Precisión
Estampado Metálico
Estampado de metal para soportes, placas, clips, cubiertas y componentes formados. Bordes de corte controlados, posiciones de orificios repetibles y producción escalable—con estrategia de troquel, planeación de tonelaje e inspección CTQ—ideal para prototipos y programas de alto volumen.
Posición de Orificio
±0.005 in (típ.)
Fast-Track
10–20 Días
Procesos
Blank / Pierce / Form
Servicios de Estampado de Metal
Piezas Listas para Prensa con Repetibilidad, Control de Rebaba y Escala
PREMSA entrega estampado de metal enfocado en estabilidad de producción: dirección de rebaba controlada, posición de orificios repetible y features formados que ensamblan correctamente en fixtures. Validamos la intención del proceso desde el inicio para evitar scrap por features no factibles, relaciones hole-to-edge pobres, o datums/CTQs poco definidos.
Nuestro enfoque se basa en restricciones reales de prensa y troquel: límites de tonelaje, layout de tira, clearances de perforado, esfuerzo residual/alabeo y deformación por formado según aleación y espesor. Nos enfocamos en las dimensiones críticas para ensamble—sin sobre-restringir planos que incrementan costo.
De prototipos a programas de alto volumen, PREMSA soporta planes de control, gauges dedicados, marcado de parte y kitting. Priorizamos features CTQ como patrones de orificios, condición de borde, geometría formada, planitud e interfaces de ajuste para mantener alto el yield y una inspección eficiente.
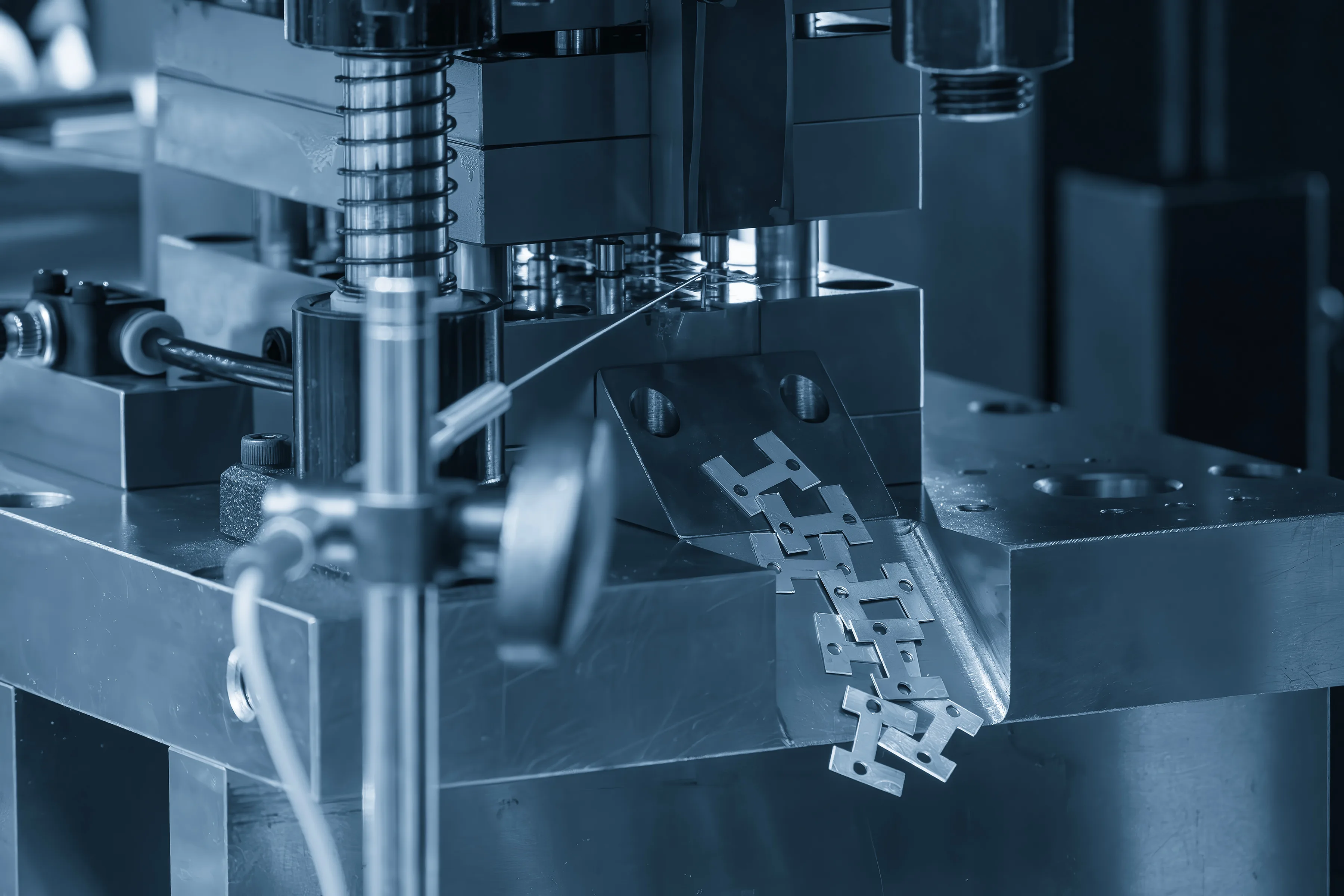
¿Qué es el Estampado de Metal?
El estampado de metal es un proceso de formado en prensa de alta velocidad que utiliza troqueles para cortar (blank/pierce) y formar lámina en piezas repetibles. Es ideal para brackets, clips, cubiertas, refuerzos y otros componentes que requieren consistencia dimensional a escala.
Según la geometría y objetivos, el estampado puede incluir blanking y perforado, formado/pestañado, embossing/coining o deep drawing cuando aplica. Un programa exitoso balancea espesor y factibilidad de features, manejo de rebaba, control de planitud/alabeo, springback en features formados e inspección CTQ alineada a interfaces de ensamble.
Flujo de Trabajo de Estampado de Metal
Un proceso de ingeniería controlado para maximizar repetibilidad, rendimiento y estabilidad en producción.
1. Recepción de Archivos y Definición CTQ
Revisamos planos/modelos y confirmamos material, espesor, requisitos de acabado, features CTQ, datums e interfaces funcionales que gobiernan el ensamble.
2. Revisión DFM para Factibilidad de Features
Validamos tamaños mínimos, reglas hole-to-edge, factibilidad de doblado/formado, necesidades de dirección de rebaba y expectativas de planitud.
3. Estrategia de Troquel y Layout de Tira
Definimos el enfoque más estable (single-op, compound o progresivo) y optimizamos el layout de tira para rendimiento y control consistente de la pieza.
4. Planeación de Tonelaje y Setup de Prensa
Planeamos tonelaje, altura de cierre y manejo. En geometrías críticas, alineamos la secuencia de formado para reducir distorsión.
5. Validación de Primera Pieza (FAI)
Corremos primeras piezas, afinamos el setup del troquel y validamos CTQs—especialmente patrones de orificios, condición de borde, features formados y planitud.
6. Controles en Proceso
Verificamos features clave con frecuencia definida usando gauges/fixtures. Ajustamos temprano para proteger yield y consistencia.
7. Operaciones Secundarias e Identificación
Si se requiere, desbarbamos, roscamos, instalamos inserts, aplicamos marcado y armamos kits para agilizar ensamble.
8. Inspección Final y Liberación
Verificamos CTQs según el plan de control y liberamos con trazabilidad y empaque alineado a manejo y requisitos de ensamble.
Procesos y Capacidades de Estampado
Troquel Progresivo
Ideal para alta repetibilidad en volumen—múltiples estaciones cortan y forman features con control estable.
Blanking y Perforado
Cortes eficientes con clearance planeado y control de dirección de rebaba para ensamble y seguridad.
Formado / Pestañado
Crea flanges y features formados considerando springback para interfaces de ensamble.
Embossing / Coining
Agrega nervaduras, identificación o definición—bajo revisión por espesor y factibilidad de herramental.
Deep Drawing (Cuando Aplica)
Soporta copas y formas embutidas cuando material y geometría cumplen restricciones de embutido.
Gauging y Planes de Control
Estrategia de medición enfocada a CTQ para patrones de orificios, condición de borde, geometría formada y planitud.
Ventajas Técnicas
Bajo Costo Unitario a Escala
El estampado está optimizado para throughput—una vez validado el herramental, el costo por pieza se mantiene estable en producción.
Patrones de Orificios y Features Repetibles
La geometría controlada por troquel mejora consistencia en ensambles que dependen de posición de orificios y alineación.
Control de Dirección de Rebaba
Clearance y flujo de proceso planeados soportan manejo más seguro y orientación consistente en ensamble.
Geometría Formada Más Estable
Secuencia de formado y control de springback reducen variación en flanges, dobleces e interfaces formadas.
Menor Riesgo de Scrap
El DFM temprano detecta features no factibles, problemas hole-to-edge y riesgos de alabeo antes de liberar.
Inspección Alineada a CTQs
La verificación se enfoca en lo funcional: posición de orificios, bordes críticos, geometría formada y planitud.
Volumen de Trabajo y Capacidades
Tonelaje, Mesa y Altura de Cierre
La capacidad depende del tonelaje requerido por espesor, longitud de perímetro y operaciones de formado. Mesa y altura de cierre se revisan según la pieza y estrategia de herramental.
Revisado por programa
Espesor de Material y Ancho de Tira
El espesor y ancho factibles dependen de aleación, densidad de features y estrategia de troquel. Material delgado puede requerir soporte adicional para proteger planitud y calidad de corte.
Caso por caso
Repetibilidad, Gauging y Plan de Control
CTQs estrictos pueden requerir fixtures dedicados y verificaciones en proceso. El plan de control se alinea a interfaces funcionales de ensamble.
CTQ-driven por plano
¿Patrones de Orificios Cerrados o Planitud Crítica?
Si tu pieza tiene patrones densos, planitud estricta o interfaces formadas, solicita una revisión de estrategia de troquel + CTQ antes de liberar.
Calidad, Tolerancias y Control de Rebaba
Los resultados dependen de material, espesor, clearance del troquel, deformación por formado y esfuerzo residual. Definir features críticos a calidad (CTQ) (posición de orificios, condición de borde, geometría formada, planitud) protege el ensamble manteniendo el costo bajo control.
| Categoría | Capacidad Técnica | Notas de Ingeniería |
|---|---|---|
| Calidad de Borde de Corte y Dirección de Rebaba | Los bordes dependen de clearance, condición del punzón y material. La dirección de rebaba se puede gestionar por orientación del proceso y estrategia de troquel para soportar manejo y ensamble. | Indica dirección de rebaba si afecta ensamble o seguridad. Requisitos excesivos de borde elevan costo—especifica lo funcionalmente necesario. |
| Planitud, Alabeo y Esfuerzo Residual | La planitud se afecta por densidad de perforado, secuencia de formado, esfuerzos del material y variación del rollo. Features de estabilización y secuencia pueden reducir riesgo de alabeo. | Identifica zonas funcionales de planitud y cómo se mide. Patrones densos pueden requerir controles adicionales. |
| Posición de Orificios, Perforado y Clearances | La precisión de orificios depende de condición del troquel, control de la tira y estrategia de clearance. Patrones estrictos pueden requerir gauging dedicado y guiado estable. | Tolera lo que realmente gobierna el ensamble. Define datums que reflejen la condición real de acople para evitar ambigüedad en inspección. |
| Inspección CTQ, Trazabilidad y Control de Lote | La inspección se alinea a CTQs usando gauges, fixtures o CMM según se requiera. La trazabilidad se mantiene con etiquetado, control de lote y empaque controlado. | Define expectativa de plan de control (FAI, frecuencia en proceso, final). Alinea CTQs a interfaces reales de ensamble. |
Materiales de Lámina Metálica
Elige entre metales de lámina de grado industrial comúnmente utilizados en estampado metálico para soportes, clips, terminales, blindajes y componentes estructurales. La selección del material influye en la formabilidad, el comportamiento de recuperación elástica (springback), el acabado superficial y la resistencia a la corrosión.
Metales Estampables en Lámina
Operaciones Secundarias Post-Estampado
Después del estampado, las operaciones secundarias aseguran bordes seguros, protección contra corrosión, roscas correctas y trazabilidad de las piezas para el ensamble posterior.
Opciones de Acabado
Guías DFM para Estampado de Metal (DFM)
La manufacturabilidad depende de espesor, geometría de features, estrategia de clearances, deformación por formado y estabilidad de la tira. Seguir estas reglas reduce scrap, mejora consistencia y ayuda a cumplir objetivos de costo.
| Feature de Diseño | Recomendación |
|---|---|
| Espesor vs Tamaño de Feature | Evita ranuras/orificios demasiado pequeños vs el espesor. Webs delgadas pueden distorsionarse e incrementar rebaba/edge roll. Define mínimos con base en factibilidad real de troquel. |
| Límites de Formado, Radios y Deformación | Especifica radios internos factibles y features formados según aleación y temper. Formado cerrado incrementa deformación y puede requerir ajustes en secuencia. |
| Clearance de Perforado y Reglas Hole-to-Edge | Usa distancias factibles hole-to-edge y separaciones para proteger vida del troquel e integridad de la pieza. La estrategia de clearance impacta rebaba y calidad de orificio. |
| Dirección de Grano y Springback | Indica dirección de grano si afecta desempeño o fatiga. El springback varía por aleación, temper y geometría—planea afinación en primera pieza. |
| Estrategia de Herramental: Prototipo vs Producción | Para bajos volúmenes, considera herramental más simple u operaciones por etapas. Para escala, troquel progresivo mejora costo y repetibilidad—define volúmenes esperados temprano. |
| Notas de Plano, Datums y Checklist CTQ | Incluye datums que reflejen ensamble, callouts CTQ, requisitos de dirección de rebaba, zonas de planitud con método de medición, tolerancias de features formados y necesidades de marcado/ID. |
Aplicaciones e Industrias
Aplicaciones de Estampado de Metal
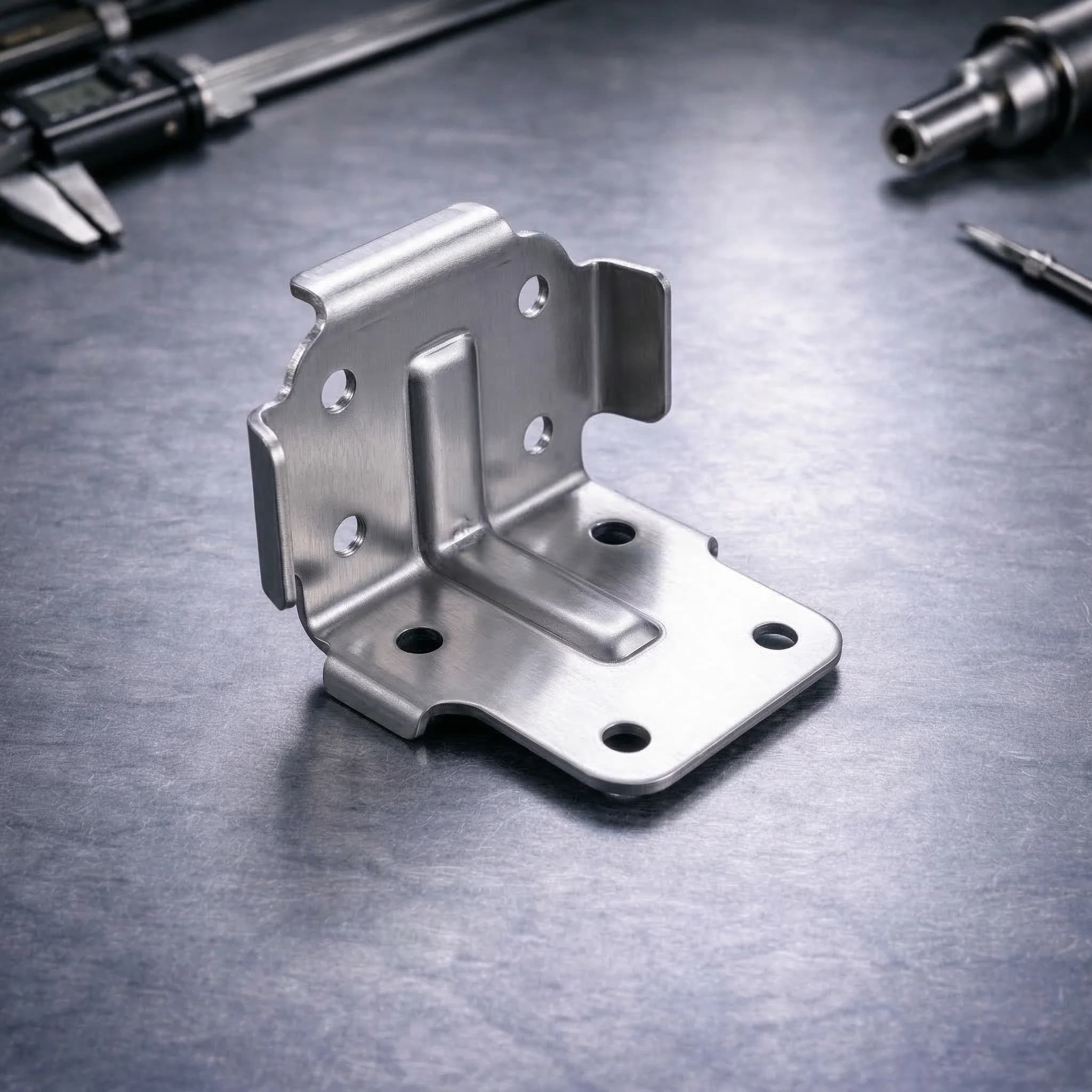
Brackets, Tabs y Placas de Montaje
Patrones de orificios repetibles y features formados diseñados para ensamble con fixtures.

Clips, Retenedores y Features Tipo Resorte
Geometrías estampadas donde la calidad de borde y el formado consistente importan para desempeño.
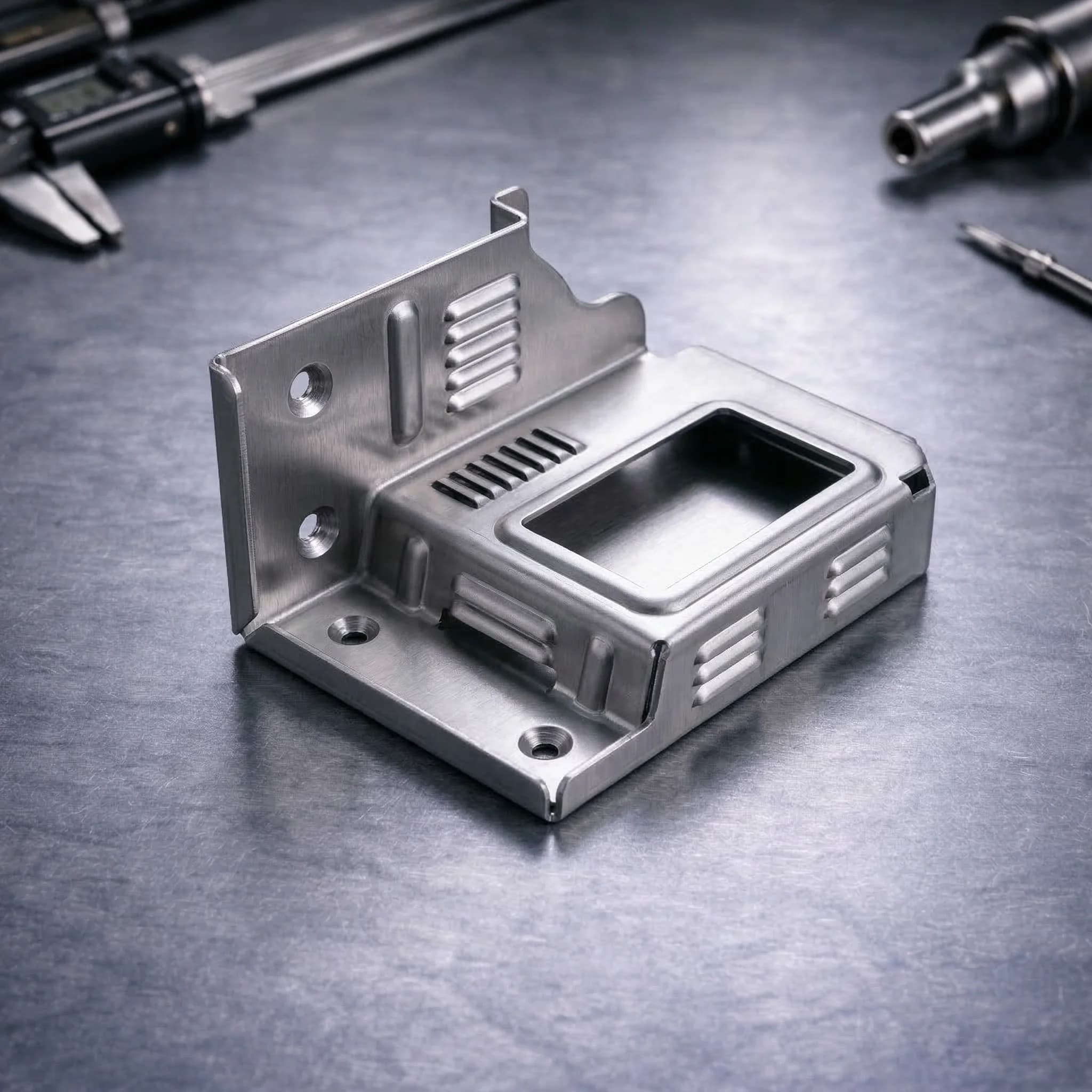
Cubiertas, Shields y Refuerzos
Piezas planas y formadas con bordes controlados y geometría estable para protección y ensamble.
Industrias de Estampado de Metal
Automotriz
Soportes estampados, clips, escudos y componentes estructurales producidos en alto volumen utilizados en ensamblajes de vehículos y sistemas mecánicos.

Electrónica y Semiconductores
Terminales estampadas de precisión, componentes de blindaje y contactos metálicos utilizados en equipos electrónicos y de semiconductores.

Productos de Consumo
Componentes metálicos estampados utilizados en electrodomésticos, dispositivos de consumo y productos fabricados en alto volumen.

FAQs & Base de Conocimiento
FAQs de Estampado de Metal
¿Listo para lanzar un programa estable de estampado de metal?
Sube planos y requisitos para una cotización lista para prensa. Revisaremos factibilidad de features, estrategia de troquel, planeación de tonelaje, dirección de rebaba, riesgo de planitud, callouts CTQ y operaciones secundarias para entregar piezas que ensamblen bien—a escala.
Revisión de Ingeniería: Menos de 2 Horas