Inyección
Sobremoldeo
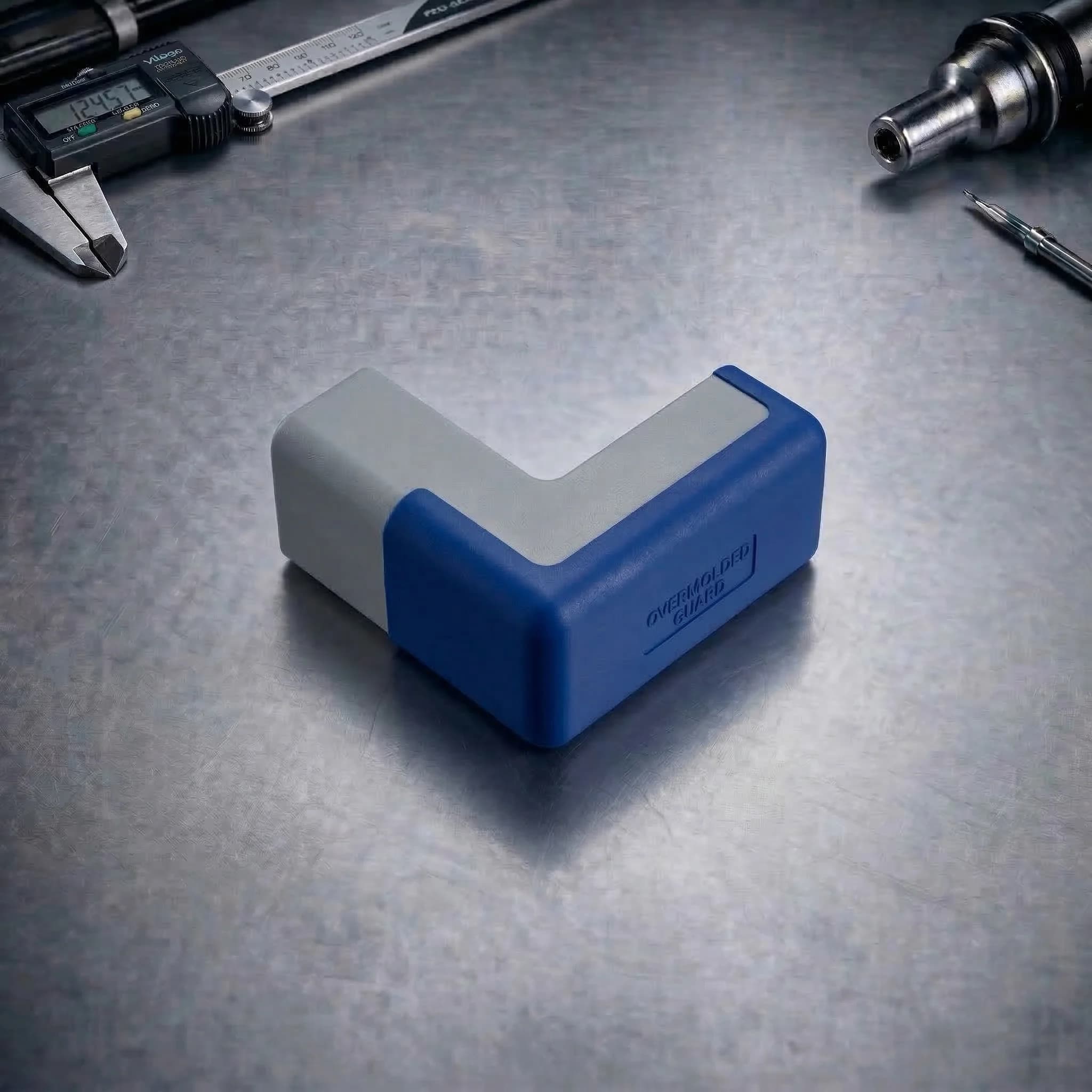
Sobremoldeo que integra sustratos rígidos con elastómeros o silicón para agarre, sellado, amortiguamiento e interfaces funcionales. Shutoffs controlados, ubicación repetible de insertos y proceso multi-material estable para piezas listas para producción.

Enfoque en interfaz
Unión + Shutoffs
Herramental + muestras
Según programa
Etapa de construcción
Piloto → Producción
Servicios de Sobremoldeo
Por qué PREMSA para Sobremoldeo
PREMSA entrega sobremoldeo por inyección que combina sustratos rígidos con elastómeros o plásticos secundarios para agregar agarre, sellado, amortiguamiento de vibración, aislamiento eléctrico e interfaces ergonómicas. Los programas se diseñan alrededor de la geometría de interfaz, el control de shutoffs y la ubicación repetible del inserto para que el resultado sea estable en producción, no solo “aceptable” visualmente.
La calidad del sobremoldeo la determina el control de interfaz: geometría de sellado en shutoffs, contención de rebaba, comportamiento de la línea de unión (adhesiva o mecánica) y estabilidad de la ventana de proceso. El objetivo es separación consistente de materiales, colocación predecible de testigos y dimensiones de interfaz controladas lote a lote.
Los programas normalmente se enfocan en integridad de la línea de unión, caras cosméticas e interfaces de ensamble: ventanas/undercuts de retención, tierras de sellado, nervaduras de agarre, datums de insertos y el comportamiento del stack-up de tolerancias ante contracciones y rigideces distintas.
¿Qué es el Sobremoldeo?
El sobremoldeo es un proceso de moldeo multi-etapa donde un primer componente (el sustrato) se moldea o se coloca dentro del molde, y luego se inyecta un segundo material sobre/alrededor para crear una sola pieza integrada.
El segundo material normalmente es un elastómero (TPE/TPU o silicón LSR) para agarre y sellado, o un segundo termoplástico para funciones específicas. La retención puede ser por adhesión química (compatibilidad de materiales) y/o por retención mecánica (bloqueos, ventanas, ranuras).
El flujo de trabajo del sobremoldeo
Un flujo de trabajo multi-material controlado, centrado en la geometría de interfaz, el sellado de shutoffs y la colocación repetible del inserto.
1. Requerimientos y definición de interfaz
Definir material del sustrato, material de la segunda inyección, superficies de interfaz, caras cosméticas, tierras de sellado, geometría de retención, datums del inserto y cualquier restricción de ensamble.
2. Revisión DFM de sobremoldeo
Revisar arquitectura de shutoffs, líneas de partición, trampas de rebaba, ventanas de retención o undercuts, zonas de marcas de expulsión y riesgos de desajuste por contracción entre materiales.
3. Estrategia y arquitectura de herramental
Seleccionar enfoque de dos inyecciones o sobremoldeo con inserto y definir características de ubicación del inserto, geometría de sellado en shutoffs, intención de inyección y ventilación, y mantenibilidad del herramental.
4. Muestreo y ajuste de interfaz
Correr muestras iniciales para evaluar comportamiento de la línea de unión, propensión a rebaba en shutoffs, mapeo de testigos cosméticos y estabilidad dimensional de la interfaz.
5. Verificación de línea de unión y retención
Verificar desempeño de retención según el mecanismo definido (adhesión del material y/o enclavamientos mecánicos). Documentar condición de interfaz y modos de falla.
6. Estabilización de ventana de proceso
Estabilizar temperaturas de material, temperaturas de molde, perfiles de inyección, intención de empaque/sostenimiento y controles de ciclo para asegurar llenado repetible, sellado en shutoffs y estabilidad cosmética.
7. Plan de inspección y control de interfaz
Definir el enfoque de inspección para integridad de la línea de unión, límites de rebaba en shutoffs, zonas de testigos cosméticos y dimensiones críticas de interfaz lote a lote.
8. Paquete de liberación a producción
Liberar un paquete de especificación controlado incluyendo materiales, requisitos de interfaz, zonas de testigos cosméticos, criterios de retención y ventana de proceso aprobada.
Capacidades de herramental, insertos y sobremoldeo
Herramental para sobremoldeo con inserto
Herramental configurado para ubicación repetible del inserto con datums positivos y características de carga que protegen shutoffs y caras cosméticas.
Sobremoldeo de dos inyecciones (según programa)
Arquitectura de dos inyecciones para piezas multi-material integradas donde la alineación entre disparos y el control de sellado en shutoffs son los principales drivers.
Geometría de sellado en shutoffs
Superficies de shutoff, trampas de rebaba y geometría de tierras controladas para contener material suave y proteger interfaces críticas.
Características de geometría de retención
Bloqueos mecánicos, ventanas, ranuras y undercuts diseñados en el sustrato para asegurar retención durable cuando se requiere.
Estrategia de testigos cosméticos
Mapeo y control de líneas testigo, líneas de partición, compuertas y marcas de expulsión alineados a las caras cosméticas designadas.
Controles de estabilidad de proceso
Controles definidos de ventana de proceso para balance de llenado, ventilación, consistencia de disparo y contención de defectos entre materiales.
Ventajas técnicas
Agarre e ergonomía integrados
Superficies de elastómero integradas directamente sobre estructuras rígidas para geometría de agarre durable y sensación táctil consistente.
Sellado y protección ambiental
Características elastoméricas para formar sellos, juntas e interfaces barrera con geometría de shutoff controlada y contención de rebaba.
Amortiguamiento y aislamiento de vibración
Elastómeros usados para amortiguar vibración y reducir transferencia de ruido en interfaces y manerales.
Menor complejidad de ensamble
Combinar materiales en una sola pieza reduce grips, sellos, adhesivos y pasos de ensamble manual.
Control cosmético repetible
Zonas de testigo definidas y control de shutoffs reducen rebaba no controlada y mejoran estabilidad cosmética lote a lote.
Integración de interfaces funcionales
Soporta botones soft-touch, topes protectores y superficies táctiles integradas en piezas estructurales.
Capacidad y envolvente para sobremoldeo
Selección de prensa y capacidad de disparo
El tamaño de prensa y disparo se determina por la geometría del sustrato, volumen de la segunda inyección, área proyectada y requisitos de interfaz/shutoff para mantener llenado estable y sellado consistente.
Según programa
Envolvente de tamaño y geometría
La envolvente la gobiernan la rigidez del sustrato, el manejo del inserto, la longitud de sellado en shutoffs y la longitud de flujo para completar el llenado sin escalar rebaba en shutoffs.
Revisado por geometría de interfaz
Dos inyecciones vs sobremoldeo con inserto
Los programas pueden usar dos inyecciones o método con inserto según alineación, método de carga, intención de ciclo y requisitos de arquitectura de interfaz.
Dos inyecciones / Inserto
¿Necesitas una revisión enfocada en interfaz?
Envía CAD + materiales y solicita una revisión de interfaz para sobremoldeo. Mapearemos shutoffs, geometría de retención, caras cosméticas y enfoque de inspección para unión y contención de rebaba.
Calidad y estándares de interfaz
La calidad en sobremoldeo está dominada por el comportamiento de interfaz: integridad de línea de unión (adhesiva y/o mecánica), sellado de shutoffs y contención de rebaba, y estabilidad dimensional ante contracciones y rigideces distintas.
| Categoría | Capacidad técnica | Notas de ingeniería |
|---|---|---|
| Integridad de la línea de unión y control de adhesión | El comportamiento de la línea de unión se controla mediante superficies de interfaz definidas, geometría de retención y la pareja de materiales. La verificación se enfoca en llenado consistente de interfaz y comportamiento repet noteable del modo de falla cuando aplica. | Define el mecanismo de retención (adhesivo, mecánico o híbrido) e identifica puntos de inspección y criterios/aceptación para unión/retención. |
| Shutoffs, control de rebaba y caras cosméticas | Superficies de sellado en shutoffs, líneas de partición y trampas de rebaba se diseñan para contener materiales suaves y proteger caras cosméticas de rebaba no controlada y deriva de testigos. | Identifica caras cosméticas y zonas de testigo (línea de partición, vestigio de compuerta, marcas de expulsión) y fija ubicaciones permitidas. |
| Estabilidad dimensional y desajuste de materiales | Contracciones y rigideces distintas pueden mover datums de interfaz. El control se centra en datums, interfaces funcionales y tierras de sellado más que en superficies libres. | Define datums en el sustrato que gobiernan ensamble; mide características controladas por interfaz a través de lotes de proceso. |
| Ubicación de insertos, fijación y repetibilidad | La ubicación y orientación repetible del inserto es crítica para el sellado de shutoffs y cobertura consistente. Los controles incluyen datums positivos, features de carga y verificaciones. | Define features de orientación del inserto y condiciones de rechazo por mala carga, inclinación o asiento incompleto. |
Polímeros y Materiales
La selección del polímero determina la resistencia mecánica, el desempeño ante impactos, la resistencia térmica, la compatibilidad química, la estabilidad dimensional y la calidad estética. Comparte las condiciones de operación, cargas, requisitos regulatorios y uso final para que podamos recomendar la familia de material y el grado más adecuado para tu aplicación.
Polímeros de Uso General
Polímeros de Ingeniería
Polímeros de Alto Desempeño
Elastómeros (TPE / TPU)
Operaciones Secundarias y Acabados
Más allá del moldeo, los programas de producción suelen requerir acabados cosméticos controlados, recorte, procesos de ensamble, instalación de hardware, trazabilidad y soporte de empaque para entregar piezas listas para producción que se integren correctamente en operaciones posteriores.
Operaciones Secundarias y Acabados
Guías DFM para sobremoldeo (DFM)
El DFM en sobremoldeo se enfoca en sellado de shutoffs, geometría de retención, mapeo de testigos y estabilidad entre materiales.
| Característica de diseño | Recomendación |
|---|---|
| Líneas de partición, shutoffs y geometría de sellado | Las superficies de shutoff deben ser continuas y robustas para evitar caminos de rebaba. Las tierras de sellado y longitudes de shutoff deben diseñarse para mantener contacto y contener el flujo del material suave. |
| Bloqueos mecánicos, ventanas y retención | Las features de retención (ventanas, undercuts, ranuras, nervaduras, agujeros pasantes) proporcionan anclaje mecánico durable del material sobremoldeado cuando se requiere. |
| Canales de inyección, ventilación y líneas de unión (segunda inyección) | La ubicación de compuertas y ventilaciones determina el balance de llenado y el testigo cosmético. Las líneas de unión en elastómeros pueden crear zonas visibles de “knit” y debilidad local según la geometría. |
| Marcas de expulsión y control cosmético | Las marcas de expulsión, ubicación de pernos y caras de contacto deben mapearse lejos de caras cosméticas definidas. Los materiales suaves pueden mostrar testigos y rayado si no se controla. |
| Contracción, deformación y control de interfaz | La contracción disímil puede “jalar” interfaces y mover datums. El control depende de la estrategia de datums del sustrato y de geometría de interfaz que resista distorsión durante enfriamiento y recuperación elástica. |
| Checklist de planos y especificaciones | Incluir material del sustrato, material de la segunda inyección, dureza (Shore), caras cosméticas, zonas de testigo, ubicaciones de shutoffs, geometría de retención, datums de insertos y enfoque de inspección (unión, rebaba, dimensiones de interfaz). |
Aplicaciones e industrias
Aplicaciones de Sobremoldeo

Manerales y grips soft-touch
Sustratos rígidos con TPE/TPU para geometría ergonómica de agarre y superficies táctiles durables.

Sellos, juntas y barreras de interfaz
Elastómeros para formar tierras de sellado y barreras ambientales integradas en carcasas y cubiertas.
Topes protectores y protectores de canto
Features elastoméricas para absorción de impacto y protección de bordes en productos y herramientas industriales.
Industrias de Sobremoldeo
Electrónica y Semiconductores
Componentes plásticos moldeados por inyección para carcasas electrónicas, soportes internos, conectores y piezas de aislamiento utilizadas en equipos electrónicos y sistemas de semiconductores.

Médica
Piezas plásticas moldeadas con precisión utilizadas en equipos médicos, dispositivos de diagnóstico y componentes estructurales donde la consistencia dimensional y la calidad del material son críticas.

Robótica
Componentes plásticos funcionales para carcasas, soportes estructurales, guías y piezas mecánicas utilizadas en sistemas robóticos y equipos de automatización.

Preguntas frecuentes & Base de conocimiento
FAQs de sobremoldeo
¿Listo para fabricar piezas multi-material con interfaces controladas?
Sube CAD + especificación de materiales para solicitar una cotización de sobremoldeo. Mapearemos shutoffs, geometría de retención, zonas de testigo y enfoque de inspección para unión, contención de rebaba y estabilidad de interfaz.
Revisión de ingeniería: en menos de 2 horas