de enfriamiento.
Revisado por CTQs
Throughput y Estrategia de Ramp-Up
Planeamos el ramp-up alrededor de yield y repetibilidad: balance de cavidades, acondicionamiento de material, estabilidad de arranque y eliminación de causas de scrap—y luego escalamos a metas de throughput de serie.
Ramp → Serie estable
¿Necesitas una ventana de proceso estable para producción en serie?
Envía tu CAD + CTQs + requerimientos cosméticos y solicita una revisión de DFM de producción + planeación de proceso. Alinearemos la intención de cavitación, estrategia de compuerta/venteo, enfriamiento y planeación de inspección para una salida estable.
Calidad y Control de Proceso
La calidad en moldeo de producción proviene de una ventana de proceso validada, manejo disciplinado de material y planes de control impulsados por CTQs. Definir datums, CTQs, clase cosmética y expectativas de muestreo desde el inicio habilita metas de capacidad y una producción en serie estable.
| Categoría | Capacidad Técnica | Notas de Ingeniería |
|---|---|---|
| CTQs, Planes de Control y Metas de Capacidad | Los programas de producción se estructuran alrededor de CTQs con datums definidos, alcance de inspección y frecuencia de muestreo. Las metas de capacidad dependen del comportamiento de la resina, sensibilidad geométrica y balance cavidad a cavidad. | Tolera las interfaces que impulsan el ensamble. Define niveles de prioridad de CTQ y frecuencia de inspección por riesgo e impacto funcional. |
| Cosmética, Control de Marcas (Witness) y Estándares de Apariencia | La estabilidad cosmética requiere controlar vestigio de compuerta, líneas de partición, ubicación de líneas de soldadura, witness de expulsor, sensibilidad de brillo/haze e intención de textura/acabado a través de cavidades y lotes. | Define caras cosméticas, zonas aceptables de witness y un estándar visual temprano. La cosmética debe tratarse como CTQ cuando la apariencia es crítica. |
| Trazabilidad por Lote y Control de Cambios | La estabilidad de producción depende de trazabilidad: lotes de resina, colorantes/aditivos, parámetros de proceso y actualizaciones controladas de herramental o parámetros. Los cambios se gestionan para evitar deriva y sorpresas de re-calificación. | Establece reglas para equivalentes de resina, cambios de color, uso de regrind (si se permite) e intervenciones de mantenimiento que requieren verificación. |
| Secado, Manejo y Disciplina de Material (Producción) | La variación en la condición del material puede dominar defectos (splay, fragilidad, deriva dimensional). La disciplina de secado/manejo asegura que los resultados reflejen el herramental y el control de proceso—no humedad o contaminación no controladas. | Para resinas sensibles a humedad, trata el secado como un CTQ de producción. Define almacenamiento, tiempo en tolva y controles de manejo. |
Polímeros y Materiales
La selección del polímero determina la resistencia mecánica, el desempeño ante impactos, la resistencia térmica, la compatibilidad química, la estabilidad dimensional y la calidad estética. Comparte las condiciones de operación, cargas, requisitos regulatorios y uso final para que podamos recomendar la familia de material y el grado más adecuado para tu aplicación.
Polímeros de Uso General
Polímeros de Ingeniería
Polímeros de Alto Desempeño
Elastómeros (TPE / TPU)
Operaciones Secundarias y Acabados
Más allá del moldeo, los programas de producción suelen requerir acabados cosméticos controlados, recorte, procesos de ensamble, instalación de hardware, trazabilidad y soporte de empaque para entregar piezas listas para producción que se integren correctamente en operaciones posteriores.
Operaciones Secundarias y Acabados
Guías DFM para Moldeo de Producción (DFM)
El moldeo de producción se gana o se pierde en la repetibilidad: llenado/empaque estable, enfriamiento controlado, expulsión robusta y consistencia cavidad a cavidad. Estas reglas DFM reducen variación, protegen el tiempo de ciclo y mejoran la capacidad a largo plazo.
| Característica de Diseño | Recomendación |
|---|---|
| Estrategia de Pared, Nervaduras y Bosses | Usa paredes consistentes y nervaduras para rigidez; evita masa gruesa que provoca sink y warp. Los bosses deben soportarse con nervaduras y diseñarse para reducir enfriamiento diferencial y ovalidad. Una geometría estable mejora capacidad y reduce deriva cavidad a cavidad. |
| Draft, Acciones Laterales y Tiempo de Ciclo | El draft adecuado reduce scuffing y adherencia que pueden derivar con el tiempo. Las acciones laterales agregan costo, tiempo de ciclo y riesgo de mantenimiento—úsalas solo cuando la función lo requiera y diseña shutoffs robustos con gestión de desgaste. |
| Gating, Venteo y Balance de Llenado | La estrategia de compuerta debe soportar una ventana de proceso amplia y un balance consistente entre cavidades. El venteo previene quemado y falsa sensibilidad a short shot; busca llenado estable sin llevar el proceso al límite. |
| Expulsión, Líneas de Partición y Caras Cosméticas | Define caras cosméticas y zonas de witness desde el inicio. Los programas de producción requieren expulsión repetible sin deriva de witness. La ubicación de la línea de partición, estrategia de expulsión y vestigio de compuerta deben cumplir la expectativa de clase cosmética. |
| Contracción, Alabeo y Planeación de Capacidad | Planea datums y CTQs alrededor de lo que importa en el ensamble. Planos grandes y nervaduras asimétricas impulsan warp; diseña para rigidez balanceada y enfriamiento predecible. Las metas de capacidad deben fijarse en interfaces, no en superficies libres. |
| Checklist de Herramental y Dibujo/Especificación (Producción) | Proporciona intención de resina (y equivalentes aprobados), CTQs + datums, caras cosméticas + reglas de witness, intención de textura/acabado, política de regrind (si se permite), necesidades de trazabilidad, volumen anual esperado y cualquier expectativa de documentación (evidencia de inspección, control de cambios, registros por lote). |
Aplicaciones e Industrias
Aplicaciones de Moldeo de Producción

Carcasas y Cubiertas de Producción en Serie
Cosmética estable y ajuste repetible para envolventes, cubiertas protectoras y ensambles donde importan zonas de witness y features de alineación.

Mecanismos e Interfaces Funcionales
Bosses, snaps, latches, superficies de apoyo e interfaces de precisión diseñadas para ensamble repetible a escala.

Programas de Producción con Inserts/Overmold
Programas con inserts moldeados o features de agarre/sello overmolded donde la unión, shutoffs y cosmética deben permanecer estables lote a lote.
Industrias de Moldeo de Producción
Automotriz y Movilidad
Componentes moldeados por inyección para producción utilizados en acabados interiores, clips, soportes y sistemas de flujo de aire que requieren calidad consistente y estabilidad dimensional.

Electrónica y Hardware
Carcasas plásticas, conectores y componentes estructurales utilizados en dispositivos electrónicos donde el moldeo repetible y el control cosmético son críticos.

Dispositivos Médicos
Componentes moldeados por inyección para equipos de diagnóstico, carcasas médicas y piezas plásticas de precisión producidas bajo estándares de calidad controlados.

FAQs & Base de Conocimiento
FAQs de Moldeo de Producción
¿Listo para escalar un programa estable de moldeo de producción?
Sube CAD + CTQs + requerimientos cosméticos para una cotización production-first. Definiremos la intención del herramental, validaremos una ventana de proceso robusta y alinearemos inspección + trazabilidad para que puedas hacer ramp-up y correr producción en serie estable con costo por pieza controlado.
Revisión de Ingeniería: Menos de 2 Horas