Precisión
Corte de Tubo
Corte de tubo y perfiles para frames, weldments, racks y ensambles estructurales. Bordes limpios, longitudes consistentes, escuadra controlada y muescado opcional—hecho para prototipos y producción escalable.
Control de Longitud
±0.25 mm (típ.)
Fast-Track
3–7 Días
Perfiles
Redondo / Cuadrado / Rect.
Servicios de Corte de Tubo
Corte de Tubo Listo para Ensamble, Diseñado para Weldments y Estructuras
PREMSA entrega corte de tubo diseñado alrededor del éxito del ensamble: longitud de corte consistente, escuadra controlada y condición de borde estable para un ajuste confiable en soldadura. Validamos tu intención de lista de corte desde el inicio para evitar scrap por tolerancias/allowances omitidos, longitudes totales incorrectas o conflictos de features cerca de los extremos del tubo.
Nuestro enfoque se basa en restricciones reales de fabricación: estrategia de sujeción y soporte, distorsión permisible por método, expectativas de rebaba/escoria y control de datum/orientación para features con patrón. Nos enfocamos en partes que alinean correctamente en fixtures—sin sorpresas durante el tack-up.
Desde prototipos rápidos hasta bundles de producción, PREMSA soporta kitting, marcado de piezas, preparación opcional de extremos y verificación basada en CTQ. Priorizamos las dimensiones que importan: longitud total, hole-to-end, notch-to-notch y geometría de interfaz para juntas.
¿Qué es el Corte de Tubo?
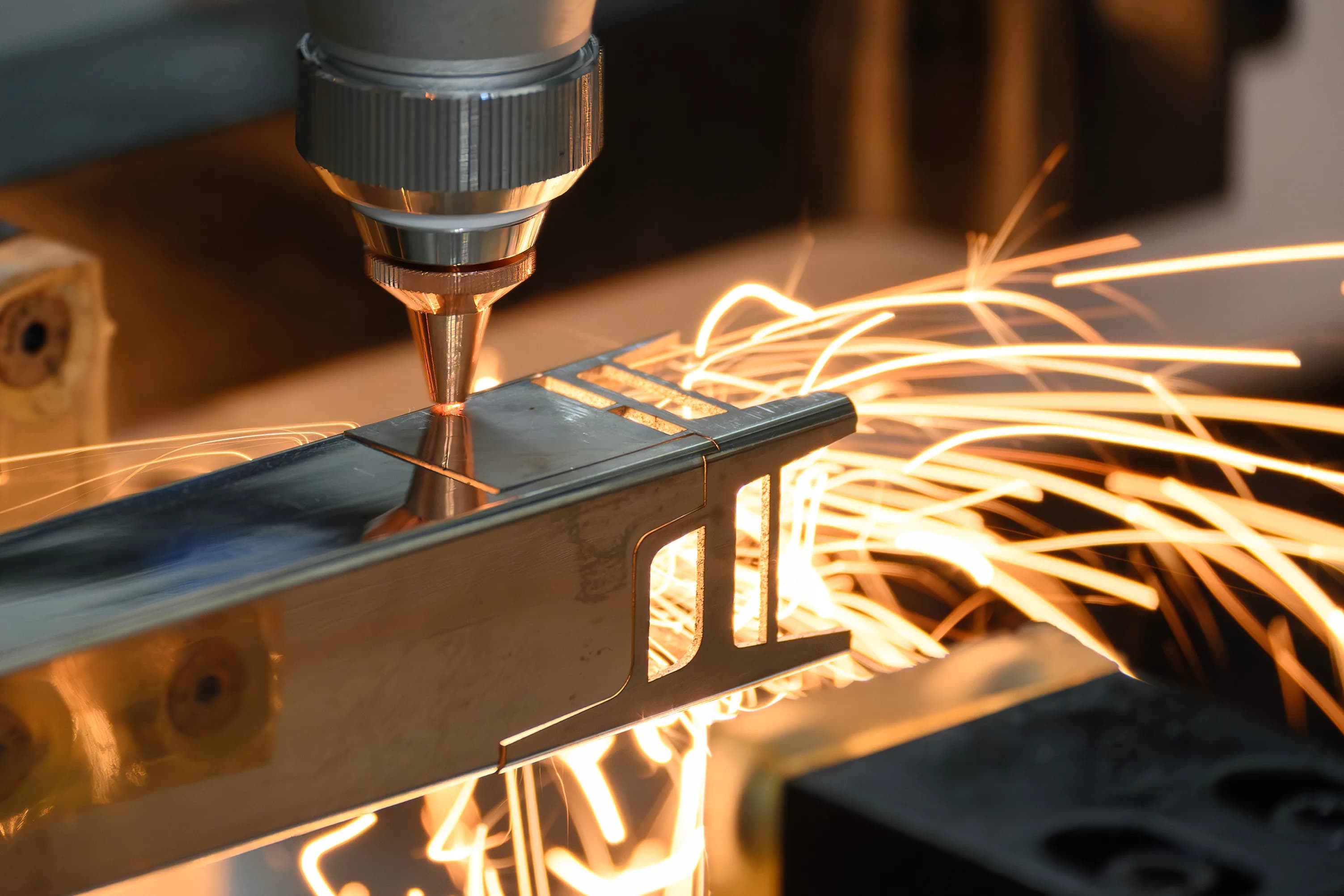
El corte de tubo es un proceso de manufactura con control de precisión usado para cortar tubo o pipe a longitudes exactas y, cuando se requiere, integrar features como orificios, ranuras, muescas y perfiles de junta. El proceso se enfoca en mantener longitud consistente, escuadra en extremos y condición de borde para que las piezas alineen correctamente durante soldadura y ensamble.
Dependiendo de los objetivos de tolerancia y la geometría, el corte de tubo puede realizarse con sierra fría o sierra de banda para control estricto de longitud y escuadra, o con corte de tubo por láser para integración de features, precisión de clocking y perfiles complejos. Es la solución preferida para frames, weldments, racks, soportes y subensambles estructurales donde la repetibilidad y la velocidad de fit-up son críticas.
Flujo de Trabajo de Corte de Tubo
Un proceso de ingeniería controlado optimizado para fit-up de soldadura, calidad cosmética y repetibilidad en producción.
1. Recepción de Archivos & Requisitos de Lista de Corte
Recibimos dibujos y listas de corte y confirmamos tipo de perfil, dimensiones, cantidades, tolerancias y cualquier requisito de orientación (clocking, ubicación de costura, caras cosméticas).
2. Revisión DFM para Features & Distancias a Extremo
Validamos factibilidad de orificios/ranuras/muescas, distancias mínimas a extremos, riesgo de colapso durante la sujeción y geometría de preparación de juntas. Señalamos riesgos temprano (features demasiado cerca, radios cerrados, paredes sin soporte).
3. Selección de Método & Revisión de Riesgo
Elegimos el método correcto (sierra fría, sierra de banda, láser de tubo) según objetivos de tolerancia, complejidad de features, expectativas de rebaba y necesidades de soldadura/acabado posteriores.
4. Setup & Estrategia de Datum
Definimos ubicaciones de tope, referencias de medición y control de orientación para que longitud, escuadra y clocking de features se mantengan consistentes a lo largo del lote.
5. Programación, Nesting & Secuenciación (Cuando Aplique)
Para trabajos con láser de tubo, programamos features y secuencia para gestionar aporte térmico, estrategia de perforado y cosmética. Planeamos un rendimiento estable y un tiempo de ciclo predecible en bundles.
6. Corte & Creación de Features
Las piezas se cortan a longitud y se producen los features según lo especificado. Gestionamos kerf/aporte térmico y controlamos la condición del borde para proteger fit-up y cosmética.
7. Desbarbado, Prep. de Extremos & Identificación
Se aplica remoción de rebaba, limpieza de escoria, rompimiento de arista y preparación de extremos según se requiera. Las piezas se etiquetan, agrupan o kittean para mantener trazabilidad y orientación.
8. Inspección & Liberación
Se verifican features CTQ como longitud total, escuadra y dimensiones feature-to-end usando herramientas y fixtures calibrados. Los lotes se liberan después de cumplir requisitos.
Métodos de Corte & Capacidades
Corte de Tubo por Láser (Cuando Aplique)
Perfiles integrados, orificios, ranuras y muescas con alta repetibilidad para ensambles—ideal cuando la precisión de features y la velocidad importan.
Corte con Sierra Fría
Cortes limpios y escuadrados para listas de corte de producción con excelente control de longitud y mínima rebaba—ideal para frames listos para soldar.
Corte con Sierra de Banda
Corte flexible para una amplia gama de tamaños y aleaciones—ideal para volúmenes bajos y listas de corte mixtas.
Muescado & Preparación de Juntas
Fishmouths, ingletes, copes y cortes de fit-up para mejorar penetración de soldadura y alineación en intersecciones de tubo.
Preparación de Extremos & Acondicionamiento de Bordes
Desbarbado, rompimiento de arista y limpieza de escoria para seguridad al manejo, cosmética y ajuste consistente en fixtures.
Marcado, Bundling & Kitting
IDs de pieza, marcas de orientación y estrategia de paquetes/kitting para mantener ensambles organizados y reducir errores de armado.
Ventajas Técnicas
Longitud & Escuadra Consistentes
Topes controlados, estrategia de setup y verificación mantienen estable la longitud total y la escuadra en extremos a lo largo del lote.
Fit-Up de Soldadura Más Rápido
Bordes limpios, condición predecible del extremo y preparación opcional de junta reducen tiempo de tack y ajustes en fixture.
Precisión de Features Donde Importa
Ubicación de orificios/ranuras/muescas controlada para soportar alineación, herrajes e interfaces de ensamble posteriores.
Menos Reproceso & Riesgo de Scrap
La revisión temprana detecta errores de allowance, problemas de distancia a extremo y errores de clocking que suelen romper ensambles.
Ritmo de Producción
Setups repetibles y bundling/kitting mantienen lead times predecibles desde prototipos hasta producción.
Inspección Alineada al Ajuste
La verificación se enfoca en CTQs como longitud total, feature-to-end, notch-to-notch y geometría de junta.
Volumen de Trabajo y Capacidades
Perfiles Soportados
Perfiles de tubo redondo, cuadrado y rectangular son comúnmente soportados. Pipe vs tube se revisa según especificación y necesidades de tolerancia.
Redondo / Cuadrado / Rect.
Rango de Tamaño
El rango soportado depende del tipo de perfil y del método. Perfiles grandes pueden requerir soporte especial para mantener la escuadra.
Revisado caso por caso
Longitud & Repetibilidad
La repetibilidad depende del método, estrategia de topes y complejidad de la lista de corte. Control CTQ estricto puede requerir fixtures dedicados.
CTQ-driven por lista de corte
¿Tolerancias Cerradas de Longitud o Muescas Complejas?
Si tus piezas tienen features densos cerca de los extremos, requisitos cerrados de longitud/escuadra o geometría de preparación de juntas, solicita una revisión de estrategia de corte antes de liberar.
Tolerancias y GD&T
Los resultados dependen del método, espesor de pared, aleación y fixturing. Definir features critical-to-quality (CTQ) (longitud, escuadra, feature-to-end, clocking) ayuda a controlar costo mientras protege el ajuste y la soldadura posterior.
| Categoría | Capacidad Técnica | Notas de Ingeniería |
|---|---|---|
| Longitud, Escuadra & Condición de Extremo | El control de longitud y escuadra depende del método, estrategia de topes, condición de la hoja (sierras) y soporte. Especificaciones cerradas pueden requerir fixtures y verificación adicional. | Marca CTQ de longitud y escuadra solo donde el ensamble lo exige. Sobre-restringir cada corte incrementa costo sin mejorar el ajuste. |
| Calidad de Borde, Rebaba & Control de Escoria | La rebaba y la escoria varían por método y material. Puede requerirse desbarbado/rompimiento de arista por seguridad, cosmética o preparación para soldar. | Especifica requisitos de borde en caras cosméticas y juntas de soldadura. Si no, un desbarbado estándar suele ser suficiente. |
| Aporte Térmico, Distorsión & HAZ | Procesos térmicos pueden introducir zona afectada por calor y ligera distorsión según espesor y densidad de corte. Fixturing y secuenciación reducen riesgo. | Para requisitos cosméticos o dimensionales cerrados, considera selección de método y espaciamiento de features para reducir concentración térmica. |
| Inspección, Trazabilidad & Control de Lote | La inspección se enfoca en CTQ usando herramientas y fixtures calibrados. La trazabilidad puede mantenerse con etiquetado, control de bundles y lotificación cuando se requiere. | Proporciona datums claros, notas de orientación (clocking) y CTQs para alinear la inspección a las interfaces reales de ensamble. |
Materiales de Tubo
Seleccione entre materiales de tubo de grado industrial comúnmente utilizados para bastidores doblados, estructuras y ensamblajes tubulares. La selección del material influye en la capacidad de radio de doblado, el comportamiento del springback, el control de ovalidad y la compatibilidad con acabados.
Metales (Tubo / Pipe)
Materiales Especiales (Caso por Caso)
Desbarbado, Preparación de Extremos y Operaciones Secundarias
Para componentes de tubo cortado, las operaciones secundarias suelen estar determinadas por el ajuste para soldadura, la seguridad en manejo, la identificación y los requisitos de acabado. El acondicionamiento de bordes, el maquinado secundario y el empaquetado organizado ayudan a mejorar la eficiencia de ensamble y la trazabilidad de las piezas.
Opciones de Acabado
Guías DFM para Corte de Tubo (DFM)
La manufacturabilidad depende del espesor de pared, reglas de distancia a extremo, densidad de features y control de orientación/clocking. Seguir estas reglas reduce scrap, protege cosmética y mejora repetibilidad en producción.
| Característica de Diseño | Recomendación |
|---|---|
| Distancia de Ranuras/Orificios a Extremo | Mantén features lejos de los extremos para reducir riesgo de colapso y distorsión durante sujeción/corte. Aumenta distancia o ajusta secuencia cuando deban ir cerca. |
| Separación de Features, Rotación & Datums | Define datums claros y clocking para features con patrón. El control de rotación evita desalineación en fixtures y asegura relaciones consistentes hole-to-face. |
| Marcas de Entrada/Salida & Caras Cosméticas | Especifica caras cosméticas y estrategia preferida de perforado/exit cuando la cosmética importa. Restricciones por zonas ayudan a evitar marcas visibles. |
| Kerf, Aporte Térmico & Allowances | Considera el kerf y efectos por método. Corte térmico puede introducir HAZ; corte con sierra requiere allowances por kerf de hoja en listas de corte. |
| Fit-Up de Soldadura & Preparación de Juntas | Especifica requisitos de junta (gap, bisel, penetración) y considera geometría de muescado/cope para reducir tiempo de fit-up y mejorar alineación. |
| Checklist de Dibujo & Lista de Corte | Incluye longitudes totales, tolerancias, perfil, dimensiones feature-to-end, notas de rotación/clocking, CTQs e IDs de pieza. Agrega requisitos de bundle/kitting cuando aplique. |
Aplicaciones & Industrias
Aplicaciones de Corte de Tubo
Frames & Weldments
Miembros de tubo cut-to-fit con longitud y escuadra consistentes para acelerar armado en fixture y soldadura.
Racks, Bases & Soportes
Piezas de tubo de producción con patrones de orificios repetibles y geometría de muescado para builds modulares.
Guardas, Carros & Estructuras
Componentes de tubo diseñados para durabilidad y fit-up consistente a través de lotes y revisiones.
Industrias de Corte de Tubo
Automotriz
Corte de tubo de precisión para componentes de chasis, soportes estructurales, sistemas de escape y ensamblajes soldados de vehículos.

Robótica
Estructuras tubulares cortadas con láser, bastidores de soporte y perfiles de precisión utilizados en celdas robóticas y equipos de automatización.

Cadena de Suministro
Componentes tubulares utilizados en sistemas de racks, equipos de manejo de materiales, carros industriales e infraestructura de almacenes.

FAQs & Base de Conocimiento
FAQs de Corte de Tubo
¿Listo para cortar componentes de tubo listos para producción?
Sube dibujos y listas de corte para una cotización respaldada por fit-up. Revisaremos reglas de distancia a extremo, sujeción/clocking, selección de método, control de rebaba y CTQs para entregar piezas que ensamblen bien a la primera.
Revisión de Ingeniería: Menos de 2 Horas