Doblado de
Tubo de Precisión
Doblado de tubo para bastidores, estructuras soldadas, racks y ensambles estructurales. Radios controlados, ángulos consistentes y manejo de orientación/clocking—con compensación de springback y acabados posteriores opcionales—para prototipos y producción escalable.
Control de Ángulo
±0.5° (típ.)
Entrega Rápida
5–10 Días
Perfiles
Redondo / Cuadrado / Rect.
Servicios de Doblado de Tubo
Formado de Tubo Orientado al Ensamble para Estructuras Soldadas
PREMSA entrega doblado de tubo diseñado para el éxito del ensamble: radios controlados, ángulos consistentes y orientación/clocking confiables para que las piezas caigan exactamente donde los fixtures lo requieren. Validamos la intención del doblado desde el inicio para evitar desperdicio por tangentes insuficientes, radios inviables o planos de doblado incorrectos.
Nuestro enfoque está basado en restricciones reales de formado: riesgo de adelgazamiento y ovalidad, potencial de arrugamiento, factibilidad de herramental (mandril/wiper) y comportamiento de springback por aleación y radio. Nos enfocamos en piezas que alinean correctamente en los fixtures—sin sorpresas durante el punteo.
Desde prototipos rápidos hasta producción, PREMSA soporta marcado, kitting, preparación opcional de extremos y verificación basada en CTQ. Priorizamos las dimensiones críticas: ángulos de doblado, radio a eje (CLR), longitudes de tangente, ubicación extremo-a-doblez y clocking para piezas con múltiples dobleces.
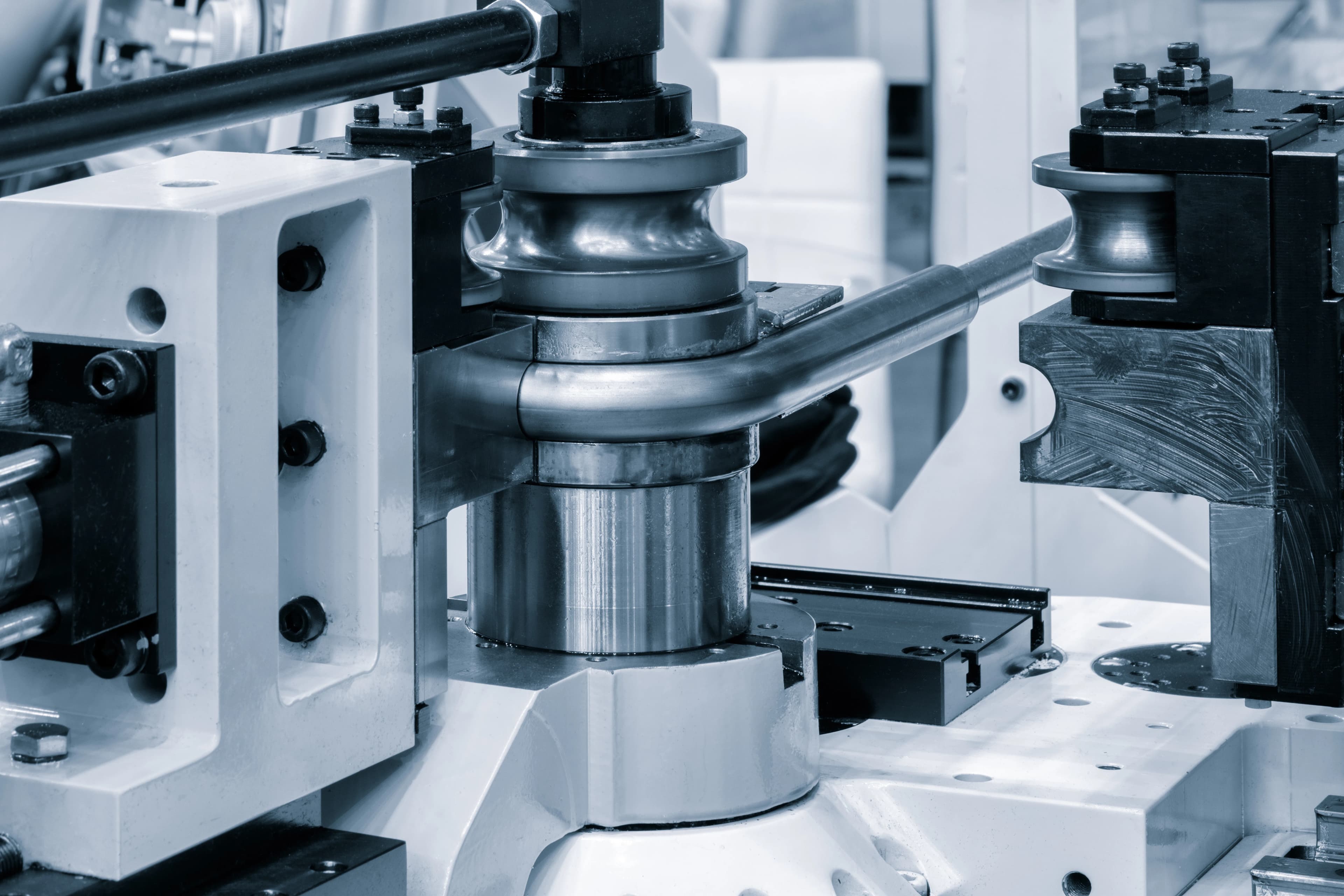
¿Qué es el Doblado de Tubo?
El doblado de tubo es un proceso de formado controlado utilizado para dar forma a tubo o pipe en radios y ángulos precisos manteniendo características críticas como orientación, longitud de tangente y ubicación del extremo. El objetivo es una geometría repetible para que las piezas encajen de forma confiable en estructuras soldadas, bastidores y ensambles.
Dependiendo de la geometría y las tolerancias objetivo, el doblado puede realizarse mediante doblado con mandril/arrastre rotativo para radios cerrados y control de arrugas, rolado para radios grandes o doblado por prensa/incremental para ciertas formas. Un doblado exitoso equilibra factibilidad de radio, adelgazamiento de pared, límites de ovalidad, compensación de springback e inspección alineada a las interfaces de ensamble.
Flujo de Trabajo de Doblado de Tubo
Un proceso de ingeniería controlado optimizado para repetibilidad, ajuste y estabilidad en producción.
1. Recepción de Archivos y Requisitos de Doblado
Recibimos planos/modelos y confirmamos perfil del tubo, material, espesor de pared, radios de doblado, ángulos, longitudes de tangente y requisitos de orientación/clocking.
2. Revisión DFM de Radio, Tangentes y Factibilidad Multidoblez
Validamos factibilidad de CLR mínimo, longitudes rectas para sujeción/tangentes, riesgos de colisión en piezas con múltiples dobleces y estrategia de recorte post-doblado.
3. Selección de Proceso y Herramental
Seleccionamos el proceso óptimo (mandril/arrastre rotativo, rolado, prensa/incremental) según CLR, riesgo de adelgazamiento, control de arrugas y necesidades de tolerancia.
4. Estrategia de Springback y Ajuste de Parámetros
Definimos objetivos de sobre-doblado y variables de control por material y radio. En piezas críticas, fijamos parámetros tras validar primera pieza.
5. Datums, Clocking y Control del Plano de Doblado
Establecemos datums y referencias de orientación para mantener consistencia de planos y rotaciones—especialmente en piezas con múltiples dobleces.
6. Doblado y Verificaciones en Proceso
Las piezas se forman a la geometría objetivo con verificación en proceso de ángulo, longitud de tangente y orientación. Se ajusta temprano para proteger el rendimiento.
7. Recorte Post-Doblado, Desbarbado e Identificación
Cuando aplica, recortamos a longitud final, desbarbamos/biselamos y aplicamos marcas de orientación. El kitting mantiene la trazabilidad.
8. Inspección y Liberación
Se verifican características CTQ como ángulos, radios, tangentes, ubicaciones extremo-a-doblez y clocking mediante calibres, fixtures o CMM (según aplique).
Métodos de Doblado y Capacidades
Doblado con Mandril / Arrastre Rotativo
Ideal para radios cerrados y alta repetibilidad—reduce arrugas y controla ovalidad en ensambles críticos.
Rolado
Óptimo para arcos de gran radio y curvatura continua—común en bastidores, guardas y contornos estructurales.
Doblado por Prensa / Incremental (Cuando Aplica)
Soporta ciertas formas y prototipos donde el doblado segmentado o por etapas es aceptable.
Compensación de Springback
Ajuste de sobre-doblado por material y espesor para lograr ángulos finales consistentes en producción.
Control de Ovalidad y Arrugas
Estrategia de herramental (mandril/wiper), lubricación y parámetros para proteger la integridad de la sección.
Marcado, Agrupado y Kitting
Identificación de piezas, marcas de orientación y empaques por kit para reducir errores de ensamble.
Ventajas Técnicas
Ángulos y Radios Repetibles
La configuración controlada y la estrategia de springback estabilizan la geometría desde primera pieza hasta producción.
Orientación y Clocking Confiables
El control de datums y rotación mantiene alineadas las piezas multidoblez con fixtures e interfaces.
Ovalidad y Adelgazamiento Controlados
La selección adecuada de proceso y herramental reduce arrugas y protege la sección donde la resistencia importa.
Menor Riesgo de Retrabajo y Scrap
La revisión DFM temprana detecta CLR imposibles, tangentes insuficientes y conflictos de recorte antes de liberar.
Velocidad de Ajuste en Ensamble
Tangentes y ubicaciones consistentes reducen ajustes de fixture, tiempo de punteo y desalineaciones en juntas.
Inspección Alineada al Ajuste
La verificación se enfoca en CTQ como ángulos, CLR, tangentes, extremo-a-doblez y clocking/rotación.
Capacidad y Envolvente de Doblado de Tubo
Perfiles Soportados
Se soportan comúnmente perfiles redondos, cuadrados y rectangulares. Pipe vs tubo se revisa según especificación y tolerancias.
Redondo / Cuadrado / Rect.
Rango de Tamaño
El rango depende del perfil, CLR, espesor de pared y proceso (mandril vs rolado). CLR cerrados pueden limitar el OD.
Revisado caso por caso
Repetibilidad y Control CTQ
La repetibilidad depende del material, estrategia de springback y control de fixture/clocking. CTQ estrictos pueden requerir calibres dedicados.
CTQ según plano
¿Radios Cerrados o Requisitos de Clocking Multidoblez?
Si tu pieza tiene CLR cerrados, múltiples planos de doblado o requisitos estrictos de ubicación de extremos, solicita una revisión de estrategia de doblado antes de liberar.
Calidad del Doblado y Estándares de Producción
Los resultados dependen del CLR, espesor de pared, aleación, herramental y comportamiento de springback. Definir características críticas a la calidad (CTQ) (ángulo, radio, longitud de tangente, extremo-a-doblez, clocking) ayuda a controlar costos y proteger el ajuste y la soldadura posterior.
| Categoría | Capacidad Técnica | Notas de Ingeniería |
|---|---|---|
| Radio, Ángulo y Consistencia del Doblado | La consistencia depende del proceso, herramental y compensación de springback. Especificaciones estrictas pueden requerir ajuste de primera pieza y calibres/fixtures dedicados. | Tolera ángulos CTQ y ubicaciones extremo-a-doblez donde el ensamble lo demande. Sobre-restringir dimensiones no críticas puede aumentar costos sin mejorar el ajuste. |
| Ovalidad, Arrugamiento y Adelgazamiento de Pared | La ovalidad y el adelgazamiento aumentan al cerrar el CLR y reducir el espesor. Mandril y wiper reducen arrugas en radios cerrados. | Si la integridad de la sección es crítica (flujo, resistencia, estética), especifica límites de ovalidad e identifica zonas críticas. |
| Springback, Efectos del Material y Compensación | El springback varía por aleación, temple, espesor y CLR. La compensación se logra mediante sobre-doblado controlado y bloqueo de parámetros tras validar. | Proporciona especificación/temple del material y estado térmico. Lotes mixtos pueden desplazar el springback y variar ángulos. |
| Inspección, Trazabilidad y Control de Lotes | La inspección se enfoca en geometría CTQ usando calibres, fixtures o CMM (según aplique). La trazabilidad puede mantenerse con etiquetas, control por bulto y lote cuando se requiere. | Define datums y notas de clocking claras para piezas multidoblez. Los CTQ deben reflejar interfaces reales de ensamble. |
Materiales de Tubo
Elija entre materiales de tubo de grado industrial comúnmente utilizados para marcos doblados, estructuras y ensamblajes tubulares. La selección del material influye en la capacidad del radio de doblado, el comportamiento de springback, el control de ovalización y la compatibilidad con acabados.
Metales (Tubo / Pipe)
Materiales Especiales (Caso por Caso)
Desbarbado, Preparación de Extremos y Operaciones Secundarias
Para componentes de tubo cortado, las operaciones secundarias suelen estar impulsadas por requisitos de soldadura, seguridad de manipulación, identificación y acabado. El acondicionamiento de bordes, maquinado secundario y el empaquetado organizado ayudan a mejorar la eficiencia de ensamblaje y la trazabilidad de las piezas.
Opciones de Acabado
Guías DFM para Doblado de Tubo (DFM)
La fabricabilidad depende del CLR, espesor de pared, longitudes rectas, secuencia de doblez y control de clocking. Seguir estas reglas reduce scrap, protege la estética y mejora la repetibilidad.
| Característica de Diseño | Recomendación |
|---|---|
| Radio de Doblado vs Espesor de Pared | Especifica CLR factible relativo al OD y espesor. CLR cerrados incrementan ovalidad/adelgazamiento y pueden requerir mandril/wiper o cambios de diseño. |
| Tramos Rectos, Tangentes y Sujeción | Proporciona longitudes rectas suficientes para sujeción y contacto de herramental. Tangentes demasiado cortas pueden causar deslizamiento, marcas o variación. |
| Orientación, Clocking y Planos de Doblado | Define datums y referencias de rotación para piezas multidoblez. Notas claras evitan dobleces fuera de plano y desalineación en fixtures. |
| Barrenos/Ranuras: Antes vs Después | Evalúa agregar características tras el doblado para evitar distorsión y deriva posicional. Si son pre-doblado, controla clocking y protege caras estéticas. |
| Ajuste para Soldadura y Preparación Post-Doblado | Planifica preparación de juntas y recorte alrededor de la geometría formada. Especifica ubicaciones críticas de extremos respecto a tangentes e interfaces. |
| Checklist de Plano y Especificación | Incluye CLR, ángulos (con tolerancias), longitudes de tangente, longitudes totales (formado/post-recorte), datums, notas de clocking, CTQ e IDs de pieza. Agrega referencias de calibres/fixtures si aplica. |
Aplicaciones e Industrias
Aplicaciones de Doblez de Tubo

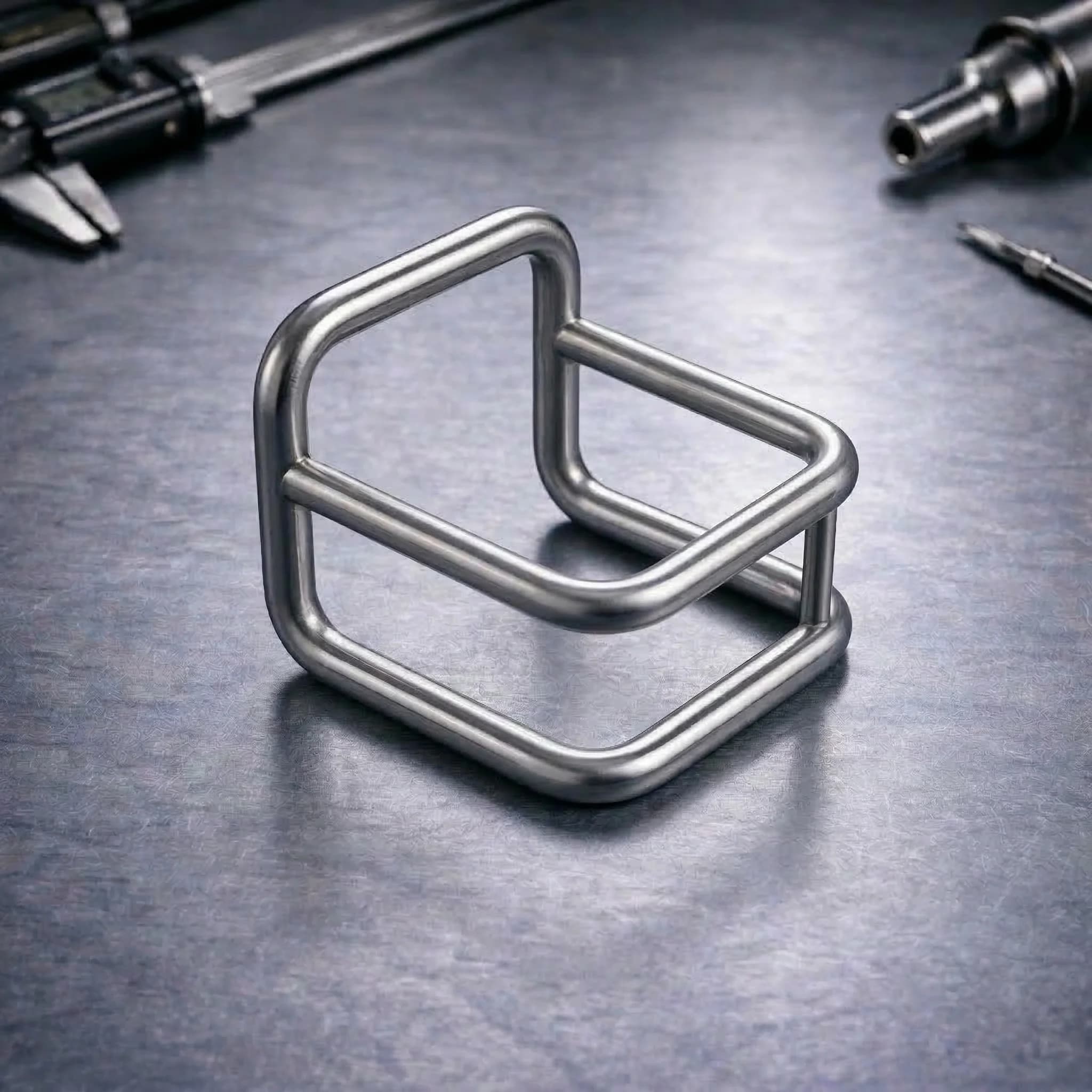
Bastidores y Estructuras Soldadas
Miembros de tubo doblado con radios y tangentes controlados para agilizar el ensamble en fixtures.
Guardas, Manerales y Carritos
Dobleces repetibles con control de orientación para componentes ergonómicos y estructurales.
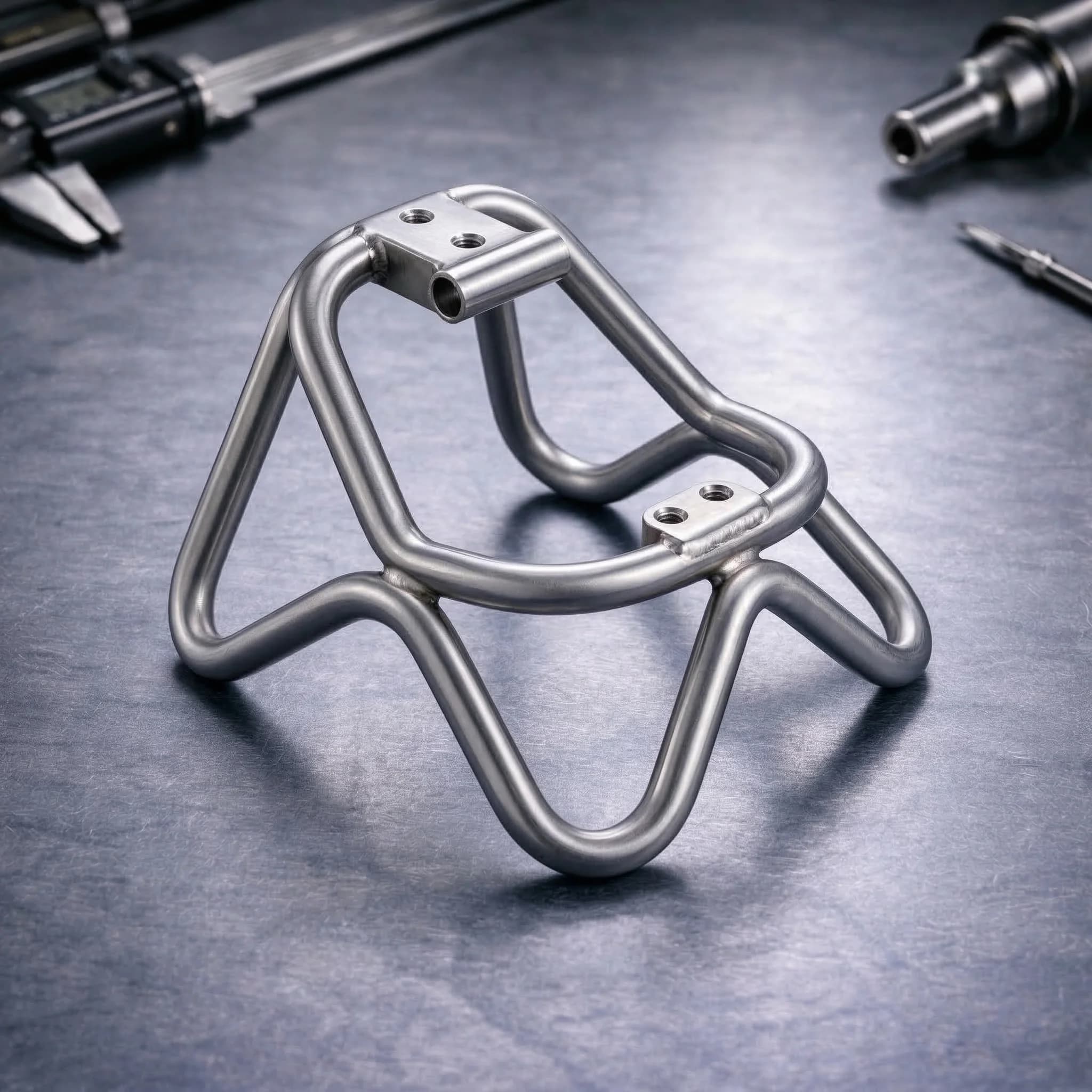
Racks, Stands y Soportes
Piezas multidoblez con ubicaciones de extremos controladas para ensambles modulares.
Industrias de Doblez de Tubo
Aeroespacial y Defensa
Tubos doblados con precisión para marcos estructurales, conducción de fluidos y ensamblajes livianos utilizados en sistemas aeroespaciales y de defensa.

Médica
Tubos de acero inoxidable y aluminio doblados utilizados en estructuras de equipos médicos, soportes estructurales y ensamblajes de dispositivos de precisión.

Energía
Tubos conformados utilizados en soportes de tuberías, ensamblajes estructurales y sistemas de infraestructura energética.

FAQs & Base de Conocimiento
Preguntas Frecuentes de Doblado de Tubo
¿Listo para formar componentes de tubo de precisión?
Sube planos y modelos para una cotización respaldada por ajuste de ensamble. Revisaremos factibilidad de CLR, requisitos de tangente/sujeción, compensación de springback, riesgo de ovalidad, control de clocking y CTQ para entregar piezas que ensamblan correctamente.
Revisión de Ingeniería: Menos de 2 Horas